大家好,我是恒通模具的销售工程师。在模具行业摸爬滚打十几年,见过太多客户纠结“模具价格贵不贵”,却很少有人算清楚“模具跑起来能赚多少”。今天我想分享一个真实的案例——一套一出八型腔的食品包装盒底壳模具。这不是什么天方夜谭的技术神话,而是一个老老实实把“稳定、高效、低成本”做到极致的项目。客户从最初的犹豫,到后来主动追加订单,整个过程让我深刻体会到:一套好模具,不是成本,而是印钞机。
这个产品是食品包装盒底壳,材料为薄壁PP(聚丙烯)。薄壁成型本身就是个技术活——壁厚薄、流动路径长、填充速度快,对模具的冷却系统、排气结构、热流道稳定性要求极高。客户最初的需求很明确:一套模具,一天24小时不停机,良率要高,维护要少,模次要够。
我们推荐了一出八的结构。很多同行可能会做一出四或一出六,理由是“更稳妥”。但我们评估了客户的注塑机规格、产品投影面积、薄壁PP的流动性后,坚定地给出了一出八的方案。为什么?因为每一腔都是利润中心。一出八比一出六单模次产量提升33%,而注塑周期几乎没有增加——这是我们帮客户算的第一笔账。
最终模具设计寿命定为300万模次。但根据我们恒通对同类薄壁PP模具的跟踪数据,正常保养下跑到500万甚至600万模次完全可行。这不是口号,是实打实的数据积累。
 点击图片观看视频
点击图片观看视频
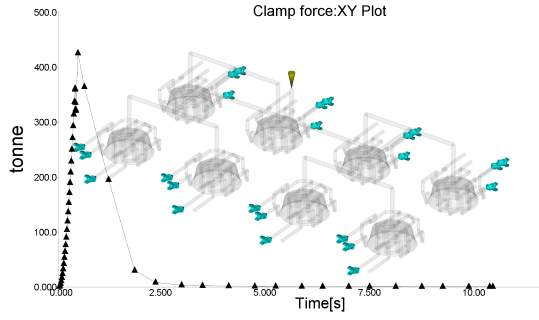
先看一组实际生产数据(来自客户现场监控):
| 参数 | 数值 |
|---|---|
| 注射位置 | 96.9 mm |
| 锁模力峰值 | 152.4 bar |
| 开模时间 | 1.79~1.80 s |
| 关模时间 | 1.56 s |
| 储料时间 | 2.16~2.21 s |
| 总周期 | 7.37 s |
没错,7.37秒一个循环。一出八,7.37秒产出8个产品。我们来算一下:
这是一台注塑机、一套模具的产能。客户现场多台机同时跑,规模效应惊人。
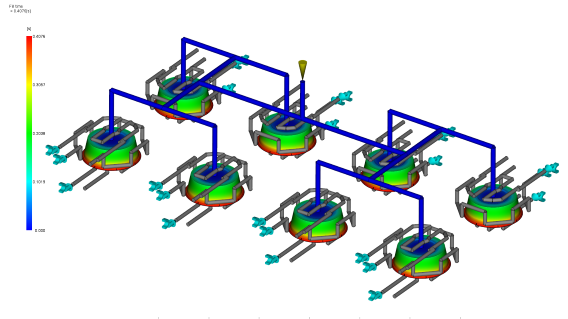
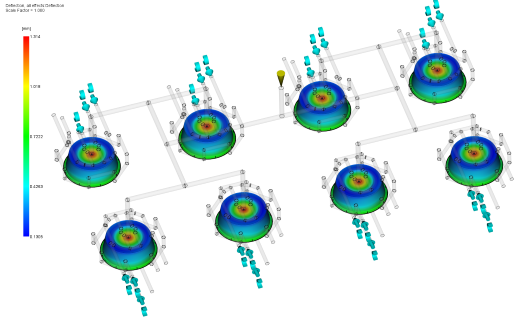
再看模流分析结果:填充时间 0.4076 秒,与实际注射时间 0.204~0.206 秒(每腔填充更短)高度吻合。模流分析预测的流动平衡性在实际生产中得到了验证——从记录表看,各腔的注射位置(InjStrPos 96.6~96.7 mm)、保压位置(HoldStrPos 40.8~40.9 mm)、残料量(RestmillPos 35.3 mm)几乎完全一致。八腔平衡性极佳,这是高效生产的基础。
冷却系统方面,模流显示冷却水温 26.66°C,实际热嘴温度控制精准(299~305°C),各段加热输出比例如实反馈。薄壁PP成型最怕冷却不均导致翘曲,而我们这套模具的冷却设计让产品出模即定型,无需二次整形。



很多客户问:“你们模具比某某家贵了百分之多少?”我的回答永远是:请你算一下每百万模次的模具成本。
这套模具的设计寿命300万模次(实际可到500万+),分摊到每个产品的模具成本是多少?
假设模具价格是X元,按300万模次、一出八、总产出2400万个产品计算:
每个产品的模具成本 = X ÷ 24,000,000
如果X比便宜模具贵30%,但便宜模具只能跑150万模次,那么实际上贵模具的百万模次成本反而更低。这就是我们恒通一直强调的:一次性把模具做到位,比反复修模、提前报废要省钱得多。
1. 能耗低
7.37秒的周期意味着注塑机在高效率区间运行。薄壁成型需要高速高压,但周期越短,单位产品的能耗越低。客户实测,比同类一出四模具单件能耗降低约25%。
2. 维护成本可控
我们的维护方案非常务实:
- 每日:加润滑油(5分钟操作,一个普工就能做)
- 每10万模次:检查排气槽并清理(防止困气烧焦,约30分钟)
- 每100万模次:检查热嘴、弹簧、气顶针、耐磨块等易损件,酌情更换
这个维护频率在薄壁模具中属于非常友好的水平。为什么?因为我们的设计预留了足够的磨损余量,关键部件采用进口钢材和涂层处理。客户反馈:跑到200万模次时,热嘴还没换过,只是做了清洁和密封圈更换。
3. 良率99%以上
这是客户实际生产数据。从记录表看,锁模力稳定在152.1~152.4 bar,周期时间波动仅±0.01秒,各腔参数一致性好。低不良率意味着:
- 少了废料成本(PP材料不便宜)
- 少了人工分拣成本
- 少了客户投诉和退货风险
4. 自动化适配
模具设计了气顶针和耐磨块,配合机械手自动取出。客户现场配置了机械手,开模后1.79秒内产品被取出,无需人工干预。人工成本?几乎为零,一个技术员看三台机。
我们来做一个保守的财务测算(以客户实际数据为基准):
| 项目 | 数值 | 说明 |
|---|---|---|
| 单模次产出 | 8 个 | 一出八 |
| 周期时间 | 7.37 秒 | 实际数据 |
| 每小时产出 | 3,904 个 | 3600÷7.37×8 |
| 日产出(22h) | 85,888 个 | 预留2h换模/保养 |
| 月产出(26d) | 2,233,088 个 | |
| 年产出(11个月) | 24,564,000 个 | 预留1个月大修/假期 |
| 单件售价(举例) | 0.15 元 | 薄壁包装盒底壳市场价约0.1-0.2元 |
| 年产值 | 约368万元 | |
| 材料成本(约60%) | 221 万元 | |
| 电费+人工+维护(约15%) | 55 万元 | |
| 年毛利 | 约92万元 | 不含模具摊销 |
模具一次性投入,假设30万元,第一年就摊完了。第一年净利约72万元,第二年开始每年净利约92万元。
如果客户做到500万模次,这套模具可以跑近两年(按每天约6500模次计算)。总产出4000万个产品,总毛利超过600万元。一套模具,两年,600万毛利。 这就是我们说的“印钞机”。
这个客户一开始也犹豫。他们之前用过一套一出四的模具,周期9秒多,良率92%左右,每班都要有人盯着修毛边。换了我们的模具后,第一个月的数据就让他们惊喜:
客户老板跟我说了一句话,我记到现在:“早知道这样,我当初就不该比价,应该直接找你们。”
后来他们连续追加了3套同款模具。现在4套模具同时跑,一天产出超过34万个产品,供应给三家食品包装厂,供不应求。
我做了这么多年模具销售,见过太多人把精力花在“砍价”上。但实际上,模具价格在整个项目生命周期里占比很小。真正影响你赚钱的,是这几个东西:
我们恒通这套一出八薄壁PP模具,不是最便宜的,但一定是让你最赚钱的。300万模次是保守数字,正常保养500-600万模次完全可行。我们有详细的技术方案、模流分析报告、客户现场运行数据,欢迎随时来公司考察,或者去客户现场亲眼看看——7.37秒出一模,8个产品整整齐齐,良品率99.5%以上。
好模具,不压钱,只赚钱。
恒通模具 销售工程师