在茶饮包装行业持续升级的背景下,一款“多功能”连线盖正成为市场新宠。所谓多功能,通常指盖体集成了翻盖、吸嘴、透气孔、防回流阀、挂耳等多个功能单元,实现一杯一盖、无需额外配件的极致用户体验。然而,功能集成的背后是对模具设计与注塑工艺的巨大挑战——壁厚极薄(最薄处仅0.6mm)、结构复杂、尺寸精度要求高,同时还要保持大批量生产的稳定性与成本优势。
本文以90口多功能连线盖模具为案例,从技术角度系统阐述12腔针阀热嘴方案如何在9秒周期下实现日产11.5万只,并重点分析针阀时序控制、薄壁填充、冷却系统设计及多功能结构一体化成型的关键技术。
90口多功能连线盖通常应用于高端果茶、奶茶及咖啡外带杯,相比普通连线盖增加了以下功能模块:
这些新增结构导致产品壁厚分布极不均匀:防回流阀区域厚度仅0.6mm,挂耳处1.2mm,吸嘴根部达2.0mm。薄壁(0.6mm)与厚壁(2.0mm)共存,对填充平衡、收缩控制及冷却效率提出了极高要求。
客户目标:24小时连续生产,日产量约115,000只。采用12腔模具,周期9秒,适配420T注塑机。
| 参数 | 数值 |
|---|---|
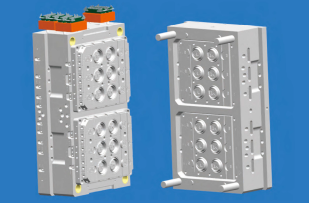
| 模具名称 | 90口多功能连线盖模具 |
| 成型腔数 | 12腔(2×6排列) |
| 模具尺寸 | 620×1025×540 mm |
| 适配机台 | 420吨锁模力 |
| 产品材质 | PP(熔融温度310℃) |
| 成型周期 | 9.0秒 |
| 日产量 | 约115,000只 |
相比16腔拱盖或连线盖模具,12腔布局略显“保守”。原因在于:多功能盖结构复杂,12腔可留出更多空间布置滑块、斜顶及独立冷却回路,同时降低填充不平衡风险。在复杂结构与高腔数之间,12腔是经过模流分析验证的最优平衡点。
| 问题 | 冷流道 | 开放式热流道 | 针阀式热流道 |
|---|---|---|---|
| 薄壁区填充困难 | 压力损失大,易短射 | 浇口处易拉丝,影响薄壁 | 针阀精确控制开启时间,优先填充薄壁 |
| 厚壁区缩痕 | 无法单独控制保压 | 无阀针,保压效果差 | 延迟关闭厚壁区阀针,延长保压 |
| 浇口痕迹 | 需后处理,易伤功能结构 | 拉丝残留,影响密封 | 平整无痕,无需后处理 |
| 原料浪费 | 料头率15-20% | 3-5% | 0% |
针阀热嘴的核心优势在于:每个浇口可以独立控制开启时间与关闭时间,实现“顺序注塑”,从而精准管理不同壁厚区域的填充与保压。
| 阀组 | 对应区域 | 开启时间 | 关闭时间 | 目的 |
|---|---|---|---|---|
| 第1组(4个) | 薄壁区(防回流阀、透气孔周边) | 0.00秒(注射开始) | 注射结束前0.5秒 | 优先填充,防止短射 |
| 第2组(4个) | 中等壁厚区(盖体、挂耳) | 注射开始后0.3秒 | 保压阶段结束 | 平衡填充 |
| 第3组(4个) | 厚壁区(吸嘴根部、加强筋) | 注射开始后0.6秒 | 保压结束前0.3秒 | 延迟关闭,充分补缩 |
关键参数:注射总时间1.5秒;保压总时间2.0秒(分两段保压);阀针关闭采用气压驱动(0.7Mpa),响应时间≤20ms。
通过这种顺序注塑,薄壁区在低粘度下快速充满,厚壁区则在填充后期获得充足保压,缩痕率从初始试模的4.2%降至0.5%以下。
| 挑战 | 技术措施 |
|---|---|
| 早凝 | 料筒温度提高至310℃,模温提高至45℃(薄壁区局部加热至55℃) |
| 高压需求 | 注射速度提升至120mm/s,注射压力上限设定180MPa,配置高压蓄能器 |
| 熔接痕 | 调整针阀开启时序,增设排气槽 |
| 冷却区 | 对应区域 | 水路类型 | 水温 | 流量 |
|---|---|---|---|---|
| 1区 | 薄壁区(防回流阀、透气孔) | 微型随形水路(φ4mm) | 22℃ | 8L/min |
| 2区 | 盖体主区域 | 环形水路(φ10mm) | 20℃ | 15L/min |
| 3区 | 厚壁区(吸嘴根部) | 螺旋式水路+水井 | 18℃ | 20L/min |
| 4区 | 挂耳及加强筋 | 直线水路(φ8mm) | 20℃ | 12L/min |
本模具实现防回流阀、透气孔、挂耳、铰链等6个功能单元一体化成型,各结构均采用专用成型工艺,确保功能可靠、寿命达标。
| 参数 | 设定值 | 说明 |
|---|---|---|
| 料筒温度(后/中/前/喷嘴) | 260/290/310/310℃ | 薄壁需高温 |
| 模具温度(动模/定模) | 35/45℃ | 定模薄壁区55℃ |
| 注射压力(峰值) | 165 MPa | 薄壁填充需求 |
| 注射速度 | 120 mm/s | 分级注射 |
| 保压压力/时间 | 80MPa→50MPa / 2.0秒 | 两段保压 |
| 冷却时间 | 5.0秒 | 总周期9.0秒 |
| 问题 | 原因 | 解决方案 |
|---|---|---|
| 防回流阀膜片粘模 | 真空吸附、膜片过薄 | 增加气辅顶出,根部加倒角 |
| 透气孔堵塞 | 型芯积碳、原料降解 | 定期超声波清洁,添加脱模剂 |
| 12腔重量不一致 | 热流道温差、阀针不同步 | 独立温控,校准阀针行程 |
90口多功能连线盖模具的12腔针阀热嘴方案,在9秒周期下实现日产11.5万只,成功攻克了薄壁(0.6mm)与厚壁(2.0mm)共存结构的成型难题。核心技术创新点可归纳为:
| 项目 | 参数 |
|---|---|
| 腔数 | 12 |
| 周期 | 9.0秒 |
| 日产量 | 115,000只 |
| 单件净重 | 约14.0g |
| 最小壁厚 | 0.6mm(防回流阀) |
| 最大壁厚 | 2.0mm(吸嘴根部) |
| 注射速度 | 120mm/s |
| 注射压力 | 165MPa |
| 冷却分区 | 4区独立 |
| 适配机台 | 420T |
注:以上参数基于共聚PP材料、420T伺服注塑机实测数据,实际生产请根据原料批次及环境条件微调。