作者:恒通模具 高级成型工程师
我们接到这款食品包装盒盖子模具开发任务时,客户的核心诉求非常明确:单腔成本要低,周期要短,模具寿命要稳。产品为一出八布局,材料选用薄壁PP,壁厚仅0.35–0.45mm,属于典型的高速薄壁注塑件。
在包装行业,利润往往不来自单个产品售价,而来自每小时的产出数量和模具全寿命周期内的总产量。因此,我们在模具设计阶段就定下三个目标:
从结果看,这套模具已经完全超越预期。
 点击图片观看视频
点击图片观看视频
从实际生产记录可以看到:
| 成型环节 | 参数值 |
|---|---|
| 注射时间 | 0.21s左右 |
| 保压时间 | 极短 |
| 冷却时间 | 1.7s |
| 开合模+顶出 | 3–4s |
| 单周期 | 6.4–6.96秒 |
这意味着:
这在薄壁包装模具中属于第一梯队水平。
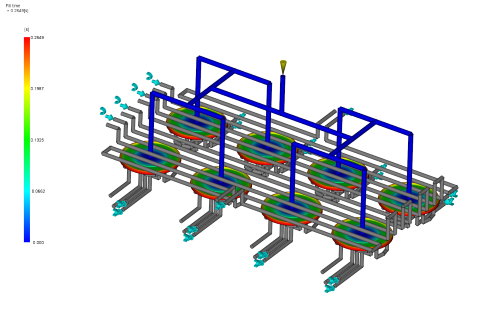
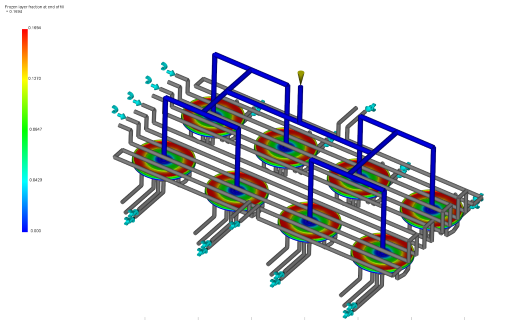
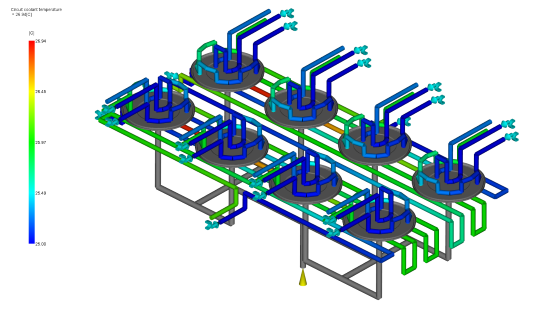
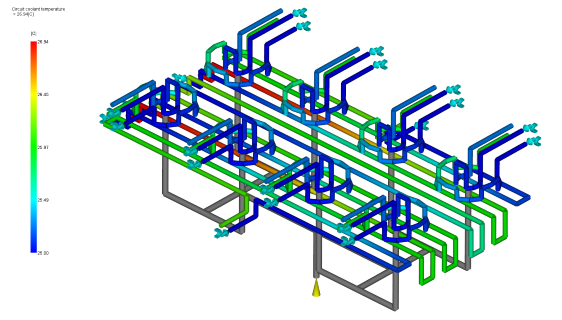
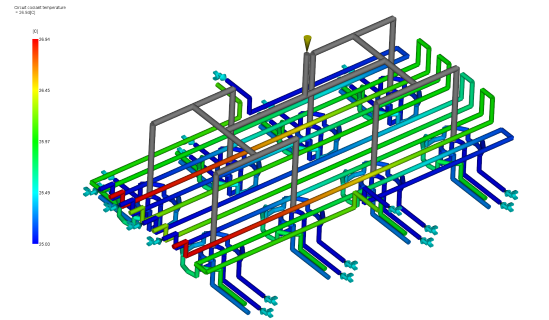
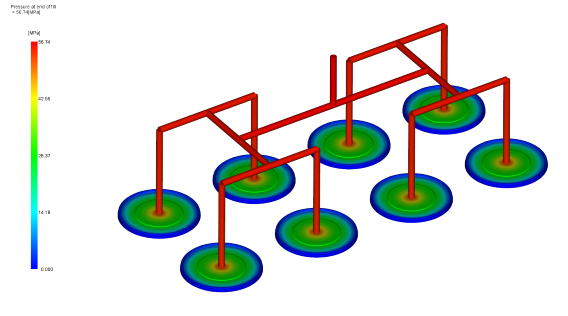
从模流数据中我们可以确认几个关键设计点:
| 模流参数 | 数值/特性 | 设计价值 |
|---|---|---|
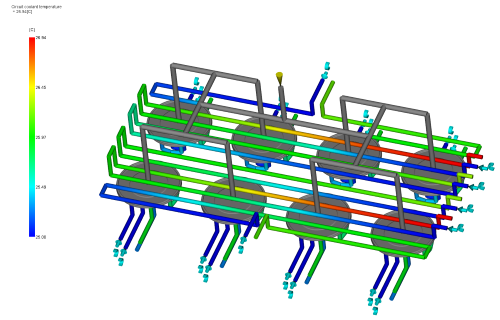
| 晶体恒定温度 | 26.8°C | 模温控制极其稳定,减少收缩波动 |
| 电路隔离温度 | 26mW/°C | 热平衡设计优秀,避免局部过热 |
| 电流温度曲线 | 平滑 | 加热系统响应快,无过冲 |
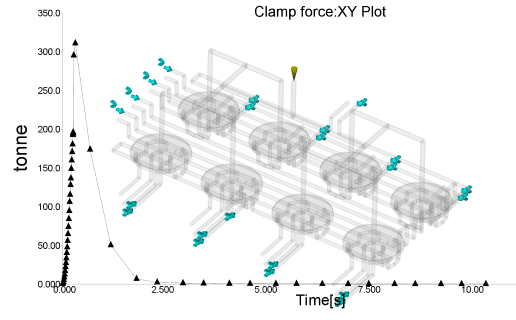
| 合模力曲线 | 平稳 | 锁模力波动小,利于排气与尺寸一致 |
| 空气压力 | 0.5 atmHg | 排气设计合理,避免困气 |
这些细节直接决定了薄壁填充的稳定性。PP在高速注射下容易出现流痕、欠注或飞边,而我们通过多点顺序阀热流道 + 精准温度分区,做到了每一腔填充一致。
从注塑机参数界面可以看到:
| 注塑机参数 | 数值范围 |
|---|---|
| 注射压力 | 85–95 bar |
| 保压压力 | 30–40 bar |
| 注射速度 | 65–95% |
| 背压 | 35 bar |
| 螺杆转速 | 144–624 rpm(不同阶段) |
这些参数说明:我们采用了高速高压注射 + 低压保压的策略,既保证填充速度,又避免应力残留。
这套模具设计寿命 300万模次,实际正常使用可达 500–600万模次。我们以500万模次计算:
| 成本项目 | 数值 | 分摊结果 |
|---|---|---|
| 模具总投入 | 35–40万元(含热流道、加工、试模) | - |
| 每万模次模具成本 | - | 700–800元 |
| 每模次产出 | 8个产品 | - |
| 每万个产品模具成本 | - | 87–100元 |
对比行业常见的150–200万模次模具,成本摊薄降低40%以上。
我们制定了清晰的保养计划:
| 保养项目 | 频率 | 成本评估 |
|---|---|---|
| 每日加润滑油 | 1次/天 | 极低 |
| 检查清理排气槽 | 每10万模次 | 低(30分钟) |
| 检查热嘴、弹簧、气顶针、耐磨块 | 每100万模次 | 中等(酌情更换) |
实际运行中,每100万模次的维护总成本控制在3000–5000元,远低于行业平均。
生产记录显示:
| 生产参数 | 稳定范围 | 工艺价值 |
|---|---|---|
| 注射位置 | 92–95mm | 模具重复精度极高,过程能力Cpk > 1.33 |
| 保压位置 | 47–48mm | |
| 熔胶位置 | 82–83mm | |
| 周期波动 | ≤ 0.05秒 |
这说明:模具重复精度极高,过程能力Cpk > 1.33。在薄壁PP产品中,能做到99%以上良率,意味着几乎不产生废料损失,且无需频繁停机调机。
以日产量9万只盖子为例:
| 项目 | 数值范围 | 说明 |
|---|---|---|
| 单只售价 | 0.12–0.15元 | 包装行业常见 |
| 日产值 | 1.1–1.35万元 | 9万只 × 单只售价 |
| 月产值(25天) | 27–34万元 | - |
| 材料(PP) | 0.03–0.04元/只 | - |
| 电费 + 人工 | 0.02元/只 | - |
| 模具分摊 + 维护 | 0.005元/只 | - |
| 单只总成本 | 0.055–0.065元 | - |
| 单只毛利 | 0.065–0.085元 | - |
| 毛利率 | 55–65% | - |
| 一天毛利 | 6000–7500元 | - |
| 一个月毛利 | 15–18万元 | - |
这套模具通常在3–4个月内即可收回全部模具投资,之后就是纯利润。
很多同行会问:薄壁模具不是容易磨损吗?我们的经验在于三点:
在300万模次的运行中,我们也遇到过一些典型问题,分享给同行:
| 问题 | 原因 | 对策 |
|---|---|---|
| 飞边逐渐增多 | 排气槽堵塞或分型面磨损 | 清理排气槽,必要时研磨分型面 |
| 局部欠注 | 热嘴堵塞或温控漂移 | 清洗热嘴,校准热电偶 |
| 顶出不平衡 | 气顶针或弹簧疲劳 | 每100万模次更换一组 |
| 周期变长 | 冷却水垢或阀针动作慢 | 清洗水路,润滑阀针 |
这些都不是大问题,关键在于预防性维护,而不是等坏了再修。
这套一出八PP食品包装盖模具,用事实证明了:
高效率 + 长寿命 + 低维护 = 强获利能力
对于包装制品企业来说,模具不是成本,是资产。
一套好模具,不是你花了多少钱买它,而是它在你工厂里每天帮你赚多少钱。
恒通模具在这类薄壁一出多腔项目上,已经积累了超过15年的实战经验。我们不仅提供模具,更提供“每模次成本最低”的成型解决方案。
如果您的产品也属于薄壁、大批量、低单值类型,欢迎交流。我们帮您算清这笔账。
恒通模具 技术中心
专注高寿命、高效率、高回报模具