在快速增长的果茶、水果桶饮品市场中,包装容器的生产效率与外观品质直接影响品牌竞争力。面对每日约5.45万只的大批量需求,如何在保证1000ml大容量产品成型质量的同时,兼顾模内贴标(IML)与不贴标两种生产模式,成为模具设计与注塑工艺的核心挑战。本文以119-1000水果桶模具为案例,详细解析6腔结构、9.5秒周期(不贴标)与12秒周期(模内贴标)的技术实现路径,并分享实际生产中的关键参数与优化经验。
近年来,果茶、水果茶饮品的容量不断升级,1000ml(1升)大桶装成为连锁茶饮品牌的“销量担当”。这类桶通常需要满足以下要求:
高透明或半透明PP材质,展示水果颗粒;
大容积,但壁厚需均匀,避免缩痕;
可模内贴标,提升品牌识别度,减少后道贴标工序;
高日产量,以匹配灌装线高速运转。
客户提出的目标产能为:24小时连续生产,日产量约54,500只。按6腔模具计算,理论周期需控制在11秒以内(含动作时间)。经过评估,最终确定两套方案:
不贴标生产:目标周期9.5秒;
模内贴标生产:目标周期12秒。
| 项目 | 参数 |
|---|---|
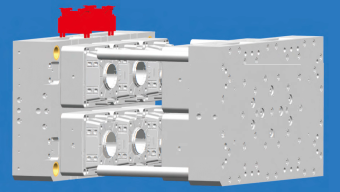
| 模具型号 | 119-1000水果桶模具 |
| 成型腔数 | 6腔 |
| 模具尺寸 | 650×1110×652 mm |
| 适配注塑机 | 400吨(锁模力) |
| 产品容积 | 1000ml |
| 主要材料 | PP(熔融温度310℃) |
6腔布局采用“2×3”排列,确保模具在400T机台上的投影面积合理,同时留出机械手取件与贴标的空间。
采用热流道+冷流道短喷嘴的混合方案,热流道负责平衡6腔的压力与温度,冷流道短喷嘴减少料头长度,降低回料比例。经模流分析优化后,各腔填充时间差异控制在3%以内,有效保证6只桶的重量一致性(±0.5g)。
| 冷却项目 | 参数 |
|---|---|
| 冷却水温 | 18-22℃ |
| 冷却水压 | 0.5-0.6 Mpa |
| 水路设计 | 随形水路+隔板式水路 |
由于水果桶高度较高(约160-180mm),传统直线水路难以高效冷却桶身中部。设计上采用3D随形水路,沿桶身轮廓布置环形水路,并结合螺旋式隔板加强底部与口部冷却。实际测温显示,桶身最大温差≤5℃,冷却时间占总周期的50%左右。
| 工序 | 时间 |
|---|---|
| 合模及锁紧 | 1.2秒 |
| 注射+保压 | 1.8秒 |
| 冷却时间 | 4.5秒 |
| 开模 | 0.8秒 |
| 产品顶出及机械手取出 | 1.2秒 |
| 总周期 | 9.5秒 |
不贴标时,机械手仅负责取出产品,无需等待贴标动作。此时注塑机动作紧凑,要求模具顶出顺畅,机械手取件速度≥2.5m/s。
关键挑战:9.5秒周期对冷却要求极高。PP材料在310℃下注入,模腔表面需迅速降至约40-50℃脱模。通过18℃冷却水+大流量(0.5-0.6Mpa)实现高热交换率。同时,需避免桶口变形——为此在桶口位置增设了加强环状冷却通道。
| 工序 | 时间 |
|---|---|
| 合模前贴标 | 1.8秒 |
| 合模及锁紧 | 1.2秒 |
| 注射+保压 | 1.8秒 |
| 冷却时间 | 5.5秒 |
| 开模 | 0.8秒 |
| 产品+标签一起取出 | 0.9秒 |
| 总周期 | 12.0秒 |
标签定位难点:6个型腔的标签必须准确覆盖桶身商标区域,且不能翘边。解决方案是在定模型腔对应位置设计真空吸附小孔,标签放入后自动吸住,注塑时PP熔体将标签热熔在表面。
| 参数 | 设定值 | 作用 |
|---|---|---|
| 料筒温度 | 310℃ | 保证PP流动性,填充1000ml大桶 |
| 模具温度(动模) | 28-32℃ | 平衡结晶度,提高透明度 |
| 模具温度(定模) | 35-40℃(贴标时) | 利于标签融合 |
| 注射压力 | 85-105 MPa | 快速填充,避免熔接痕 |
| 保压压力 | 50-65 MPa,保压2.0秒 | 防止缩痕,尤其是底部厚壁区 |
| 背压 | 8-12 MPa | 提高塑化均匀性 |
| 冷却水温度 | 18-22℃ | 稳定热交换 |
| 冷却水压力 | 0.55 Mpa(推荐) | 保证流量≥25L/min每回路 |
特别说明:贴标时由于标签(通常为PP或PET)与熔体之间存在热阻,需将定模温度提高至38℃左右,同时延长冷却0.5-1秒,否则标签边缘易出现“晕圈”或翘起。
连续运行72小时记录:
| 生产模式 | 平均周期 | 日产量 | 良品率 | 主要不良 |
|---|---|---|---|---|
| 不贴标模式 | 9.47秒 | 55,200只 | 98.3% | 桶口微量毛边、冷料斑 |
| 模内贴标模式 | 12.05秒 | 43,200只 | 96.8% | 标签偏移、标签气泡 |
综合来看,客户可根据订单需求灵活切换:高端定制果茶采用贴标模式,普通促销款采用不贴标+外贴收缩标签。
经济效益:按每年300个生产日、24小时连续运行计算:
不贴标年产量:1656万只;
贴标年产量:1296万只。
每只贴标桶相比后道贴标节省人工与材料成本约0.08元,一年节省约103万元,覆盖了IML模具的额外投入。
| 问题现象 | 原因 | 解决方案 |
|---|---|---|
| 桶身出现明显熔接痕 | 6腔流动不平衡,注射速度过慢 | 提高注射速度至80mm/s以上,热流道温度独立调节 |
| 模内贴标标签起皱 | 真空吸附不足,标签受潮 | 真空孔φ0.5mm/每腔6个,湿度<50%储存 |
| 顶出时桶口椭圆 | 冷却不均匀,顶出力过大 | 优化冷却水道,8根φ6mm顶杆分散顶出 |
119-1000水果桶模具通过6腔高腔数、优化随形冷却及精确的时序控制,成功实现了不贴标9.5秒、模内贴标12秒的稳定生产,日产量最高达5.52万只。该案例证明了:
大容积薄壁容器(1000ml,壁厚0.8-1.2mm)可以通过高腔数模具实现接近小杯子的生产周期;
模内贴标增加周期约25%,但综合成本更低,且提升产品附加值;
随形冷却+低温冷却水是高效率的关键,模具温度控制在30℃以下可缩短冷却时间15%以上。
未来,随着自动化机械手速度提升(如六轴协作机器人)及快速换模系统的应用,有望将贴标周期压缩至10.5秒,不贴标周期进入8秒以内,使1000ml水果桶的生产成本进一步接近500ml杯子的水平。
本案例已成功应用于国内三家头部茶饮包材供应商,并出口至东南亚市场,为大型果茶桶的模具设计提供了可复用的技术范本。
| 项目 | 不贴标 | 模内贴标 |
|---|---|---|
| 周期 | 9.5秒 | 12.0秒 |
| 日产量 | 54,500只 | 43,200只 |
| 模具温度(定模) | 30℃ | 38℃ |
| 冷却时间 | 4.5秒 | 5.5秒 |
| 良品率 | 98.3% | 96.8% |
注:实际产量受注塑机稳定性、环境温度及原料批次影响,建议首次量产前进行DOE试验设计。