随着全球现制茶饮市场的快速扩张,尤其是以珍珠奶茶(Bubble Tea)为代表的杯装饮品,对高品质、高一致性、可回收的塑料杯需求激增。传统奶茶杯多采用丝印或热收缩标签,存在耐磨性差、标签易脱落、无法回收等问题。
模内贴标(IML, In-Mold Labeling) 技术将印刷好的标签通过机械手放入模具型腔,在注塑过程中与熔融塑料融合为一体,使标签成为产品的一部分。该工艺具有以下优势:
本次分享的案例为一套 恒通模具90700型奶茶杯(约700ml容量) 的12腔IML模具,设计用于480T注塑机。其标称参数如下:
| 项目 | 参数 |
|---|---|
| 产品名称 | 90700奶茶杯 |
| 成型腔数 | 12腔 |
| 不贴标周期 | 8秒 |
| 贴标周期 | 10秒 |
| 日产能(贴标) | 约103,680只/天 |
| 模具尺寸 | 720×1100×625 mm |
| 适配机型 | 480T |
| 料筒温度 | 310℃ |
| 冷却水温 | 18–22℃ |
| 冷却水压 | 0.5–0.6 MPa |
需要特别指出的是:不贴标签时周期可压至8秒,但加入IML工艺后周期延长至10秒。这2秒的差异正是本文重点分析的技术与工程权衡点。
90700奶茶杯为薄壁圆筒形件,常见壁厚0.45–0.55 mm,高度约170–190 mm,口径约90 mm。关键尺寸要求:
模具尺寸720×1100×625 mm,重量约3.8–4.2吨。采用热流道+冷流道阀式转冷半方案(具体依实际)。12腔排布为2行×6列,中心距约145 mm,保证模具宽度控制在1100 mm以内。
关键设计点:
12腔模具整体模流分析布局
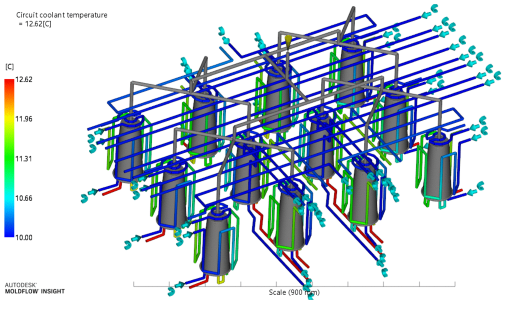
由于周期要求严格(含贴标仅10秒),冷却效率是关键。模具冷却采用螺旋式随形水路(型芯)与环形水槽(型腔)结合:
进出水口均采用快速接头,水压0.5–0.6 MPa,水温18–22℃。
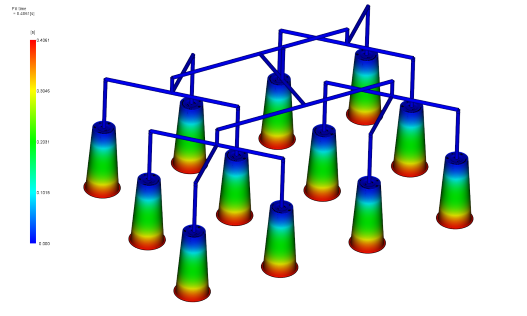
经模流分析(Moldflow)验证:在10秒周期下,顶出时产品最高温度约55–65℃,无粘模风险。
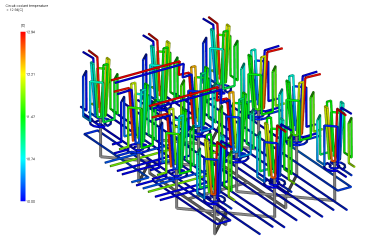
模具型芯/型腔冷却运水分析
螺旋随形水路冷却效果分析
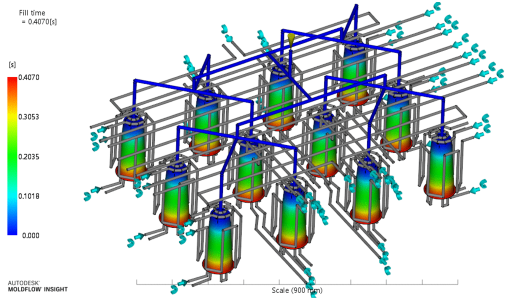
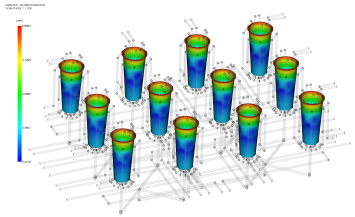
模流充填分析
12腔均衡充填模拟分析
| 动作阶段 | 不贴标周期(秒) | 贴标周期(秒) | 差异原因 |
|---|---|---|---|
| 合模 | 1.2 | 1.2 | 相同 |
| 注塑+保压 | 1.8 | 1.8 | 相同 |
| 冷却(含部分保压) | 3.5 | 4.5 | +1.0 标签隔热效应 |
| 开模 | 0.8 | 0.8 | 相同 |
| 顶出+产品取出 | 0.7 | 0.7 | 相同 |
| 标签放置 | — | 1.0 | +1.0 机械手取标、定位、真空吸附 |
| 合计 | 8.0 | 10.0 | +2.0 |
可见,贴标周期增加的2秒中,约1秒用于标签放置,另外1秒是因标签阻碍冷却而被迫延长的冷却时间。
不贴标时,PP熔体直接接触模具钢表面,导热系数高(约15–20 W/m·K),热量快速传入冷却水道。薄壁件充填快,可迅速进入保压和冷却阶段。
模内标签为塑料薄膜(通常为PP或PE,厚度40–80 μm),其导热系数仅0.2–0.3 W/m·K,相当于在熔体与模具表面之间增加了一层隔热层。热量必须穿透标签后才能传入模具钢,导致冷却效率下降30%–40%。
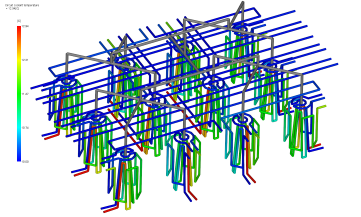
模流冷却分析

模内贴标后产品温度场分析
奶茶杯投影面积(含流道):单腔约95 cm²,12腔共约1140 cm²。PP注塑压力约60–80 MPa,所需锁模力按型腔内平均压力30–40 MPa计算:
F = 1140 × 35 / 10 ≈ 399吨
因此480T机型足够,且有20%安全余量。
模具宽度1100 mm,必须选择拉杆间距≥1100 mm的注塑机。本项目最终选择拉杆间距1200×1000 mm的国产480T机型,经验证可用。

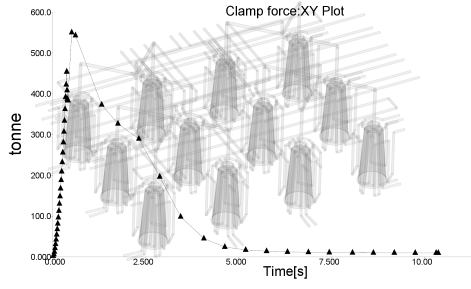
模具型腔排布与结构强度分析
标签采用PP薄膜50μm,6色凹印+抗静电涂层;机械手采用三轴伺服,12组独立真空吸盘,取放精度±0.1 mm,满足高速生产要求。
产品成型翘曲与尺寸精度分析
| 成本项 | 单价/费率 | 日成本(元) | 单只成本(元) |
|---|---|---|---|
| PP原料(15 g/只) | 8.5元/kg | 13,219 | 0.1276 |
| 模内标签 | 0.08元/只 | 8,294 | 0.0800 |
| 电费(设备总功率90 kW) | 0.8元/度 | 1,728 | 0.0167 |
| 人工(2人三班倒) | 300元/人/班 | 1,800 | 0.0174 |
| 模具折旧(5年) | 模具费35万 | 192 | 0.0019 |
| 维护/耗材 | — | 500 | 0.0048 |
| 合计 | — | 25,733 | 0.2484 |
售价约0.35–0.45元/只,毛利率约29%–45%,投资回收期约8–12个月。
贴标比不贴标周期长2秒:1秒给标签放置,1秒补偿冷却损失,这是IML工艺的客观代价;模具宽度1100mm需匹配大间距注塑机;料温建议240–260℃更安全。
模内贴标是系统工程,模具、机械手、供标器、注塑机必须联合调试,切忌拼凑使用。
模具生产录像:

点击图片即可观看 YouTube 生产视频
后记:本文数据基于实际量产案例脱敏整理。欢迎行业同仁就冷却优化、标签静电控制、快速换模等话题进一步交流。