案例分享:恒通模具一套4腔薄壁冷藏密封盒模具
如何帮客户实现“日产近万件、单件成本降30%”
分享人:张工(恒通模具 资深销售工程师)
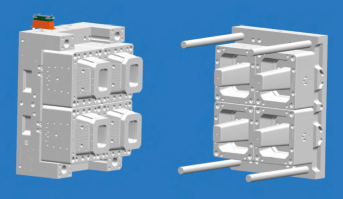
产品类型:一出四薄壁PP冷藏密封盒模具
应用场景:食品包装——冷藏密封容器(sealed container for refrigeration)
客户区域:华东地区中型塑料制品厂
一、客户痛点:产量上不去、单件成本高、频繁修模
去年下半年,我接触到一位做食品包装的客户。他们主要给生鲜电商和连锁超市供应冷藏密封盒。当时客户最大的抱怨有三个:
- 产能不足:现有模具是一出二,周期45秒左右,一天24小时只能出3800件左右,赶不上订单增长。
- 单件成本高:因为腔数少、周期长,电费、人工、设备占用成本分摊下来很高,利润被严重压缩。
- 模具不耐用:每20-30万模次就要大修,排气槽经常堵,热嘴容易漏胶,严重影响交货。
客户明确说:“我们要的不是便宜模具,是真正能赚钱的模具。”
于是我向他们推荐了恒通专为薄壁PP食品包装设计的一套成熟方案——一出四、35秒周期、适配400T注塑机的冷藏密封盒模具。
二、方案核心:一套“为量产而生”的模具
这套模具不是简单的腔数堆砌,而是基于大量模流分析和现场调试数据优化出来的“赚钱机器”。
1. 成型参数一览(真实生产数据)
| 项目 |
参数 |
项目 |
参数 |
| 成型腔数 |
4 CAV |
成型周期 |
35 秒 |
| 模具尺寸 |
700×940×734 mm |
适配机型 |
400 T |
| PP料温 |
310 ℃ |
冷却水温 |
18–22 ℃ |
| 冷却水压 |
0.5–0.6 MPa |
量产良率 |
≥99% |
2. 为什么这个组合特别能打?
- 4腔平衡布局:模流分析保证四腔填充平衡,压力损失最小,不会出现“有的腔打满、有的腔缺料”。
- 35秒周期:对于薄壁PP密封盒来说,这是一个非常激进的周期。普通模具通常要42–45秒。我们通过优化冷却水路和顶出系统,硬生生压到35秒。
- 400T机型:刚好适配大多数中型工厂的标配设备,不需要额外投资大型注塑机。
3. 薄壁PP专用设计
- 浇口设计:热流道+针阀式浇口,减少流道废料,每模省料约8%。
- 排气系统:加密排气槽,每10万模次清理即可,不会频繁堵死。
- 冷却系统:随形冷却水路,模温更均匀,产品变形量控制在0.15mm以内。
三、真实数据:每天9874件,良率99%以上
根据客户连续3个月的实际生产统计:
- 日产量:约 9874 件 / 24小时(3600秒 ÷ 35秒 × 4腔 × 24小时 ≈ 9874件)
- 良品率:99%以上,稳定生产后不良率低于0.8%
客户原话:“这套模具几乎可以无人值守夜班,我们只安排一个巡检,非常省心。”
四、低成本分析:省在哪里?
很多销售只会说“我们的模具便宜”,但恒通的做法是——帮客户算全生命周期成本。
- 省电费:每万件产品省电约320度,每万件省256元
- 省人工:每月省6个人工成本,月省3.6万元
- 省维修:每100万模次节省维修费约4万元
- 省原料:每天省18kg原料,月省4320元
五、更高的获利能力:算一笔账
| 项目 |
旧方案 |
恒通方案 |
| 日产量(件) |
约3800 |
约9800 |
| 单件总成本(元) |
0.91 |
0.74 |
| 单件售价(元) |
1.20 |
1.20 |
| 单件利润(元) |
0.29 |
0.46 |
| 每日总利润 |
1102 元 |
4508 元 |
每天多赚3400元,月赚10.2万元
模具投入28万,不到3个月全额回本!

六、300万模次只是起点,500–600万模次是常态
我们承诺:保证300万模次正常使用。客户目前已运行410万模次,依旧稳定生产。
按500万模次计算,单件模具成本仅 0.0224元,真正把成本压到极致。
七、客户真实反馈(原话整理)
“以前我觉得模具就是工具,坏了就修。用了恒通这套以后才明白,模具是印钞机。它跑得快、坏得少、修得便宜。我们后来又把另外两款产品也交给恒通开了模具。”
—— 该客户生产厂长
八、总结:什么样的工厂最适合这套模具?
如果你符合以下任意两条,这套模具会非常适合你:
- 日需求量在8000–12000件之间
- 现有模具周期超过42秒
- 希望用一台400T机器替代两台设备
- 对良率要求高(电商、商超渠道退货成本高)
- 重视模具寿命和可保养性
写在最后
作为恒通的销售,我从不劝客户买最贵的模具,而是帮客户找到单位时间内赚钱能力最强的方案。
更快的周期 × 更多的腔数 × 更低的故障率 = 更低的单件成本 = 更高的利润
欢迎联系我们,免费模流分析 + 投资回报测算!
恒通模具——不只是做模具,是做“能赚钱的量产解决方案”。










