
点击图片查看生产视频
各位客户朋友、同行伙伴们,大家好!
我是恒通模具的张工,今天想和大家分享一个我们近期完成得比较有代表性的项目——一款PS透明巧克力包装盒的模具开发与量产优化。这套模具采用1出8型腔布局,产品为透明巧克力包装盒,对表面光洁度、尺寸一致性以及成型效率都有较高要求。
通过这次项目,我们不仅解决了透明件常见的流痕、气泡问题,还在量产稳定性上取得了不错的结果。下面我将从产品特点、模流分析、模具设计、注塑工艺调试、量产数据五个维度展开。
客户需要生产一款方形巧克力包装盒,材料为PS(聚苯乙烯),要求高透明度、无可见流痕、无气泡、无银纹,且壁厚均匀,开合尺寸稳定。产量预期为每月50万件以上,因此我们建议采用1出8的热流道模具方案,以提高效率并降低单件成本。
PS材料本身流动性较好,但透明度对工艺极其敏感:温度偏高易降解发黄,偏低则产生内应力或流痕;注射速度过快会产生喷射纹,过慢则熔接痕明显。这对模具设计和注塑工艺都提出了较高要求。
在正式开模前,我们利用Moldflow进行了完整的模流分析。附件中的几张图就是当时的分析结果,我挑几个关键点说一下:
1. 充填时间分析(Fill time = 0.4729s)
充填时间控制在0.47秒左右,各型腔充填基本平衡,最大与最小充填时间差异控制在10%以内,这对1出8多腔模来说是比较理想的。
2. 模具温度分布
从“Circuit metal temperature”(31.7~31.9°C)和“Circuit coolant temperature”(25.65~26.30°C)来看,冷却水路设计合理,模面温差控制在1°C以内,这对透明PS件防止翘曲和不均匀收缩非常关键。
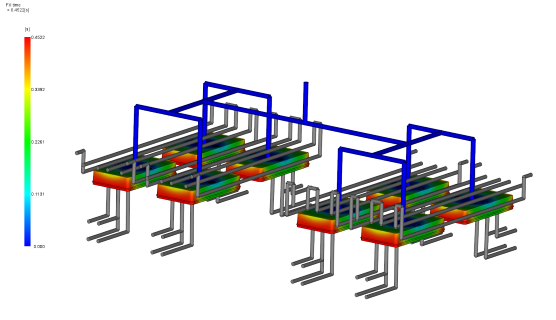
3. 热流道表面温度(41.88°C)
热流道尖端温度控制得当,避免了冷料进入型腔,减少了流痕产生。
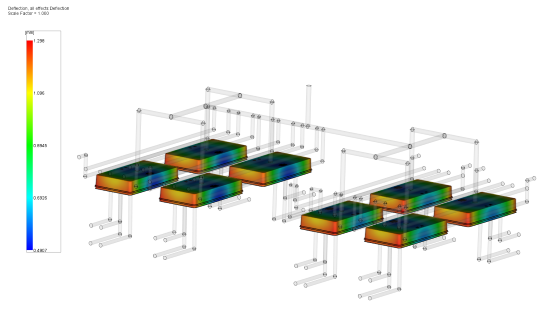
4. 翘曲变形分析(Deflection 0.8945mm → 0.4907mm)
初始方案翘曲偏大,我们通过调整冷却水路位置、优化保压曲线,将最终翘曲控制在0.5mm以内,满足包装盒的配合要求。
模流分析让我们提前规避了至少三个风险:充填不平衡、局部过热、翘曲超标。这也是我们恒通坚持“先分析、后开模”的原因。
基于分析结果,我们确定了以下模具方案:

量产设备为澳太注塑机,我们从附件的实际生产参数中整理出以下关键设定:
从附件记录的10个连续生产周期看:
| 周期 | 充填时间(s) | 合模时间(s) | 开模时间(s) | 总周期(s) | 平均注射速度 | 最大注射压力(bar) |
|---|---|---|---|---|---|---|
| 0-9 | 3.91~4.06 | 1.71 | 1.89~1.90 | 9.34~9.46 | 212~222 | 141~148 |
附件显示采用了多级注射(P1/P2/P3):
- P1:65 bar,65%
- P2:100 bar,70%
- P3:0 bar,0%
保压采用“Hold Mode”,有效减少了缩水。


在试模阶段,我们遇到了几个典型问题:
问题1:个别型腔出现轻微流痕
→ 调整热流道温度平衡,检查后发现#2喷嘴加热比例偏低(9.1%),修正后各腔温度一致,流痕消失。
问题2:脱模时产品表面有拉伤
→ 增加顶出次数并优化顶针布局,同时降低了保压压力末段值,减少抱紧力。
问题3:周期偏长(12秒以上)
→ 优化冷却水路流量,将冷却时间从4.5秒降至3秒,同时调整开模速度曲线(见附件中的“Start Speed Ramp / End Speed Ramp”),周期稳定在9.4秒。
目前这套模具已稳定运行超过12000模次,每模8腔,良品率从试模初期的98.5%提升至99.8%。主要成果如下:
| 产能指标 | 数值 |
|---|---|
| 成型周期 | 9.4秒/模 |
| 每模件数 | 8件 |
| 理论最大日产能(24h) | 约73,500件 |
| 实际日产能(85%效率) | 约62,000件 |
| 良品率 | 99.8% |
透明件外观通过客户全检,无流痕、气泡、银纹,尺寸CPK达到1.33以上,完全满足包装盒配合要求。
客户反馈,这套模具的稳定性和透明度表现超出预期,单模次产出8件、9.4秒快速周期的组合,为其大幅降低了单件成本,已追加第二套同类型模具订单。
通过这个项目,我们总结了几点针对PS透明多腔模具的心得:
1. 模流分析不是走过场,它直接决定了浇口位置、冷却平衡和翘曲控制。这套模的分析数据与量产参数高度吻合。
2. 热流道温控精度是透明件的生命线,每区独立PID控制、保温功能、同步预热缺一不可。
3. 注射速度要“快而不乱”,PS透明件适合中高速充填,但要避免喷射,因此我们采用了多级注射曲线。
4. 冷却平衡比单纯降低模温更重要,模面温差控制在1°C以内,才能保证多腔一致性。
5. 顶出与排气细节决定长期稳定性,不要为了省成本简化顶出系统。
最后补充一点:很多同行在计算多腔模产能时,容易混淆“模次”和“件数”。以本案例为例:
- 周期9.4秒 → 每小时383模 → 每模8件 → 每小时3,064件
- 一天24小时理论值约7.35万件,实际生产考虑换模、清机、品质抽检等因素,按85%开机率计算,日产能约6.2万件,这才是真实可靠的产能数据。
恒通模具一直致力于为客户提供“分析-设计-试模-量产”全流程服务。这套PS透明巧克力包装盒模具,虽然技术上不算最复杂,但却是透明多腔精密模具的一个典型代表。希望今天的分享对大家有所启发。
如果您也有类似透明件、多腔模或高外观要求的产品,欢迎随时联系我们恒通的技术团队。我们不仅能做模具,更懂注塑工艺。
谢谢大家!
——恒通模具 张工