——恒通模具1出8型腔高寿命模具设计与生产实践
大家好,我是恒通模具的技术工程师。今天想和大家分享一个我们近期完成的典型案例——一套用于生产透明PS巧克力包装盒盖的注塑模具。这套模具采用1出8型腔布局,产品材质为透明聚苯乙烯(PS),对表面质量、尺寸精度和生产效率都有较高要求。经过近一年的量产验证,模具运行稳定,良品率稳定在98.5%以上,寿命预期可达500万至600万模次。以下是我们在设计、制造、调试及维护过程中的一些实践与思考。

客户产品为巧克力包装盒的透明盖子,外观要求高,不允许有明显流痕、气泡、银纹或缩水等缺陷,同时需要保证良好的脱模效果和尺寸一致性。透明PS材料流动性好,但对温度敏感,易产生内应力,因此在模具设计时,浇注系统、冷却系统及排气结构都需要特别关注。
我们最终确定的方案是1出8的热流道模具,热嘴布局对称,保证各型腔充填平衡。
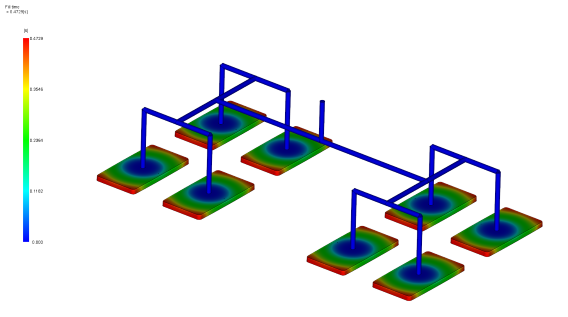


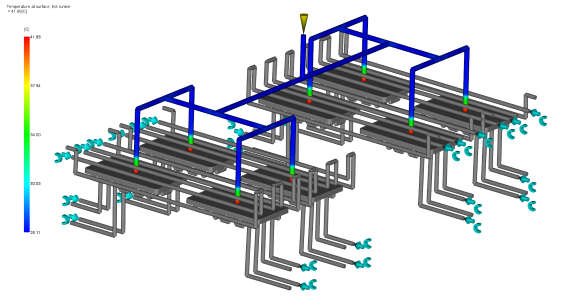
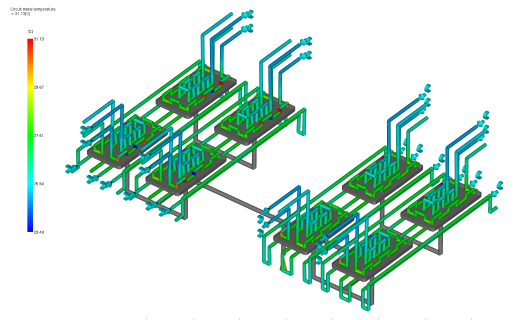
在模具设计阶段,我们使用模流分析软件对充填和冷却过程进行仿真,关键数据如下:
| 分析项目 | 数值 | 说明 |
|---|---|---|
| 填充时间 | 0.4729秒 | 充填平衡,无明显流痕 |
| 冷却液温度 | 26.30℃ | 温升≤1.3℃,冷却均匀 |
| 热流道表面温度 | 41.88℃ | 温度稳定 |
| 型腔金属温度 | 31.73℃ | 内应力小,不变形 |
基于模流分析结果,我们在模具中设计了充分的冷却水路,并采用随形冷却结构,确保各型腔冷却一致性。
客户要求模具寿命保证300万模次,正常使用可达500-600万模次。这对模具材料、热处理及结构设计提出了较高要求。
模架与型腔材料:模架选用进口S50C,型腔及型芯采用优质模具钢,经真空热处理后硬度达到HRC48-52,具有良好的耐磨性和抗疲劳性能。热嘴、滑块等关键部件选用高性能热作工具钢。
排气系统:每10万模次需要检查并清理排气槽,因此我们在设计时预留了便于拆卸维护的排气镶件,排气槽深度控制在0.02-0.03mm,既能有效排出型腔内的气体,又不会产生飞边。
易损件管理:每100万模次检查热嘴、弹簧、气顶针、耐磨块等部件。弹簧选用进口品牌,压缩比控制在30%以内,保证长期使用不失效。顶针采用带气顶结构,避免透明制品顶白或顶伤。
日常保养:模具每日需要加润滑油,我们在模具上设置了集中的润滑油加注点和自动润滑系统,降低人工操作难度。
| 参数名称 | 实际数值 |
|---|---|
| 注射时间 | 0.55秒 |
| 注射终点位置 | 107.7-107.8mm |
| 保压切换位置 | 37.8-38.2mm |
| 残料量 | 37.4-37.6mm |
| 熔胶位置 | 101.2-101.3mm |
| 熔胶时间 | 3.63-3.77秒 |
| 开模时间 | 约3.18秒 |
| 关模时间 | 1.77秒 |
| 循环周期 | 14.01-14.14秒 |
| 温度控制 | 数值 |
|---|---|
| 料筒温度 | 255-260℃ |
| 热流道温度 | 240-260℃ |
| 模具冷却水温 | 26.3℃ |
从数据可以看出,设备运行稳定,各参数波动范围很小,这得益于模具的良好设计和设备的状态。
| 问题类型 | 原因分析 | 解决方案 |
|---|---|---|
| 透明制品流痕 | 浇口偏小、充填过快 | 加大浇口,分段控制注射速度 |
| 个别型腔充填不满 | 热流道温度不平衡 | 调整温度与浇口,重量差≤0.5% |
| 长期生产排气不良 | 排气槽积碳 | 每10万模次清理排气槽 |
| 保养周期 | 保养内容 |
|---|---|
| 每日保养 | 滑动部位加油、检查冷却水、检查产品外观 |
| 每10万模次 | 清理排气槽、检查顶针/滑块/滑道磨损 |
| 每100万模次 | 检查热嘴/弹簧/气顶/耐磨块,全面清洁水路 |
按照此维护计划,模具在达到300万模次时仍保持良好状态,预计可继续使用至500-600万模次。
| 对比项目 | 普通模具 | 恒通模具方案 |
|---|---|---|
| 模具寿命 | 100-200万模次 | 500-600万模次 |
| 产品良品率 | 95% | 98.5%以上 |
| 维护成本 | 高 | 低(模块化易更换) |
| 冷却时间 | 基准 | 缩短约15% |
目前该模具已稳定生产超过200万模次,良品率维持在98.5%以上,单件成型周期约14秒,8穴每模次产出8个产品,日产能可观。
这套透明PS巧克力包装盒盖模具的成功,关键在于前期充分的模流分析、合理的模具结构设计、严格的材料选择以及科学的维护计划。模具设计不是一蹴而就的,需要在理论分析的基础上,结合现场生产经验不断优化。
对于透明类制品模具,以下几点值得特别关注:
- 浇注系统设计要充分考虑流动平衡和剪切热
- 冷却系统要保证各区域冷却均匀
- 排气系统必须可靠且易于清理
- 顶出系统避免产生顶白和应力痕
同时,模具寿命的达成不仅依赖设计制造,更依赖使用过程中的规范操作和定期保养。我们提供的维护计划表在实际应用中效果显著,值得在其他类似项目中推广。
以上就是本次的案例分享,希望能对从事模具设计和注塑生产的同行们有所帮助。欢迎交流探讨!
恒通模具 技术工程师张工