在高端奶茶杯、酸奶杯及冰淇淋杯市场,模内贴标(IML) 已成为提升产品外观质感、品牌识别度及回收便利性的主流工艺。然而,IML模具对热流道控制、标纸定位、排气系统及周期稳定性提出了远高于普通模具的要求。
2024年4月,恒通模具在上海橡塑展(CHINAPLAS)上,现场展出了一套一出八腔700ml模内贴标奶茶杯模具,配套400T注塑机运行,成型周期稳定在 7.6秒,日均产能约 90,000只,吸引了大量国内外包装企业关注。本文将从技术难点突破与投资回报两个角度,对该模具进行完整复盘。
该模具专为700ml大容量模内贴标奶茶杯设计,终端客户为东南亚及中东地区连锁茶饮品牌。核心要求:
恒通最终交付的 90700U 8CAV IML模具 核心参数如下:
| 项目 | 参数 |
|---|---|
| 型腔数 | 8 腔 |
| 成型周期 | 7.6 秒 |
| 模具尺寸 | 650×980×560 mm |
| 适配机台 | 400T~420T |
| PP 熔体温度 | 310℃ |
| 冷却水温度 | 16~20℃ |
| 冷却水压力 | 0.5~0.6 MPa |
| 保证寿命 | 300 万模次 |
| 实际寿命(正常保养) | 500~600 万模次 |
相比普通奶茶杯模具,IML模具在以下四个维度面临更高要求:
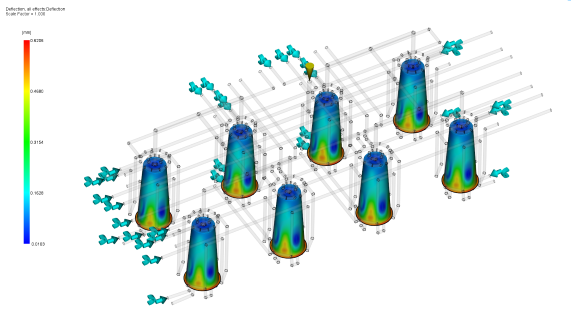
难点:700ml杯身较高,标签需完全贴合型腔内侧曲面,稍有偏移即产生废品。
解决方案:
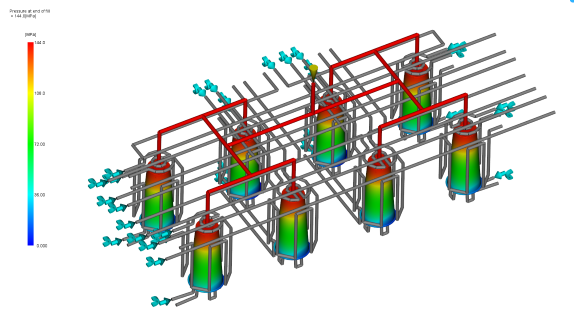
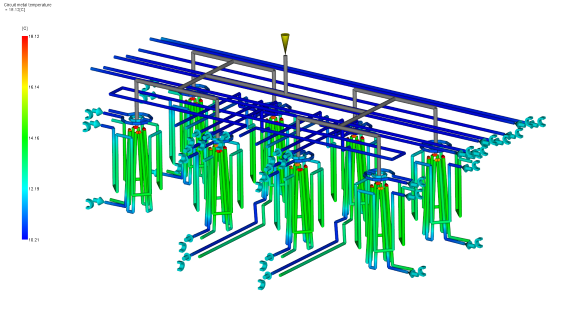
难点:标签区域导热系数与钢材不同,熔体前沿易先接触标签导致冷料或流痕。
解决方案:
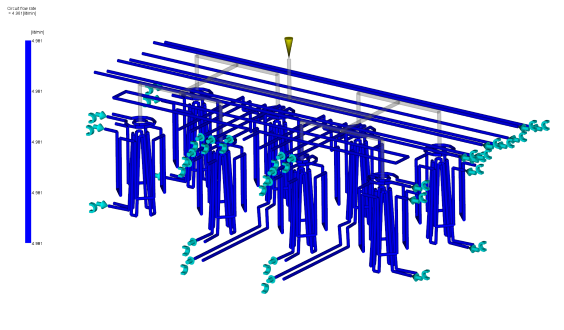
难点:标签覆盖区域无法通过传统分型面排气,易困气导致标签局部发白或气泡。
解决方案:

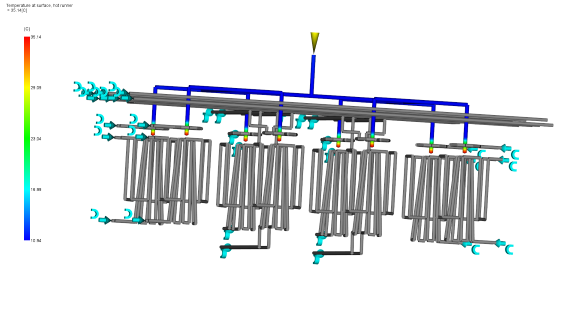
难点:标签区域(通常为杯身中段)热量无法通过标签快速传导,局部过热导致周期延长。
解决方案:
IML模具的初始投资较普通模具高出约 30~40%,但综合单件成本反而更低。以下以日产能90,000只、年生产300天为基准进行对比:
| 对比项 | 普通模具 + 后道贴标 | 恒通IML模具 |
|---|---|---|
| 成型周期 | 6 秒(无贴标) | 7.6 秒(含贴标) |
| 后道贴标工序 | 需要(人工或自动贴标机) | 无需 |
| 贴标设备投资 | 约15~25万元 | 0 |
| 贴标人工(每班) | 2 人 | 0 |
| 标签损耗率 | 3~5%(后道贴标) | ≤0.8%(模内定位) |
| 单件综合成本(含模具摊提) | 基准 | 降低 18~22% |
| 产品档次感 | 普通 | 标签与杯身一体,无气泡、无边缘翘起 |
结论:
尽管IML模具单周期多出1.6秒,但省去了独立贴标工序的设备、人工及标签损耗成本,单件综合成本反而更低。同时,模内贴标产品外观一致性远高于后道贴标,有助于品牌溢价。
2024年4月,该模具在CHINAPLAS 2024现场以全自动IML生产线形式展出,配套一台420T注塑机及一台IML机械手(自动取标、放标、取件)。连续运行3天,每天8小时,共计生产约 28,000只 700ml模内贴标奶茶杯,零堵标、零标签偏移、零气泡废品。

现场吸引了来自泰国、越南、印度、土耳其及巴西的包装企业代表。客户最关注的几个技术点:
展会期间,共有 7家客户 签署了技术保密协议并索取3D图纸进行工厂适配评估。

IML模具对保养要求略高于普通模具。为达到500~600万模次实际寿命,建议:
每日:
每周:
每50万模次:
每200万模次:
⚠️ 特别提示:IML模具严禁使用含玻纤或高填充量的改性PP,否则会加速标签区域型腔磨损。
恒通模具的这套 8腔700ml模内贴标奶茶杯模具,以 7.6秒周期 实现了与普通模具接近的生产效率,同时通过顺序阀热流道、静电吸附定位及随形冷却三大核心技术,解决了IML工艺在深腔产品上的常见难题。
对于日均需求8~12万只、希望提升产品档次的奶茶杯生产商,这是一条综合成本更低、产品竞争力更强的技术路线。该模具方案现已标准化,可快速适配500ml、700ml、900ml及1000ml杯型,并支持标签高度定制化。
(恒通模具 —— 专注高腔、长寿命、IML及快速交付的包装模具解决方案。如需IML技术咨询或产能测算,欢迎联系。)