一台机器日产2.3万件,单件成本再降40%
我们之前分享过一套一出四的冷藏密封盒模具(日产约9874件)。那次合作很成功,客户很快又找到我,说:“盒子产量上来了,但盖子跟不上。”
客户要求很明确:盖子产量必须超过盒子,而且要更低的单件成本,因为盖子的终端售价通常比盒子低20–30%,利润更薄。
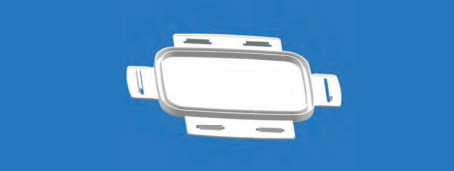
于是我向他们推荐了恒通专为薄壁PP盒盖设计的高腔数方案——一出八、30秒周期、同样适配400T注塑机。


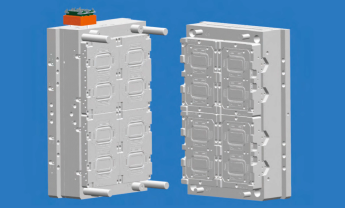
盒盖和盒子不同:盖子的投影面积更大但壁厚更薄(通常0.4–0.55mm),对填充平衡和冷却均匀性要求更高。这套一出八模具不是简单把四腔复制成八腔,而是重新设计了浇注系统、冷却回路和顶出机构。
| 项目 | 参数 | 项目 | 参数 |
|---|---|---|---|
| 成型腔数 | 8 CAV | 成型周期 | 30 秒 |
| 模具尺寸 | 450×720×498 mm | 适配机型 | 400 T |
| PP料温 | 310 ℃ | 冷却水温 | 18–22 ℃ |
| 冷却水压 | 0.5–0.6 MPa | 量产良率 | 99.3% |
| 难点 | 问题表现 | 恒通对策 |
|---|---|---|
| 填充不平衡 | 远端腔缺料或打不饱 | 对称H型流道+针阀热嘴,独立控时 |
| 翘曲变形 | 盖子不平整,密封性差 | 随形冷却+模温分区,变形量<0.12mm |
| 脱模困难 | 薄壁件易粘模或顶白 | 气顶针+精密顶杆,均匀顶出 |


日产量:约23,040件/24h(3600÷30×8×24),实际稳定22500-22800件
良品率:99.3%,稳定生产不良率<0.7%
| 对比项 | 旧方案(一出四) | 恒通方案(一出八) |
|---|---|---|
| 日产量 | 约9100件 | 约23,000件 |
| 产能倍数 | 1倍 | 2.5倍 |
| 良品率 | 97.5% | 99.3% |


| 项目 | 旧方案 | 恒通方案 |
|---|---|---|
| 日产量(件) | 约9100 | 约23,000 |
| 单件总成本(元) | 0.73 | 0.528 |
| 单件利润(元) | 0.22 | 0.422 |
| 每日总利润 | 2002 元 | 9706 元 |


我们承诺300万模次质保,客户已运行380万模次依旧稳定。按500万模次计算,单件模具成本仅 0.008元。
| 产品 | 模具方案 | 日产量 | 适配机型 |
|---|---|---|---|
| 冷藏密封盒 | 一出四,35秒 | 约9874件 | 400T |
| 冷藏密封盒盖 | 一出八,30秒 | 约23,040件 | 400T |



盒子和盖子,看起来是两套模具,其实是一道数学题。
盒子:一出四35秒;盖子:一出八30秒。同样设备,产出翻倍,成本腰斩。
恒通模具——不只是做模具,是做“每平方车间产出最高”的量产方案。