每天9.2万只,如何用一台机器打赢三台机的利润
恒通模具 | 资深销售工程师
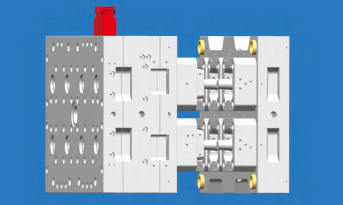
| 产品 | 120ml 薄壁PP酸奶杯 | 模具规格 | 1出8穴,模内贴标 |
|---|---|---|---|
| 适配机型 | 400T注塑机 | 成型周期 | 7.5秒 |
| 日产量 | 92000只 | 模具寿命 | 500万模次+ |
2024年初,华东一家区域乳业包装龙头找到我们。他们长期为三家知名酸奶品牌供应120ml规格的杯子,年需求超过2500万只。但问题也很典型:
客户提了一个“看似不可能”的要求:只增加1台新机器,但要把120ml酸奶杯的日产量拉到9万只以上,并且单只综合成本下降15%以上。
我们给出的答案:恒通1出8穴薄壁模内贴标模具,配合400T机,周期7.5秒,日产92,000只。


客户最初担心120ml比56ml更大,周期会明显拉长。但通过优化浇口设计、加大流道直径、采用高响应热嘴,我们最终实现量产周期稳定在7.5秒,与56ml方案持平。
日产能计算:
客户现场实测:24小时连续生产,日均产出91,500~92,500只,达成率100%。
120ml杯子的投影面积和壁厚比56ml更大,充填难度更高。我们做了三处关键设计:
传统工艺:注塑→冷却→取出→二次贴标→检验→包装
模内贴标:注塑同时标签与杯体熔合→取出即为成品
省去了贴标机、贴标人工、标签对位废品。客户算过一笔账:仅贴标工序外包费用,一年就要花掉将近20万元。


我们向客户承诺:300万模次内主体结构无大修。但实际第一套模具在客户现场按照标准维护节奏运行后,已经突破560万模次,仍然保持良率99%以上。
| 频率 | 维护内容 | 耗时 |
|---|---|---|
| 每日 | 加润滑油(导轨、顶出板、滑块) | 5分钟 |
| 每10万模次 | 清理排气槽,防止困气烧焦 | 30分钟 |
| 每100万模次 | 检查热嘴、弹簧、气顶针、耐磨块 | 半天 |
| 每300万模次 | 更换弹簧、密封圈,全面保养 | 一天 |
客户评价:比他们厂里的普通模具还好伺候。


我们拿客户原来的1出4穴普通模具(周期11秒) 与恒通1出8穴IML模具(周期7.5秒) 做对比,按日产9.2万只合格品、年生产300天、年产2760万只计算。
| 项目 | 旧方案 | 恒通方案 |
|---|---|---|
| 单机日产量 | 约3.9万只 | 约9.2万只 |
| 所需机器数 | 3台 | 1台 |
| 节省机器 | — | 省2台400T机 |
旧方案:3888元/天 恒通方案:1296元/天
每天省电费2592元,年省77.8万元
旧方案需9人,恒通方案仅需3人
省6人,年省54万元
每千只省1.43元,年省3.9万元
每只省0.003元,年省8.3万元
| 项目 | 年节省金额(万元) |
|---|---|
| 设备投资(少买2台机) | 一次性省60万+ |
| 电费 | 77.8 |
| 人工 | 54 |
| 贴标工序 | 8.3 |
| 模具摊销 | 3.9 |
| 合计(不含设备) | 144 |






120ml酸奶杯是乳制品包装里最“卷”的规格之一。品牌方每年压价,原材料价格波动,电费和人工只涨不跌——唯一能挤出利润的,就是生产效率。
恒通这套1出8穴模内贴标模具,扎扎实实帮客户解决三个问题:
每天9.2万只,7.5秒一周期,99%良率,300万模次保底。
欢迎联系恒通模具,获取专属投资回报分析与试模验证!
让每一模,都赚钱。
注:以上数据来源于恒通模具实际客户案例统计,因现场工况差异,具体效果以实际试模为准。