在一次性奶茶杯、果茶杯的配件中,拱形盖(拱盖)因其堆叠稳定、密封性好、易于插吸管等优势,成为现制茶饮门店用量最大的耗材之一。然而,拱盖属于低附加值、高批量产品,利润空间极其有限。如何在保证品质的前提下,将单件成本压缩至几分钱,是模具设计与注塑生产的核心命题。
本文以90口拱盖模具为案例,系统分析16腔热流道针阀方案如何实现7秒周期、日产19.7万只,并从模具投资、能耗、人工、原料及维护五个维度拆解成本控制逻辑。
拱盖通常搭配90口径(直径90mm)奶茶杯或果茶杯,要求:
拱形顶部有一定弧度,便于叠放且不粘连;
边缘卡扣与杯口紧密配合,但开启力≤15N;
无贴标,通常为白色、黑色或透明PP;
价格极敏感,单件出厂价普遍在0.10-0.15元之间,利润以厘计。
客户目标:24小时连续生产,日产量约197,000只。按16腔模具计算,所需周期为7.2秒以内。最终实际稳定周期达到7.0秒,日产量197,000只,接近理论峰值。
| 项目 | 参数 |
|---|---|
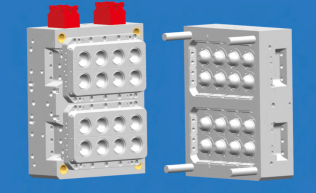
| 模具名称 | 90口拱盖模具 |
| 成型腔数 | 16腔(4×4排列) |
| 模具尺寸 | 650×850×530 mm |
| 适配注塑机 | 420吨锁模力 |
| 产品材质 | PP(熔融温度310℃) |
| 成型周期 | 7.0秒 |
| 日产量 | 约197,000只 |
16腔布局充分利用了420T机台的模板尺寸,单腔投影面积约28cm²,总投影面积约450cm²,锁模力安全系数1.5倍,既保证不涨模,又避免大马拉小车的能耗浪费。
本模具采用全热流道针阀式喷嘴,共16个独立针阀,每个喷嘴对应一个型腔。相比冷流道或开放式热流道,针阀方案带来的成本优势体现在:
| 项目 | 冷流道 | 开放式热流道 | 针阀式热流道(本案例) |
|---|---|---|---|
| 料头重量/腔 | 2.5g | 0.5g | 0g |
| 回料损失 | 约15% | 约3% | 0% |
| 浇口痕迹 | 需剪除 | 有拉丝 | 平整,无需后处理 |
| 人工成本 | 高(剪浇口) | 中(清理拉丝) | 极低 |
成本核算:每只拱盖净重约9.5g,冷流道方案每腔料头约2.5g,原料利用率仅79%。按PP原料8000元/吨计算,每万只产品原料浪费成本:
冷流道:浪费原料25kg → 200元/万只
针阀热流道:浪费0 → 0元/万只
日产19.7万只,每天节省原料成本约394元,年节省约11.8万元(按300天计),而16腔针阀系统一次性投资增加约6-8万元,半年即可收回。
由于拱盖不涉及模内贴标,无需真空吸附、标签定位等机构,模具结构大幅简化:
省去定模侧标签吸附孔及气路;
省去机械手贴标等待时间(2-3秒);
顶出系统仅需常规推板或顶针。
这直接使周期缩短至7秒(贴标盖通常在10-12秒),并降低了模具加工成本约15%。
| 动作 | 时间(秒) | 说明 |
|---|---|---|
| 合模 | 0.6 | 高速低压合模 |
| 注射+保压 | 1.2 | 针阀顺序开启,减少应力 |
| 冷却 | 3.5 | 核心时间,决定周期 |
| 开模 | 0.5 | 快速开模 |
| 顶出+机械手取件 | 1.2 | 16个产品同时顶出 |
| 总计 | 7.0 | - |
冷却时间占总周期的50%。为了压缩冷却,模具采用了高压水冷(0.55Mpa,18-22℃) 配合环形随形水路,使拱盖最厚处(约1.5mm的卡扣位置)在3.5秒内降至脱模温度(约60℃)。
注塑机为420T伺服电机驱动,实测每模次耗电约0.22 kWh(含干燥、模温机、机械手)。按7秒周期计算:
每小时约514模次(3600÷7)
每小时耗电:514 × 0.22 ≈ 113 kWh
每度电按0.8元计算:90.4元/小时
单只产品电费:90.4 ÷ (514×16) ≈ 0.011元/只
若采用传统异步电机注塑机,单只电费约0.018元,伺服机型每年节省电费约4.1万元。
采用均聚PP(如HP500N或类似牌号),熔指约12-15g/10min,兼顾流动性与韧性。每只拱盖净重9.5g(含卡扣及拱顶)。原料价格按8000元/吨计算:
单只原料成本:0.0095kg × 8元/kg = 0.076元
日原料成本:197,000 × 0.076 ≈ 14,972元
年原料成本:约449万元(300天)
针阀系统无回料浪费,是控制原料成本的第一道防线。同时,通过闭环控制保持每腔注塑量一致(重量偏差±0.1g),避免多注料浪费。
实际运行良品率为98.5%,主要不良为:
| 不良类型 | 占比 |
|---|---|
| 卡扣缺料 | 0.7% |
| 飞边 | 0.5% |
| 收缩痕 | 0.3% |
良品率每提升1%,每日减少废品1970只,节约原料约18.7kg(价值150元),年节约4.5万元。为此,工艺上严格执行每2小时称重一次,确保每腔重量稳定。
16腔模具配合高速机械手(取件时间≤1.2秒),产品顶出后直接落入输送带,输送至自动堆叠打包机。整个注塑车间每名操作工可看管6台同类型注塑机(含拱盖、杯身等)。
人工成本:按8000元/月/人,每人看6台 → 每台人工成本约1333元/月
日产19.7万只 → 单只人工成本:1333 ÷ (19.7万×30) ≈ 0.00023元/只
几乎可以忽略不计。若采用半自动或人工取件,单只人工成本将飙升至0.01-0.02元,完全无法在低价市场生存。
16腔针阀热流道对维护要求较高,但通过以下措施控制了费用:
每10万模次(约5天)清洗一次针阀阀针,防止卡死;
每50万模次更换阀针密封圈;
每200万模次研磨浇口衬套。
折算后:模具维护成本约0.0008元/只,年维护费用约4.7万元(按5900万只年产量)。
以单只90口拱盖为例(PP材质,9.5g,无贴标,16腔热流道):
| 成本项 | 金额(元/只) | 占比 |
|---|---|---|
| 原料(PP,8000元/吨) | 0.0760 | 85.4% |
| 电费(伺服420T) | 0.0110 | 12.4% |
| 人工(自动化) | 0.00023 | 0.3% |
| 模具维护 | 0.0008 | 0.9% |
| 厂房折旧及其它 | 0.0010 | 1.0% |
| 合计 | 0.0890 | 100% |
单只总成本约0.089元,而市场售价约0.10-0.12元,毛利率约10-25%。对于大批量产品而言,这是较为健康的利润空间。若采用冷流道(原料成本上升至0.094元)或非伺服电机(电费升至0.018元),成本将接近0.108元,利润基本被吞噬。
| 问题现象 | 原因 | 解决方案 |
|---|---|---|
| 卡扣位置出现缩痕 | 保压不足,冷却不均 | 增加局部冷却,延长保压时间至1.2秒 |
| 针阀关闭不严,出现拉丝 | 气压不足,关闭延迟 | 检查气压≥0.6Mpa,调整关闭延迟0.05秒 |
| 16腔重量不一致 | 热流道温度不均,喷嘴堵塞 | 独立调节喷嘴温度,定期清理过滤网 |
90口拱盖模具的16腔热流道针阀方案,在7秒周期下实现日产19.7万只,单件综合成本降至0.089元,成功在微利市场中保持竞争力。核心经验可归纳为:
针阀热流道是降本的第一杠杆——消灭料头,原料利用率100%,半年收回投资;
高腔数(16腔)配合大吨位(420T) 实现单位产能最大化,降低分摊成本;
伺服注塑机+自动化取件 将电费与人工成本压至极低水平;
7秒周期依赖于高效冷却(18-22℃高压水+随形水路),冷却时间每减少0.5秒,日增产约2.8万只;
良品率每提升1%,年节省4-5万元,细节管理即利润。
未来,随着48腔甚至64腔拱盖模具的成熟,周期有望进入5秒以内,单件成本将进一步下探至0.07元以下。但本案例的16腔方案在投资回报平衡点上仍然是最优解——投资适中、维护简单、稳定性高,适合绝大多数注塑企业。
| 项目 | 参数 |
|---|---|
| 腔数 | 16 |
| 周期 | 7.0秒 |
| 日产量 | 197,000只 |
| 单件净重 | 9.5g |
| 原料成本 | 0.076元/只 |
| 总成本 | 0.089元/只 |
| 良品率 | 98.5% |
| 模具尺寸 | 650×850×530mm |
| 适配机台 | 420T |
注:以上成本基于PP原料8000元/吨、工业电0.8元/度、2024年华东地区人工水平测算,实际请结合当地价格调整。