在快速消费品包装领域,生产效率、模具寿命与单件成本是决定项目成败的核心要素。2024年10月,恒通模具在印度尼西亚雅加达国际塑料展览会上,现场展示了一套专为650ml奶茶杯设计的一出八腔热流道模具。该模具以6秒成型周期(不含贴标)、400T级注塑机匹配方案,以及超过500万模次的实际使用寿命,吸引了大量东南亚客户关注。本文将从技术与经济性两个维度,对该案例进行深度复盘。

该模具面向东南亚快速增长的奶茶外卖市场。客户要求:
恒通最终交付的 8CAV 高腔奶茶杯模具,核心参数如下:
| 项目 | 参数 |
|---|---|
| 型腔数 | 8 腔 |
| 成型周期 | 6 秒 |
| 模具尺寸 | 650×980×560 mm | 适配机台 | 400T~420T |
| PP 熔体温度 | 310℃ |
| 冷却水温度 | 16~20℃ |
| 冷却水压力 | 0.5~0.6 MPa |
| 保证寿命 | 300 万模次 |
| 实际寿命(正常保养) | 500~600 万模次 |
在不贴标的前提下,650ml 奶茶杯属于中深腔薄壁产品。关键限制因素是冷却时间和开合模动作。
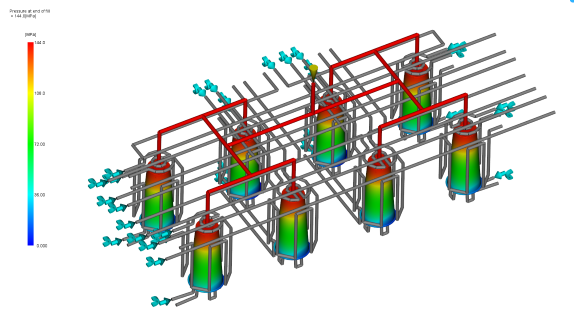
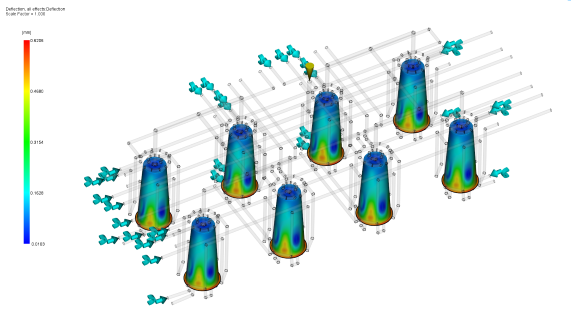
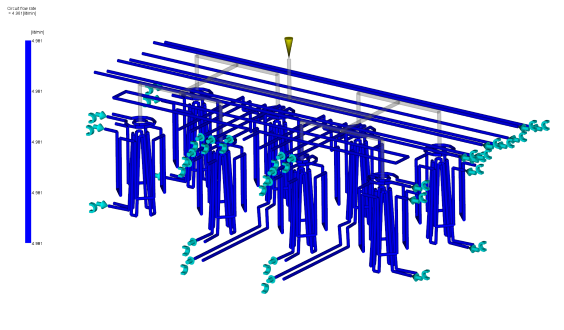
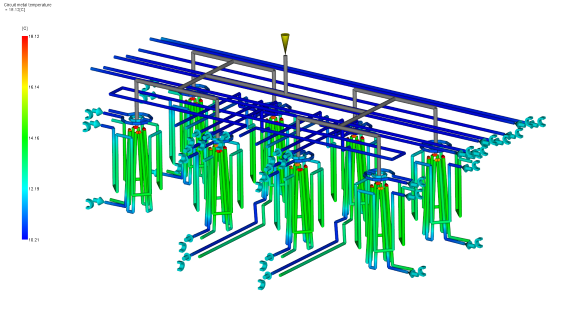
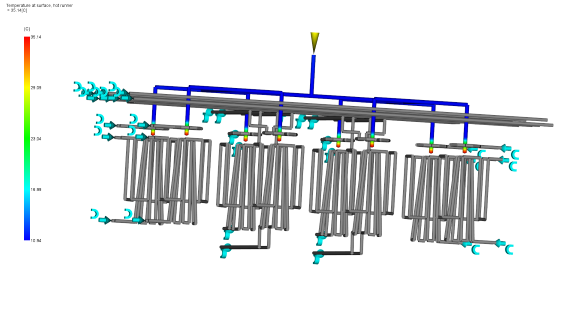
随形冷却水道:模具内部采用 3D 随形水路,贴近杯身弧度,使热量均匀导出。实测杯身脱模温度 ≤45℃,无需后段冷却架。
高压水冷系统:匹配客户现场 0.5~0.6MPa、16~20℃ 的冷却水,水流量提升 30%,带走热量效率提高。
高速顶出+气辅辅助脱模:避免因真空吸附导致的延迟脱模,使顶出时间控制在 0.6 秒内。
材料:型腔、型芯采用进口 S136 热处理至 HRC 52~54,并做深冷处理,消除残余奥氏体。
滑动部件:顶针、滑块、导柱全部采用高耐磨合金钢+ DLC 涂层,摩擦系数降低 60%。
热流道系统:自主专利的多点针阀热嘴,温度波动控制在 ±1℃,避免冷料痕及局部过载。

当地冷却水温度长期偏高(16~20℃ 已算“冷却水”,实际部分工厂会达到 28℃)。我们通过加大模具内部水道直径、增加并联回路数量,使同样水温下模具表面温度仍能稳定在 32~36℃,保证结晶时间不延长。
以日产量 90,000 只(24 小时连续生产)为目标:
| 对比项 | 4 腔模具 | 8 腔模具 |
|---|---|---|
| 单周期时间 | 5.5 秒 | 6 秒 |
| 理论日产量 | ~62,000 只 | ~115,000 只 |
| 实际日产量(利用率85%) | ~53,000 只 | ~98,000 只 |
| 需设备台数 | 2 台 | 1 台 |
| 设备总投资 | 2 台 400T | 1 台 400T |
| 模具投资 | 2 套 | 1 套 |
| 人工(每台1人) | 2 人/班 | 1 人/班 |
| 单件电耗 | 基准 +35% | 基准 |
| 模具摊提(按500万模次) | 每百万次 0.009 元/只 | 每百万次 0.005 元/只 |
结论:
8 腔模具尽管单周期比 4 腔多 0.5 秒,但单位设备产出提升 85%,综合单件成本降低约 28~32%。对于日需求量 8 万只以上的项目,8 腔是最优经济选择。

2024 年 10 月,该模具在雅加展馆以动态生产形式展出,连接一台 420T 注塑机(印尼当地品牌)。连续运行 4 天,每天 10 小时,共计生产约 19 万只杯子,零故障。现场取样的杯身壁厚极差 ≤0.03mm,杯口圆度 ≤0.15mm,满足印尼客户对堆叠高度和封口膜粘合性的要求。
多家印尼、菲律宾及马来西亚包装企业现场测算后,当场签署 3 套同款模具意向订单。
为保证达到 500~600 万模次实际寿命,我们建议:
⚠️ 注意:若使用回收料超过 30%,或频繁更换色母,实际寿命将降至 250~300 万模次。
恒通模具的这套 8 腔 650ml 奶茶杯模具,验证了一个关键事实:在中等腔数下,通过精准的随形冷却、热流道控制及耐磨设计,完全可以用普通注塑机和热带冷却条件实现 6 秒周期 + 500 万模次寿命。
对于日均需求 8~12 万只奶茶杯的东南亚工厂,这是一条投入最低、回收最快的路径。我们已将该模具的冷却布局、顶出系统及材料方案标准化,可快速适配 500ml、700ml 及 900ml 杯型。
(恒通模具 —— 专注高腔、长寿命、快速交付的包装模具解决方案。如需技术咨询或产能测算,欢迎联系。)