Moldes de injecao de parede fina: principais desafios tecnicos e solucoes de engenharia
A medida que a procura por pecas plasticas mais leves cresce, a moldagem de parede fina tornou-se um indicador importante da capacidade tecnica de um fabricante de moldes. Normalmente, considera-se parede fina quando a espessura e inferior a 1 mm, podendo chegar a cerca de 0,3 mm em aplicacoes de ponta. Em comparacao com a injecao convencional, este processo exige controlo muito mais rigoroso do escoamento do material, rigidez do molde, precisao de maquinagem e eficiencia de refrigeracao.
As cavidades estreitas aumentam a resistencia ao escoamento e aceleram a refrigeracao. Um projeto inadequado pode causar short shot, linhas de solda visiveis ou enchimento incompleto. Por isso, a analise de Moldflow deve estar na base do desenvolvimento.
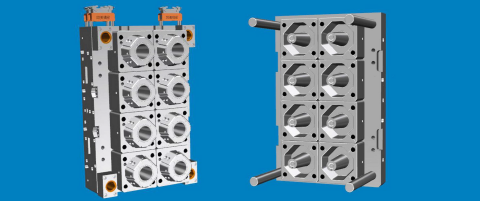
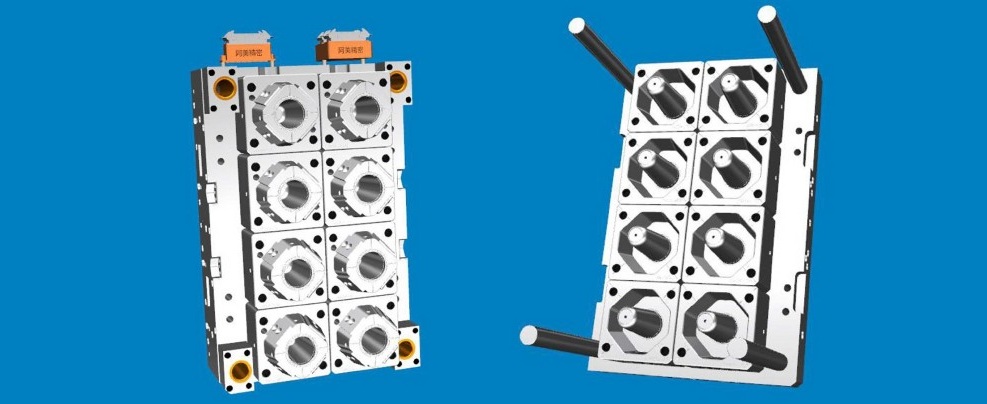
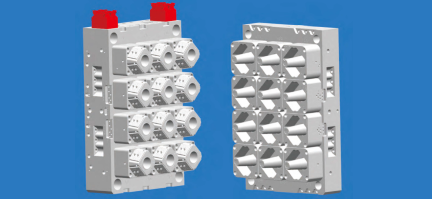
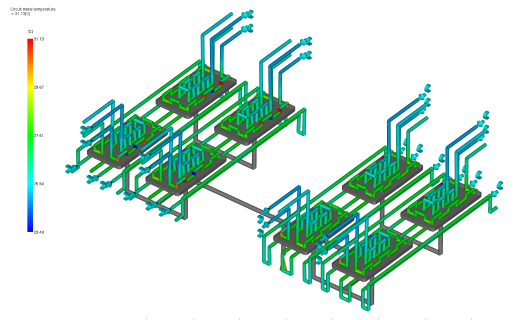
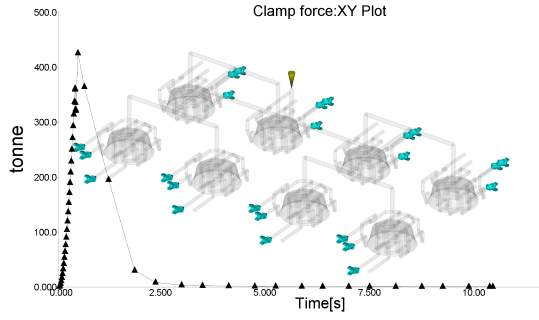
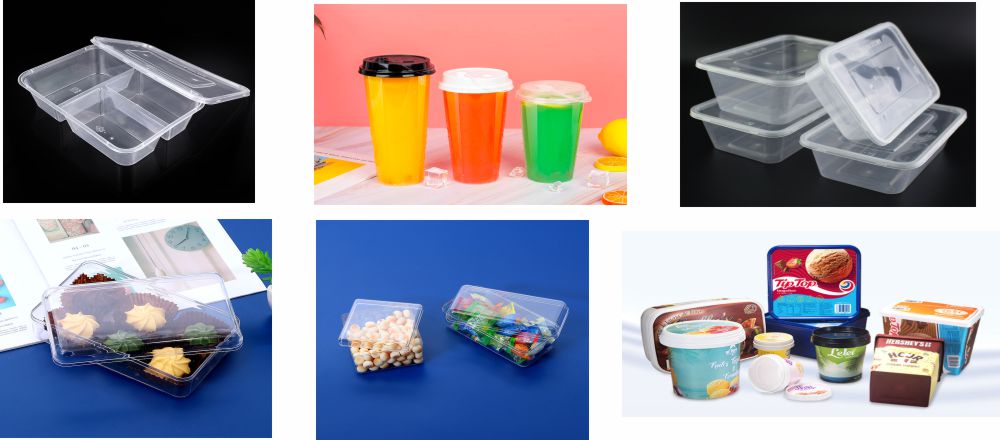
Desde a fase inicial, a H T Mould utiliza simulacao avancada para estudar temperatura da frente de fluxo, tensao de cisalhamento, campo de pressao e forca de fecho. Isso permite otimizar ponto de injecao, dimensao de canais e distribuicao das cavidades. Em copos e caixas de refeicao de 650 ml usamos com frequencia moldes de 8 ou 6 cavidades, mantendo ciclos dentro de 10 s e chegando a 6,2 s em aplicacoes IML.

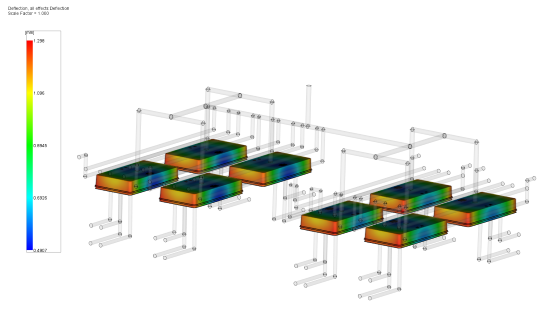
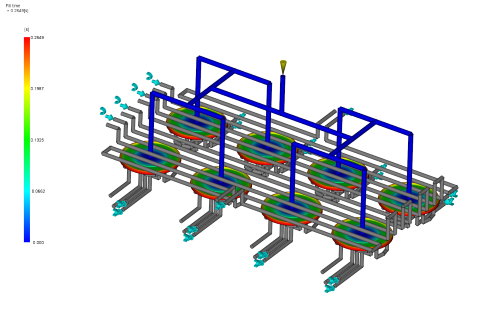
A injeccao de parede fina exige velocidades e pressoes muito elevadas, por vezes 5 a 10 vezes superiores as da injecao convencional, com pressoes acima de 200 MPa. Se o molde nao tiver rigidez suficiente, as placas deformam-se, as dimensoes da cavidade variam e surgem excentricidades ou paredes desiguais.
A H T Mould projeta bases reforcadas, pilares de apoio e espessuras de placa adequadas para manter a deformacao em nivel micrometrico. Quando necessario, ajustamos balanceamento de gates, ejetores e campo termico para estabilizar dimensoes e repetibilidade em producao.
Pecas de parede fina exigem tolerancias apertadas e qualquer pequeno erro de maquinagem tem efeito ampliado na utilizacao final. Utilizamos equipamentos de alta velocidade e alta precisao para garantir cavidades, machos e canais de refrigeracao com exatidao micrometrica.
Para pecas com tendencia a empeno, prevemos retracao e deformacao em simulacao e aplicamos pre-compensacao geometrica no molde, de modo que a peca, apos a extracao, retorne a forma nominal. Com base em dados acumulados e experiencia pratica, estabilizamos producao em espessuras ate cerca de 0,32 mm.

O tempo de ciclo e decisivo para a rentabilidade. Em moldagem de parede fina, a fase de refrigeracao pode representar mais de 80% do ciclo; se for irregular ou lenta, aumenta o ciclo e surgem tensoes internas e deformacoes.
Seguimos principios de refrigeracao conformal, aproximando os canais da geometria tridimensional da peca. Num copo IML de 650 ml com 8 cavidades, um circuito refinado e refrigeracao de alto caudal permitiram atingir 6,2 s. Em caixas de refeicao com 6 cavidades, o ciclo mantem-se tipicamente abaixo de 10 s, melhorando produtividade e margem sem comprometer a qualidade.
O projeto e a fabricacao de moldes de parede fina combinam reologia, mecanica estrutural, transferencia de calor e maquinagem de precisao. A H T Mould reuniu estas competencias num programa robusto para moldes de parede fina, desde pecas com parede de cerca de 0,32 mm ate producao em ciclos da classe de 6,2 s.
Os estudos de caso abaixo mostram aplicacoes reais e resultados obtidos em campo.