— H T Mould Projeto e produção de moldes de longa duração com 8 cavidades
Olá, sou engenheiro na H T Mould. Aqui está um projeto recente: um molde de injeção para uma tampa PS transparente em uma bandeja de chocolate. A ferramenta possui 8 cavidades em poliestireno transparente, com altas demandas em cosméticos, precisão dimensional e rendimento. Depois de quase um ano em produção, ele funciona de forma constante, com rendimento acima de 98,5% e vida útil esperada de 5 a 6 milhões de doses. Abaixo estão notas sobre projeto, construção, comissionamento e manutenção.

A tampa deve ter uma aparência premium: sem linhas de fluxo óbvias, bolhas, listras prateadas ou pia. A desmoldagem e a consistência do tamanho são importantes. O PS transparente flui bem, mas é sensível à temperatura e sujeito a estresse. As portas, o arrefecimento e a ventilação precisam de um projeto cuidadoso.
Selecionamos um layout de câmara quente de 8 cavidades com posicionamento simétrico dos bicos para equilíbrio de preenchimento.


Durante o projeto simulamos preenchimento e arrefecimento. Números-chave:
| Analysis item | Value | Note |
|---|---|---|
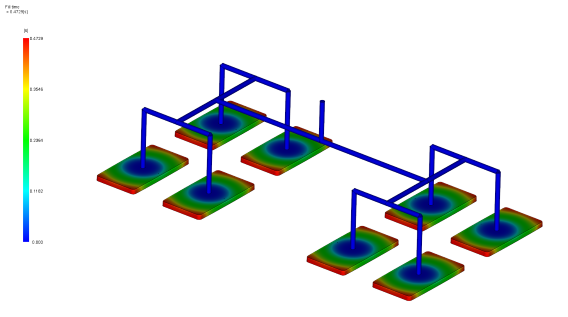
| Fill time | 0.4729 s | Enchimento equilibrado, sem marcas de fluxo intenso |
| Coolant temperature | 26.30 °C | Aumento ≤1,3 °C, arrefecimento uniforme |
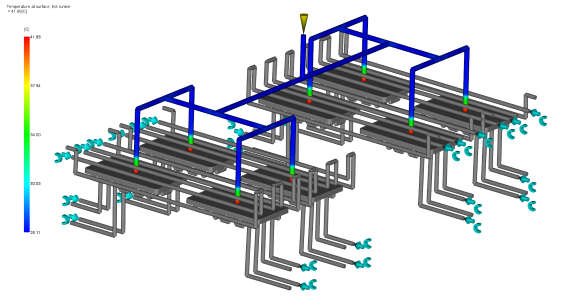
| Hot-runner skin temp. | 41.88 °C | Stable |
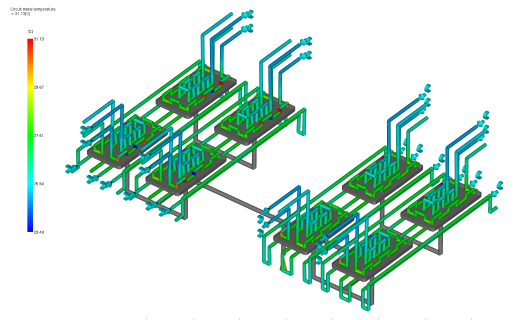
| Cavity metal temperature | 31.73 °C | Baixo estresse, distorção mínima |
A partir desses resultados, dimensionamos as linhas de água e usamos conceitos de arrefecimento conformal para obter consistência cavidade a cavidade.
Garantia 3 milhões de fotos; 5–6 milhões em serviço normal. Isso impulsiona o aço, o tratamento térmico e o layout.
Estrutura e cavidades: base de molde de qualidade (por exemplo, classe S50C); cavidades/núcleos em aço ferramenta premium, tratado termicamente a vácuo até HRC 48–52 para desgaste e fadiga. Componentes quentes em classes para trabalho a quente.
Ventilação: faça a manutenção a cada aproximadamente 100 mil fotos – as inserções de ventilação são removíveis; profundidade da ranhura 0,02–0,03 mm para liberar gás sem flash.
Peças de desgaste: a cada ~1 milhão de disparos, inspecione bicos, molas, pinos de ar e placas de desgaste. As molas são marcas de qualidade, compressão dentro de aproximadamente 30%. A ejeção assistida por ar evita o branqueamento das peças transparentes.
Cuidado diário: pontos de lubrificação centralizados e lubrificação automática opcional para simplificar o trabalho do operador.
| Parameter | Actual |
|---|---|
| Injection time | 0.55 s |
| Injection end position | 107.7–107.8 mm |
| Pack handover position | 37.8–38.2 mm |
| Cushion | 37.4–37.6 mm |
| Recovery position | 101.2–101.3 mm |
| Recovery time | 3.63–3.77 s |
| Mold open time | ~3.18 s |
| Mold close time | 1.77 s |
| Overall cycle | 14.01–14.14 s |
| Temperature | Value |
|---|---|
| Barrel | 255–260 °C |
| Hot runner | 240–260 °C |
| Mold cooling water | 26.3 °C |
Os parâmetros permanecem rígidos – crédito à construção do molde e à condição da máquina.
| Issue | Cause | Fix |
|---|---|---|
| Flow marks on clear part | Portão pequeno, enche muito rápido | Ampliar portão; velocidade de injeção de perfil |
| Short in one cavity | Hot-runner imbalance | Reajustar temperaturas e portões; spread de peso ≤0,5% |
| Venting after long runs | Carbon in vents | Limpe as aberturas de ventilação a cada aproximadamente 100 mil fotos |
| Interval | Work |
|---|---|
| Daily | Corrediças lubrificantes; verifique a água; inspecionar peças |
| ~100 mil fotos | Aberturas limpas; verifique pinos/slides/guias |
| ~1 milhão de fotos | Inspecione bicos/molas/pinos de ar/placas de desgaste; circuitos de descarga |
Nas fotos da 3M, a ferramenta ainda era forte; 5–6M é realista com este plano.
| Item | Typical mold | H T Mould |
|---|---|---|
| Life | 1–2M shots | 5–6M shots |
| Yield | 95% | ≥98.5% |
| Maintenance | High | Inferior (peças de desgaste modulares) |
| Cooling time | Baseline | ~15% mais curto |
O molde passou por mais de 2 milhões de disparos com rendimento de aproximadamente 98,5%, ciclo de aproximadamente 14 s, oito peças por disparo – forte produção diária.
O sucesso veio da análise inicial, estrutura sólida, materiais certos e manutenção disciplinada. A engenharia de moldes é iterativa – os dados de campo fecham o ciclo.
Para peças claras, priorize:
- Equilíbrio da corrediça/porta e controle de cisalhamento - Arrefecimento uniforme - Ventilação confiável e limpável - Ejeção sem branqueamento ou marcas de testemunha
A vida não é apenas design – é operação e cuidados programados. Este padrão de manutenção funcionou bem em programas semelhantes.
Obrigado pela leitura – fico feliz em discutir com colegas sobre ferramentas e moldagem.
H T Mould — Engenheiro Zhang