Trabalho com vendas de moldes há mais de dez anos e tenho visto muitos clientes focarem apenas no preço de compra, perdendo a questão maior: quanto lucro o molde pode gerar quando estiver em funcionamento. Este estudo de caso abrange um projeto real de molde para base de recipiente para alimentos com 8 cavidades que proporcionou o resultado prático que mais preocupa os clientes: produção estável, alta eficiência e baixo custo operacional. Da hesitação inicial do cliente em repetir pedidos mais tarde, uma lição tornou-se especialmente clara: um molde bem concebido não é uma despesa, mas sim um activo de produção.
Este produto é uma base de recipiente para alimentos em PP (polipropileno) de parede fina. A moldagem de paredes finas é exigente por natureza: seções finas, comprimento de fluxo longo e enchimento rápido impõem altas demandas ao sistema de arrefecimento do molde, ao design de ventilação e à estabilidade da câmara quente. A meta do cliente era simples: o molde tinha que suportar uma produção 24 horas por dia, oferecer alto rendimento, exigir manutenção limitada e funcionar por um longo prazo.
Recomendamos um layout de 8 cavidades. Muitos fornecedores teriam parado em 4 ou 6 cavidades porque essas opções pareciam mais seguras, mas depois de avaliar o tamanho da prensa do cliente, a área projetada da peça e o comportamento do fluxo do PP de parede fina, estávamos confiantes em uma solução de 8 cavidades. A razão é simples: cada cavidade é um centro de lucro. Em comparação com uma ferramenta de 6 cavidades, a produção por ciclo aumenta cerca de 33%, enquanto o tempo de ciclo permanece praticamente inalterado.
O molde foi projetado para 3 milhões de fotos. Com base nos dados de rastreamento da H T Mould de moldes semelhantes de PP de parede fina, no entanto, 5 a 6 milhões de disparos são totalmente alcançáveis com manutenção de rotina. Essa não é uma linguagem de marketing; é baseado na experiência real de produção.
 Click the image to watch the video
Click the image to watch the video
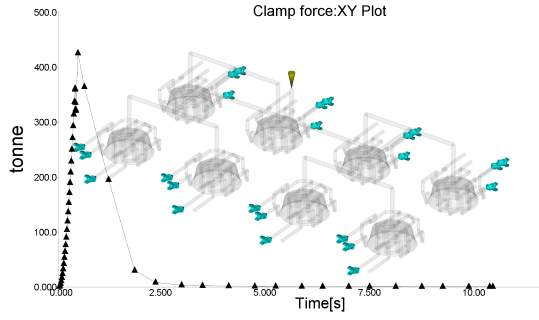
Vejamos primeiro um conjunto de dados reais de produção (do monitoramento no local do cliente):
| Parameter | Value |
|---|---|
| Posição do curso de injeção | 96.9 mm |
| Peak clamping force | 152.4 bar |
| Mold opening time | 1.79~1.80 s |
| Mold closing time | 1.56 s |
| Plasticizing time | 2.16~2.21 s |
| Total cycle | 7.37 s |
Isso mesmo, 7,37 segundos por ciclo. Um em cada oito produtos é produzido em 7,37 segundos. Vamos fazer as contas:
Essa é a capacidade de produção de um molde em uma prensa. Na fábrica do cliente, diversas máquinas executam esse programa em paralelo, criando um forte efeito de escala.
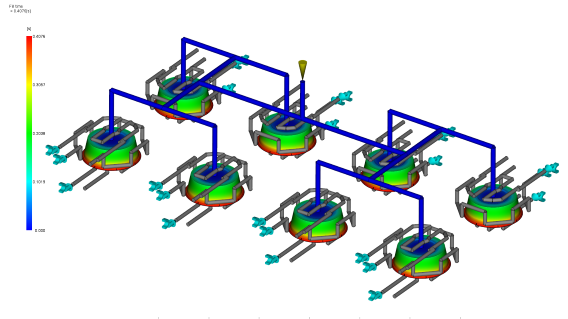
A análise do Moldflow mostrou um tempo de preenchimento de 0,4076 segundos, correspondendo de perto aos dados de produção. O equilíbrio de fluxo previsto foi confirmado no chão de fábrica: a posição de injeção, a posição de retenção e os dados de fusão residual permaneceram altamente consistentes de cavidade para cavidade. Esse nível de equilíbrio de 8 cavidades é o que torna possível uma produção de alta eficiência.
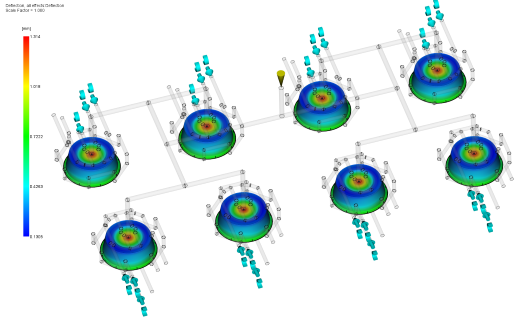
O sistema de refrigeração era igualmente importante. O Moldflow apresentou uma temperatura da água de arrefecimento em torno de 26,66°C, enquanto o controle real da câmara quente permaneceu estável em 299-305°C. A produção de PP de parede fina é especialmente sensível ao arrefecimento irregular e ao empenamento, portanto, o molde foi projetado para fornecer uma peça estável e totalmente formada diretamente fora da ferramenta, sem remodelagem secundária.



Muitos clientes perguntam: “Quanto mais caros são os seus moldes do que os de fulano?” Minha resposta é sempre: calcule o custo do molde por milhão de moldes.
A vida útil deste conjunto de moldes é de 3 milhões de moldes (na verdade, até mais de 5 milhões). Qual é o custo do molde alocado para cada produto?
Suponha que o investimento total no molde seja de X USD. Com base em uma vida útil de projeto de 3 milhões de ciclos, oito cavidades e uma produção total de 24 milhões de peças, o custo amortizado do ferramental é: Custo do molde por produto = X ÷ 24.000.000
Se um molde custa 30% mais antecipadamente, mas dura de 3 a 4 vezes mais do que uma alternativa mais barata, então seu custo por milhão de disparos é, na verdade, menor. Este é um princípio fundamental do H T Mould: é muito mais econômico construir o molde corretamente uma vez do que continuar consertando uma ferramenta mais fraca ou retirá-la mais cedo.
1. Baixo consumo de energia Um ciclo de 7,37 segundos significa que a máquina injetora está operando em uma faixa de alta eficiência. A moldagem de paredes finas requer alta velocidade e alta pressão, mas quanto mais curto o ciclo, menor o consumo de energia por unidade de produto. De acordo com testes reais realizados pelos clientes, quatro moldes são produzidos em comparação com um dos produtos similares. o consumo de energia da unidade cai cerca de 25%.
2. Os custos de manutenção são controláveis Nossa abordagem de manutenção é pragmática: - diariamente: Adicione óleo lubrificante (5 minutos de operação, um trabalhador geral pode fazer isso) - A cada 100.000 ciclos: Verifique a ranhura de exaustão e limpe-a (para evitar a queima do ar preso, cerca de 30 minutos) - A cada 1 milhão de ciclos: Verifique os bicos quentes, molas, pinos ejetores de gás, blocos resistentes ao desgaste e outras peças de desgaste, e substitua-os conforme apropriado
Este cronograma de manutenção é muito administrável para um molde de parede fina. Por que? Porque o design deixa margem de desgaste adequada e os principais componentes usam aço importado e tratamento de superfície. O feedback dos clientes mostrou que, após 2 milhões de disparos, os bicos quentes ainda não haviam sido substituídos; apenas a limpeza e a substituição do anel de vedação foram necessárias.
3. Taxa de rendimento acima de 99% Estes são os dados reais de produção do cliente. Na tabela de registros, a força de fixação é estável em 152,1 ~ 152,4 bar, o tempo de ciclo flutua apenas ± 0,01 segundos e os parâmetros de cada cavidade são consistentes. Uma baixa taxa de defeitos significa: - Menos custos de sucata (o material PP não é barato) - Redução dos custos de classificação manual - Menos risco de reclamações e devoluções dos clientes
4. Adaptação automatizada O molde é projetado com um pino ejetor de ar e um bloco resistente ao desgaste, que pode ser removido automaticamente com um robô. O cliente é equipado com um robô no local, e o produto é retirado em 1,79 segundos após a abertura do molde, sem intervenção manual. Custos trabalhistas? Quase zero, um técnico olha três máquinas.
Vamos fazer um cálculo financeiro conservador (com base em dados reais do cliente):
| Item | Value | Notes |
|---|---|---|
| Parts per cycle | 8 | 8-cavity mold |
| Cycle time | 7.37 seconds | Measured production data |
| Output per hour | 3,904 | 3600÷7.37×8 |
| Daily output (22h) | 85,888 | Reserve 2 horas para troca/manutenção do molde |
| Monthly output (26d) | 2,233,088 | |
| Produção anual (11 meses) | 24,564,000 | Aguarde 1 mês para revisão/férias |
| Preço de venda por unidade (exemplo) | $0.0217 | O preço de mercado do fundo da caixa de embalagem de paredes finas é de cerca de 0,1 a US$ 0,0289 |
| Annual sales revenue | Cerca de US$ 532.458 | |
| Custo do material (cerca de 60%) | $319,764.17 | |
| Taxa de eletricidade + mão de obra + manutenção (cerca de 15%) | $79,579.32 | |
| Annual gross profit | Cerca de US$ 133.114,5 | Não inclui amortização do molde |
Supondo um investimento único no molde de US$ 300.000, a ferramenta se paga no primeiro ano. O lucro líquido estimado é de cerca de US$ 720.000 no primeiro ano e de cerca de US$ 920.000 por ano a partir do segundo ano.
Se o cliente atingir 5 milhões de fotos, esse molde poderá operar por quase dois anos na taxa de produção planejada. A produção total se aproximaria de 40 milhões de peças, com lucro bruto superior a US$ 6 milhões. Um molde, dois anos, mais de US$ 6 milhões de lucro bruto.
Este cliente estava hesitante no início. Anteriormente, eles usaram um conjunto de moldes quatro em um com um tempo de ciclo de mais de 9 segundos e uma taxa de rendimento de cerca de 92%. Alguém tinha que vigiar e aparar as rebarbas em cada turno. Depois de mudar nosso molde, os dados do primeiro mês os surpreenderam:
O chefe do cliente me disse algo que ainda me lembro: “Se eu soubesse disso, não deveria ter comparado preços e deveria ter contatado você diretamente”.
Mais tarde, eles adicionaram 3 conjuntos do mesmo molde sucessivamente. Agora, quatro conjuntos de moldes funcionam ao mesmo tempo, produzindo mais de 340 mil produtos por dia, que são fornecidos a três fábricas de embalagens de alimentos, e a demanda excede a oferta.
Venho vendendo moldes há tantos anos e tenho visto muitas pessoas gastando energia em "regatear". Mas, na verdade, o preço do molde representa uma pequena proporção de todo o ciclo de vida do projeto. O que realmente afeta o seu dinheiro são estas coisas:
O molde PP de parede fina com 8 cavidades da H T Mould não é a opção mais barata, mas foi projetado para ser a mais lucrativa. Três milhões de disparos é uma meta conservadora, enquanto 5 a 6 milhões de disparos são realistas sob manutenção normal. Podemos fornecer propostas técnicas, relatórios de fluxo de moldes e dados operacionais reais das instalações dos clientes. Você está convidado a visitar nossa fábrica ou revisar os registros de produção por si mesmo.
Um bom molde não custa apenas dinheiro; isso ganha dinheiro.
H T Mould Sales Engineer