Autor: H T Mould Engenheiro Sênior de Moldagem
Quando recebemos a tarefa de desenvolver este molde para tampa de caixa de embalagem de alimentos, as principais demandas do cliente eram muito claras: o custo por cavidade deveria ser baixo, o ciclo deveria ser curto e a vida útil do molde deveria ser estável. O produto tem um layout de oito em um e o material é PP de parede fina com espessura de parede de apenas 0,35–0,45 mm, que é uma peça típica moldada por injeção de parede fina de alta velocidade.
Na indústria de embalagens, os lucros muitas vezes não vêm do preço de venda de um único produto, mas da quantidade produzida por hora e da produção total durante todo o ciclo de vida do molde. Portanto, definimos três objetivos durante a fase de projeto do molde:
A julgar pelos resultados, este conjunto de moldes superou completamente as expectativas.
 Click on the picture to watch the video
Click on the picture to watch the video
Isso pode ser visto nos registros reais de produção:
| Forming link | Parameter value |
|---|---|
| injection time | About 0.21s |
| Holding time | Extremely short |
| Cooling time | 1.7s |
| Abertura e fechamento do molde + ejeção | 3–4s |
| single cycle | 6.4–6.96 seconds |
This means:
Este é o primeiro nível entre os moldes para embalagens de parede fina.
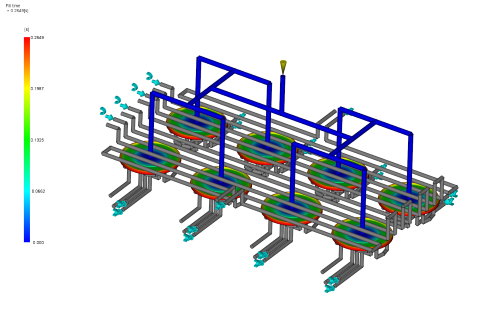
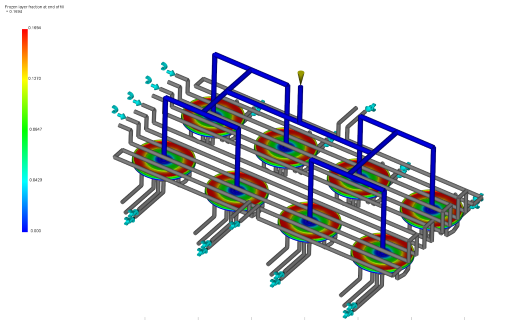
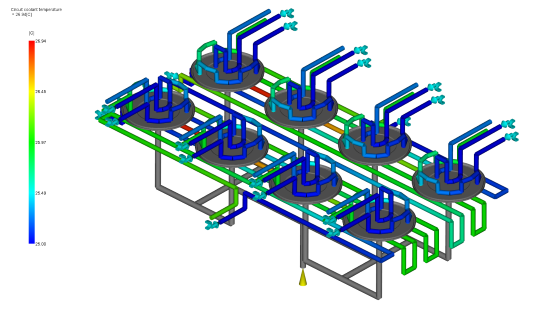
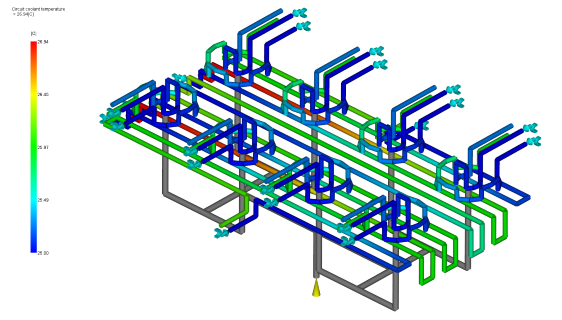
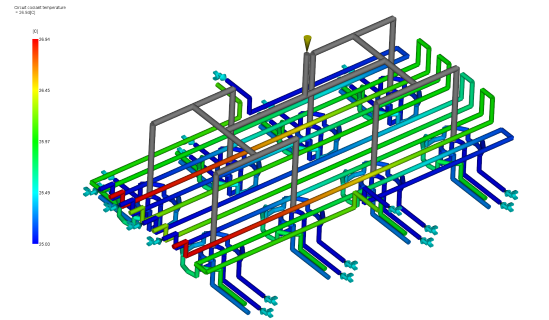
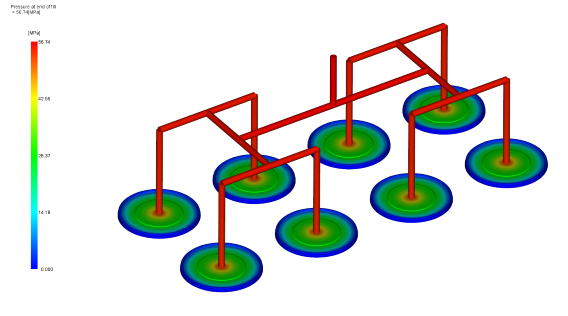
A partir dos dados de fluxo do molde, podemos confirmar vários pontos importantes do projeto:
| Mold flow parameters | Value/Characteristic | design value |
|---|---|---|
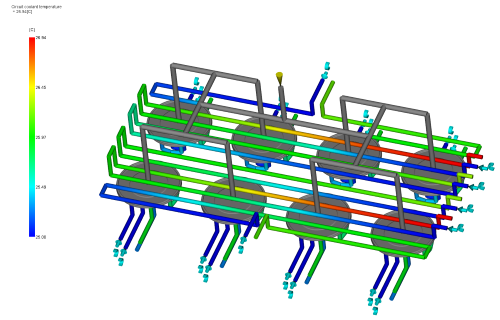
| temperatura constante do cristal | 26.8°C | O controle da temperatura do molde é extremamente estável e reduz as flutuações de contração |
| temperatura de isolamento do circuito | 26mW/°C | Excelente design de equilíbrio térmico para evitar superaquecimento local |
| Curva de temperatura atual | smooth | O sistema de aquecimento responde rapidamente sem ultrapassar |
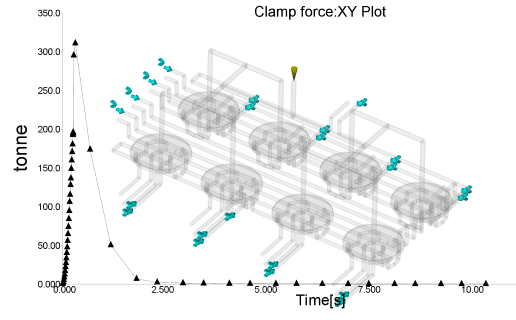
| Clamping force curve | smooth | A força de fixação tem pequenas flutuações, o que conduz a exaustão e tamanho consistentes. |
| air pressure | 0.5 atmHg | Design de exaustão razoável para evitar ar preso |
Esses detalhes determinam diretamente a estabilidade do enchimento de paredes finas. O PP é propenso a marcas de fluxo, subinjeção ou flash sob injeção em alta velocidade. No entanto, conseguimos um enchimento consistente de cada cavidade através de câmara quente com válvula sequencial multiponto + zoneamento preciso de temperatura.
Você pode ver na interface de parâmetros da máquina de moldagem por injeção:
| Parâmetros da máquina de moldagem por injeção | Numeric range |
|---|---|
| Injection pressure | 85–95 bar |
| Holding pressure | 30–40 bar |
| injection speed | 65–95% |
| back pressure | 35 bar |
| Screw speed | 144–624 rpm (estágios diferentes) |
Descrição destes parâmetros: Adotamos a estratégia de injeção de alta velocidade e alta pressão + retenção de baixa pressão para garantir a velocidade de enchimento e evitar tensões residuais.
A vida útil projetada deste molde é de 3 milhões de ciclos, e o uso normal real pode chegar a 5 a 6 milhões de ciclos. Calculamos com base em 5 milhões de modos:
| cost item | numerical value | apportionment results |
|---|---|---|
| Total mold investment | 350.000 – US$ 57.875,87 (incluindo câmara quente, processamento e teste de molde) | - |
| Custo do molde por 10.000 moldes | - | 700–$115.75 |
| Output per mold | 8 products | - |
| Custo do molde por 10.000 produtos | - | 87–$14.47 |
Em comparação com os 1,5-2 milhões de moldes comuns na indústria, a diluição dos custos é reduzida em mais de 40%.
Desenvolvemos um plano de manutenção claro:
| Maintenance items | frequency | cost assessment |
|---|---|---|
| Adicione óleo lubrificante diariamente | 1 time/day | extremely low |
| Verifique e limpe a ranhura de exaustão | Every 100,000 cycles | Low (30 minutes) |
| Verifique o bico quente, a mola, o pino ejetor de gás e o bloco de desgaste | Every 1 million cycles | Médio (substitua conforme apropriado) |
Na operação real, o custo total de manutenção por um milhão de módulos é controlado entre 3.000 e US$ 723,45, o que é muito inferior à média da indústria.
Production records show:
| Production parameters | Stable range | Craftsmanship value |
|---|---|---|
| injection site | 92–95mm | A repetibilidade do molde é extremamente alta e a capacidade do processo Cpk > 1,33 |
| Holding position | 47–48mm | |
| Melt position | 82–83mm | |
| cyclical fluctuations | ≤ 0.05 seconds |
Isto mostra que a repetibilidade do molde é extremamente alta e a capacidade do processo Cpk > 1,33. Entre os produtos de PP de paredes finas, pode-se alcançar uma taxa de rendimento superior a 99%, o que significa que quase não há perda de resíduos e não há necessidade de paradas e ajustes frequentes.
Tomemos como exemplo a produção diária de 90.000 tampas:
| project | Numeric range | illustrate |
|---|---|---|
| Single selling price | 0.12–$0.0217 | Comum na indústria de embalagens |
| daily output value | 11,000-$1,953.31 | 90.000 peças × preço por peça |
| Valor de produção mensal (25 dias) | 270,000-$49,194.49 | - |
| Material(PP) | 0,03–$0,0058/peça | - |
| Eletricidade + Mão de Obra | US$ 0,0029/peça | - |
| Alocação de molde + manutenção | US$ 0,0007/peça | - |
| total cost per unit | 0.055–$0.0094 | - |
| gross profit per unit | 0.065–$0.0123 | - |
| Gross profit margin | 55–65% | - |
| gross profit per day | 6000–$1,085.17 | - |
| gross profit per month | 150,000-$26,044.14 | - |
Este conjunto de moldes geralmente recupera todo o investimento em moldes dentro de 3-4 meses, e então é puro lucro.
Muitos colegas perguntarão: os moldes de paredes finas não são fáceis de usar? Nossa experiência reside em três pontos:
Durante a operação de 3 milhões de módulos, também encontramos alguns problemas típicos e os compartilhamos com nossos pares:
| question | reason | Countermeasures |
|---|---|---|
| O flash aumenta gradualmente | A ranhura de escape está obstruída ou a superfície de partição está desgastada. | Limpe a ranhura de escape e esmerilhe a superfície de partição, se necessário |
| Partial underpayment | O bico quente está entupido ou o controle de temperatura oscila | Limpe o bico quente e calibre o termopar |
| Unbalanced ejection | Ejetor de gás ou fadiga da mola | Substitua um conjunto a cada 1 milhão de ciclos |
| The cycle becomes longer | Escala de arrefecimento ou movimento lento da agulha da válvula | Limpe a linha de água e lubrifique a agulha da válvula |
Estes não são grandes problemas, o segredo é a manutenção preventiva, em vez de esperar para consertar algo quando ele quebra.
Este conjunto de oito moldes para tampas de embalagens de alimentos PP foi comprovado por fatos:
Alta eficiência + longa vida + baixa manutenção = forte lucratividade
Para as empresas de produtos de embalagem, os moldes não são custos, mas sim ativos. Um bom conjunto de moldes não se trata de quanto você gasta para comprá-lo, mas de quanto dinheiro ele ajuda você a ganhar todos os dias em sua fábrica.
A H T Mould acumulou mais de 15 anos de experiência prática neste tipo de projetos multicavidades de paredes finas. Não só fornecemos moldes, mas também soluções de moldagem com o “menor custo por molde”.
Se o seu produto também pertence ao tipo de parede fina, alto volume e baixo valor unitário, entre em contato. Nós ajudamos você a pagar a conta.
H T Mould Centro Tecnológico Foco em moldes de alta vida útil, alta eficiência e alto retorno