À medida que as embalagens de bebidas continuam a evoluir, as tampas multifuncionais estão se tornando cada vez mais populares. "Multifuncional" significa que a tampa integra recursos como tampa articulada, bocal para beber, orifício de ventilação, válvula anti-refluxo e abas suspensas, permitindo que um copo e uma tampa proporcionem uma melhor experiência ao usuário sem acessórios extras. Mas essa integração funcional também cria grandes desafios para o projeto de moldes e moldagem por injeção: paredes extremamente finas, geometria complexa, requisitos de alta precisão dimensional e a necessidade de preservar a estabilidade e as vantagens de custo na produção em massa.
Este artigo usa um molde de tampa amarrada multifuncional com borda de 90 mm como exemplo para explicar como uma solução de câmara quente com válvula de 12 cavidades pode atingir 115.000 peças por dia em um ciclo de 9 segundos. Ele também analisa as principais tecnologias por trás da sincronização de válvulas, enchimento de paredes finas, design de arrefecimento e moldagem integrada de recursos multifuncionais.
Esta tampa multifuncional com borda de 90 mm é normalmente usada em xícaras de chá de frutas premium, chá de bolhas e xícaras de café para viagem. Comparado com uma tampa com fio padrão, ele adiciona os seguintes módulos funcionais:
Essas novas estruturas resultam em uma distribuição extremamente desigual da espessura da parede: a área da válvula anti-refluxo tem apenas 0,6 mm de espessura, as orelhas pendentes têm 1,2 mm e a raiz do bico tem 2,0 mm de espessura. Paredes finas (0,6 mm) e paredes espessas (2,0 mm) coexistem, o que impõe requisitos extremamente elevados em termos de equilíbrio de enchimento, controle de encolhimento e eficiência de arrefecimento.
Meta do cliente: produção contínua 24 horas por dia, com produção diária de aproximadamente 115 mil peças. Utilizando um molde de 12 cavidades com tempo de ciclo de 9 segundos, é adequado para máquinas de moldagem por injeção 420T.
| Parameter | Value |
|---|---|
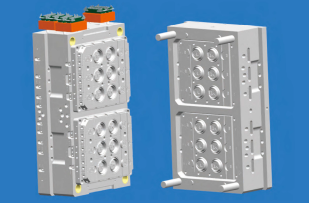
| Mold name | Molde de tampa de conexão multifuncional de 90 portas |
| Número de cavidades de moldagem | 12 cavidades (arranjo 2×6) |
| Mold size | 620×1025×540 mm |
| Adaptable machine | 420 tons clamping force |
| Product material | PP (temperatura de fusão 310°C) |
| Molding cycle | 9.0 seconds |
| Daily output | About 115,000 |
Comparado com a tampa do arco de 16 cavidades ou o molde da tampa com fio, o layout de 12 cavidades é ligeiramente "conservador". A razão é que a tampa multifuncional possui uma estrutura complexa e 12 cavidades podem deixar mais espaço para a disposição de corrediças, tetos inclinados e circuitos de refrigeração independentes, ao mesmo tempo que reduz o risco de enchimento desequilibrado. Entre a estrutura complexa e o alto número de cavidades, 12 cavidades é o ponto de equilíbrio ideal verificado pela análise do fluxo do molde.
| question | cold runner | Open hot runner | Needle valve hot runner |
|---|---|---|---|
| Dificuldade em preencher áreas com paredes finas | Grande perda de pressão, disparo curto e fácil | O portão é fácil de desenhar, o que afeta a parede fina | A válvula agulha controla com precisão o tempo de abertura e dá prioridade ao enchimento de paredes finas |
| Marcas de pia em área de parede espessa | Incapaz de controlar individualmente a pressão de retenção | Sem agulha de válvula, baixa pressão Efeito de manutenção | Fechamento retardado da agulha da válvula em área de parede espessa e retenção prolongada de pressão |
| Gate marks | Requer pós-processamento, estruturas funcionais fáceis de danificar | Resíduos de desenho afetam a vedação | Suave e sem traços, sem necessidade de pós-processamento |
| Waste of raw materials | Taxa de cabeça de material 15-20% | 3-5% | 0% |
A principal vantagem do bico quente da válvula agulha é que cada porta pode controlar independentemente o tempo de abertura e o tempo de fechamento para obter "moldagem por injeção sequencial", gerenciando assim com precisão o enchimento e a retenção de pressão de diferentes áreas de espessura de parede.
| valve group | Corresponding area | Turn on time | closing time | Purpose |
|---|---|---|---|---|
| Group 1 (4 pieces) | Área de paredes finas (ao redor da válvula anti-refluxo e do orifício de ventilação) | 0,00 segundos (início da injeção) | 0,5 segundos antes do final da injeção | Priorize o preenchimento para evitar tiros curtos |
| Group 2 (4 pieces) | Área de espessura média da parede (corpo da tampa, orelhas pendentes) | 0,3 segundos após o início da injeção | Fim da fase de retenção de pressão | balanced filling |
| Group 3 (4 pieces) | Área de parede espessa (raiz do bico, nervuras de reforço) | 0,6 segundos após o início da injeção | 0,3 segundos antes do final da pressão de retenção | Desligamento atrasado, reabastecimento completo |
Parâmetros principais: tempo total de injeção 1,5 segundos; tempo total de retenção de pressão 2,0 segundos (manutenção de pressão em dois estágios); o fechamento da agulha da válvula é acionado pela pressão do ar (0,7Mpa), tempo de resposta ≤20ms.
Através desta moldagem por injeção sequencial, a área de parede fina é rapidamente preenchida com baixa viscosidade, e a área de parede espessa obtém pressão de retenção suficiente no estágio posterior de enchimento, e a taxa de marca de afundamento é reduzida de 4,2% do molde de teste inicial para menos de 0,5%.
| challenge | technical measures |
|---|---|
| Early coagulation | A temperatura do barril é aumentada para 310°C e a temperatura do molde é aumentada para 45°C (a área de paredes finas é aquecida localmente a 55°C) |
| Requisitos de alta tensão | A velocidade de injeção é aumentada para 120 mm/s, o limite superior da pressão de injeção é definido para 180 MPa e um acumulador de alta pressão é configurado |
| Weld marks | Ajuste a sequência de abertura da válvula agulha e adicione uma ranhura de exaustão |
| cooling zone | Corresponding area | waterway type | water temperature | flow |
|---|---|---|---|---|
| Zone 1 | Área de paredes finas (válvula anti-refluxo, orifício de ventilação) | Hidrovia microconformal (φ4mm) | 22℃ | 8L/min |
| Zone 2 | Cover main area | Via navegável anular (φ10mm) | 20℃ | 15L/min |
| Zone 3 | Área de parede espessa (raiz do bico) | Hidrovia espiral + poço | 18℃ | 20L/min |
| Zone 4 | Orelhas penduradas e reforços | Via navegável reta (φ8mm) | 20℃ | 12L/min |
Este molde realiza a moldagem integrada de 6 unidades funcionais, incluindo válvula anti-refluxo, orifícios de ventilação, alças suspensas e dobradiças. Cada estrutura adota um processo de moldagem especial para garantir funções confiáveis e uma longa vida útil.
| parameter | set value | illustrate |
|---|---|---|
| Temperatura do cano (traseiro/médio/dianteiro/bocal) | 260/290/310/310℃ | Paredes finas requerem alta temperatura |
| Temperatura do molde (molde móvel/molde fixo) | 35/45℃ | Área de parede fina de molde fixo 55℃ |
| Pressão de injeção (pico) | 165 MPa | Requisitos de enchimento de paredes finas |
| injection speed | 120 mm/s | graded injection |
| Holding pressure/time | 80MPa→50MPa/2,0 segundos | Dois estágios de retenção de pressão |
| Cooling time | 5.0 seconds | Total period 9.0 seconds |
| question | reason | solution |
|---|---|---|
| Colagem do molde do diafragma da válvula anti-refluxo | Adsorção a vácuo, o diafragma é muito fino | Adicione ejeção assistida por ar e chanfre a raiz |
| Orifícios de ventilação bloqueados | Deposição de carbono no núcleo e degradação de matérias-primas | Limpeza ultrassônica regular e adição de agente desmoldante |
| O peso de 12 cavidades é inconsistente | Diferença de temperatura da câmara quente e agulha da válvula fora de sincronia | Controle independente de temperatura, curso calibrado da agulha da válvula |
A solução de bico quente com válvula agulha de 12 cavidades para o molde de cobertura multifuncional em linha de 90 portas alcançou uma produção diária de 115.000 peças em um ciclo de 9 segundos, superando com sucesso o problema de moldagem da coexistência de estruturas de paredes finas (0,6 mm) e paredes espessas (2,0 mm). Os principais pontos de inovação tecnológica podem ser resumidos como:
| project | parameter |
|---|---|
| Number of cavities | 12 |
| cycle | 9.0 seconds |
| Daily output | 115,000 pieces |
| Single piece net weight | About 14.0g |
| Minimum wall thickness | 0,6 mm (válvula anti-refluxo) |
| Maximum wall thickness | 2.0mm (root of nozzle) |
| injection speed | 120mm/s |
| Injection pressure | 165MPa |
| cooling zone | O Distrito 4 é independente |
| Adaptable machine | 420T |
Nota: Os parâmetros acima são baseados em dados reais medidos de material PP de copolímero e máquina de moldagem por injeção servo 420T. Ajuste a produção real de acordo com o lote de matérias-primas e as condições ambientais.