
Clique na imagem para ver o vídeo de produção
Caros clientes, amigos e colegas, bom dia!
Sou o Zhang da H T Mould e este é um dos nossos projetos recentes representativos: desenvolvimento de molde e optimização em massa para uma caixa de embalagem de chocolates em PS transparente. O molde usa layout de 8 cavidades para uma caixa transparente com requisitos exigentes de acabamento superficial, consistência dimensional e eficiência de moldagem.
Neste projeto resolvemos problemas típicos de peças transparentes, como marcas de fluxo e bolhas, alcançando forte estabilidade em produção em série. O caso está organizado em características do produto, análise Moldflow, conceção do molde, afinação de processo e dados de produção.
O cliente precisa produzir uma caixa quadrada de embalagem de chocolates em PS (poliestireno), com elevada transparência, sem marcas de fluxo visíveis, sem bolhas, sem riscos prateados, espessura de parede uniforme e dimensões estáveis de abertura e fecho. A produção prevista é de mais de 500 000 peças por mês; recomendamos solução de molde hot runner 1×8 para melhorar a eficiência e reduzir o custo unitário.
O PS tem boa fluidez, mas a transparência é extremamente sensível ao processo: temperatura demasiado alta degrada e amarelece; demasiado baixa gera tensões internas ou marcas de fluxo; injeção demasiado rápida produz marcas de jato; demasiado lenta torna a linha de soldadura evidente. Isto exige mais da conceção do molde e do processo de injeção.
Antes de abrir o molde, utilizámos Moldflow para análise completa. As imagens em anexo são os resultados da altura. Destaco alguns pontos:
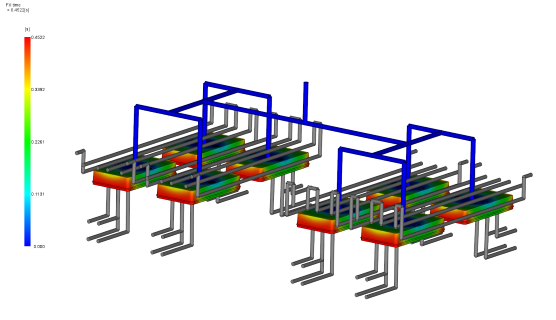
1. Análise do tempo de enchimento (tempo de enchimento = 0,4729 s)
O tempo de enchimento situa-se cerca de 0,47 s; o enchimento das cavidades está basicamente equilibrado e a diferença entre tempo máximo e mínimo fica dentro de 10%, o que é ideal para 1×8.
2. Distribuição de temperatura do molde
Pelos valores «Circuit metal temperature» (31,7~31,9℃) e «Circuit coolant temperature» (25,65~26,30℃), o circuito de água está bem concebido e a diferença de temperatura superficial do molde dentro de 1℃, crucial para evitar empeno e retracção desigual em PS transparente.
3. Temperatura superficial do hot runner (41,88 ℃)
A temperatura na ponta do hot runner está adequada, evitando material frio na cavidade e reduzindo marcas de fluxo.
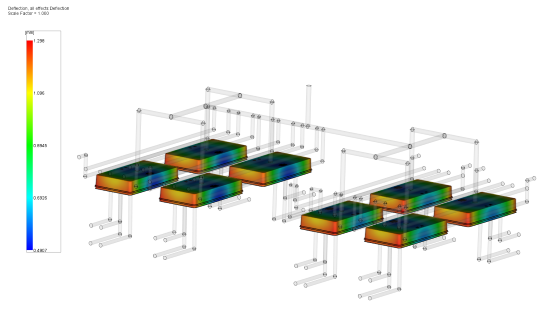
4. Análise de empeno (deflexão 0,8945 mm → 0,4907 mm)
O empeno do plano inicial era excessivo. Ao ajustar a posição dos canais de arrefecimento e optimizar a curva de compactação, controlámos o empeno final dentro de 0,5 mm para cumprir o encaixe da embalagem.
A análise Moldflow permite antecipar pelo menos três riscos: enchimento desequilibrado, sobrecalor local e empeno excessivo. Por isso a H T Mould insiste em «analisar primeiro, depois abrir o molde».
Com base nos resultados da análise, definimos a seguinte solução:

O equipamento de produção em massa é injetora Aotai. Dos parâmetros reais em anexo destacamos:
Registo de 10 ciclos consecutivos em anexo:
| Ciclos | Tempo enchimento (s) | Tempo fecho (s) | Tempo abertura (s) | Ciclo total (s) | Velocidade média injeção | Pressão máx. injeção (bar) |
|---|---|---|---|---|---|---|
| 0–9 | 3,91~4,06 | 1,71 | 1,89~1,90 | 9,34~9,46 | 212~222 | 141~148 |
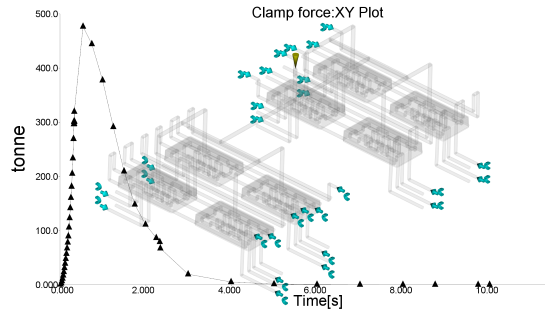
O anexo mostra injeção multi-fase (P1 / P2 / P3):
- P1: 65 bar, 65%
- P2: 100 bar, 70%
- P3: 0 bar, 0%
Modo «Hold» na compactação, reduzindo eficazmente a retracção.


Na fase de ensaio surgiram problemas típicos:
Problema 1: marcas de fluxo ligeiras em algumas cavidades
→ Ajuste do equilíbrio térmico do hot runner. O bico #2 tinha baixa percentagem de aquecimento (9,1%); após correção, temperaturas uniformes e marcas desapareceram.
Problema 2: arranhões na superfície na desmoldagem
→ Aumento do número de ejeções e optimização do layout dos pinos, com redução do valor final da pressão de compactação.
Problema 3: ciclo demasiado longo (>12 s)
→ Optimização do caudal de arrefecimento: tempo de arrefecimento de 4,5 s para 3 s; ajuste da curva de velocidade de abertura (ver «Start Speed Ramp / End Speed Ramp» no anexo); ciclo estabilizado em 9,4 s.
Actualmente o molde corre de forma estável há mais de 12 000 moldagens, 8 peças por ciclo; o rendimento subiu de 98,5% no arranque para 99,8%. Principais resultados:
| Indicador | Valor |
|---|---|
| Ciclo de moldagem | 9,4 s/ciclo |
| Peças por ciclo | 8 |
| Capacidade diária teórica máxima (24 h) | Aprox. 73 500 peças |
| Capacidade diária real (85% eficiência) | Aprox. 62 000 peças |
| Rendimento | 99,8% |
O aspeto das peças transparentes foi aprovado pelo cliente em inspecção total: sem marcas de fluxo, bolhas ou riscos prateados; CPK dimensional ≥ 1,33, cumprindo o encaixe da embalagem.
Feedback do cliente: estabilidade e desempenho de transparência acima das expectativas; 8 peças por ciclo com 9,4 s reduziram fortemente o custo unitário e levaram a uma segunda encomenda do mesmo tipo.
O projeto reforçou lições práticas para moldes PS transparentes multicavidade:
1. Moldflow não é formalidade — determina posição de gate, equilíbrio de arrefecimento e controlo de empeno; os dados deste molde alinham-se bem com a produção em massa.
2. Precisão térmica do hot runner é vital em peças transparentes: PID independente por zona, conservação de calor e pré-aquecimento sincronizado.
3. A velocidade de injeção deve ser «rápida mas controlada» — PS transparente beneficia de enchimento médio-alto, evitando jato; usamos curva multi-fase.
4. Equilíbrio de arrefecimento importa mais do que apenas baixar a temperatura do molde — a diferença superficial deve ficar dentro de 1℃ para consistência multicavidade.
5. Ejeção e purga — pormenores definem estabilidade a longo prazo; não simplificar o sistema de ejeção para poupar custo.
Muitos colegas confundem «número de moldagens» e «número de peças» no cálculo de capacidade. Neste caso:
- Ciclo 9,4 s → 383 moldagens/h → 8 peças → 3 064 peças/h
- Teoricamente ~73 500 peças em 24 h. Na prática, com mudanças de molde, limpeza da máquina e inspecções, a taxa operacional de 85% dá cerca de 62 000 peças/dia — dado fiável de capacidade.
A H T Mould compromete-se com o serviço completo «Análise–Conceção–Ensaio–Massa». Embora este molde PS transparente para chocolates não seja o mais complexo tecnicamente, é um exemplo típico de molde multicavidade transparente de precisão. Espero que esta partilha seja útil.
Para peças transparentes semelhantes, moldes multicavidade ou produtos com requisitos estéticos elevados, contacte a equipa técnica H T Mould. Não fabricamos apenas moldes — compreendemos o processo de injeção por detrás da produção estável.
Obrigado!
—— Zhang Gong, H T Mould