À medida que o mercado global de chá pronto a beber se expande — sobretudo em formatos de copo como bubble tea — a procura de copos plásticos de elevada qualidade, consistentes e recicláveis disparou. Os copos tradicionais recorrem frequentemente a serigrafia ou mangas termo-retráteis, com inconvenientes como fraca resistência ao desgaste, descolamento da etiqueta e reciclabilidade limitada.
A rotulagem no molde (IML) coloca uma etiqueta pré-impressa na cavidade com um robô; durante a injeção liga-se ao fundido, tornando-se parte integrante da peça. Entre as vantagens contam-se:
Este caso é um copo de bubble tea H T Mould 90700 (cerca de 700 ml) num molde IML de 12 cavidades para uma prensa de 480T. Dados nominais:
| Item | Valor |
|---|---|
| Produto | Copo de bubble tea 90700 |
| Cavidades | 12 |
| Ciclo sem etiqueta | 8 s |
| Ciclo com IML | 10 s |
| Produção diária (com IML) | Aprox. 103 680 pcs/dia |
| Dimensão do molde | 720×1100×625 mm |
| Classe de prensa | 480T |
| Temperatura do cilindro | 310℃ |
| Temperatura da água de arrefecimento | 18–22℃ |
| Pressão da água de arrefecimento | 0,5–0,6 MPa |
Sem etiquetas o ciclo pode atingir 8 s; com IML prolonga-se para 10 s. A diferença de 2 s é o principal compromisso técnico analisado abaixo.
O copo 90700 é um cilindro de parede fina, espessura típica 0,45–0,55 mm, altura cerca de 170–190 mm, bordo cerca de 90 mm. Objetivos principais:
Dimensão do molde 720×1100×625 mm, peso cerca de 3,8–4,2 t. Hot runner mais distribuição tipo cold sub-runner com válvulas (tal como construído). Doze cavidades em 2×6, passo cerca de 145 mm, largura dentro de 1100 mm.
Pontos fortes da conceção:
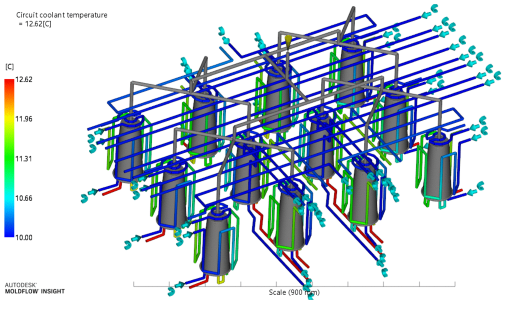
Disposição global de fluxo no molde de 12 cavidades
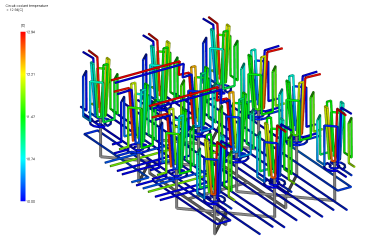
Com ciclo apertado (10 s incluindo rotulagem), o arrefecimento é crítico. Núcleo: canais conformes helicoidais; cavidade: circuitos anulares em dois níveis.
Ligações rápidas, água a 0,5–0,6 MPa, 18–22℃.
Verificação Moldflow: a 10 s de ciclo, temperatura máxima da peça à extração cerca de 55–65℃, sem risco de aderência.
Análise do circuito de arrefecimento núcleo/cavidade
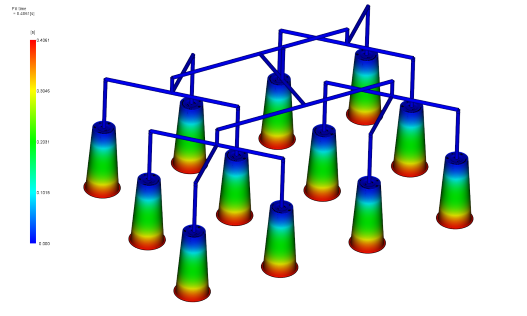
Eficácia do arrefecimento conforme helicoidal
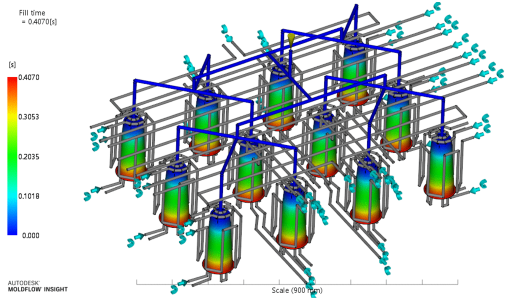
Análise de enchimento
Simulação de enchimento equilibrado em 12 cavidades
| Fase | Sem etiqueta (s) | Com IML (s) | Motivo da diferença |
|---|---|---|---|
| Fecho do molde | 1,2 | 1,2 | Igual |
| Injeção + compactação | 1,8 | 1,8 | Igual |
| Arrefecimento (incl. parte da compactação) | 3,5 | 4,5 | +1,0 barreira térmica da etiqueta |
| Abertura do molde | 0,8 | 0,8 | Igual |
| Ejeção + retirada | 0,7 | 0,7 | Igual |
| Posicionamento da etiqueta | — | 1,0 | +1,0 apanha do robô, posição, vácuo |
| Total | 8,0 | 10,0 | +2,0 |
Dos 2 s adicionais com IML, cerca de 1 s correspondem ao posicionamento da etiqueta e cerca de 1 s a arrefecimento extra porque a etiqueta isola o fundido do aço.
Sem etiqueta, o PP contacta diretamente o aço (alta condutividade), o calor desloca-se rapidamente para os canais, e a parede fina enche depressa para compactação e arrefecimento.
O filme IML (frequentemente PP ou PE, 40–80 μm) tem condutividade térmica apenas cerca de 0,2–0,3 W/m·K — uma camada de isolamento entre fundido e molde. A eficiência de arrefecimento cai sensivelmente cerca de 30–40%.
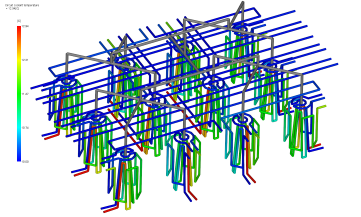
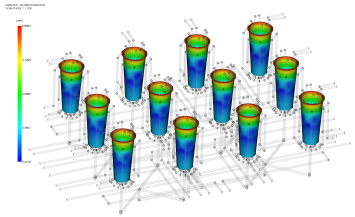
Análise de arrefecimento

Campo de temperatura da peça após rotulagem no molde
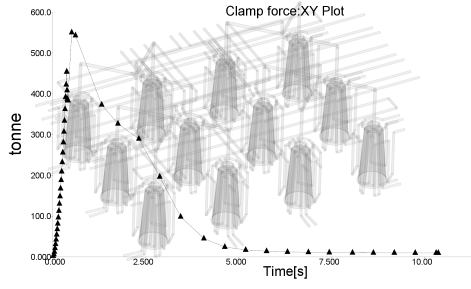
Área projetada por cavidade (incl. distribuidor) cerca de 95 cm²; 12 cavidades cerca de 1140 cm². À pressão média na cavidade 30–40 MPa para PP:
F = 1140 × 35 / 10 ≈ 399 t
480T é adequada com margem.
Largura do molde 1100 mm exige espaçamento entre colunas ≥ 1100 mm. Este projeto utilizou uma 480T nacional com espaçamento 1200×1000 mm — verificado em serviço.

Layout das cavidades e análise estrutural
Etiquetas: filme PP 50 μm, gravura a 6 cores mais revestimento antiestático; robô servo de três eixos, 12 ventosas independentes, posicionamento ±0,1 mm.
Análise de empeno e dimensional
Valores convertidos de USD com taxa de referência indicativa de 1 USD ≈ 0,92 EUR (apenas para orientação).
| Item de custo | Tarifa unitária | Diário (EUR) | Por peça (EUR) |
|---|---|---|---|
| Resina PP (15 g/pc) | 7,82 EUR/kg | 12 161,48 | 0,1174 |
| Etiqueta IML | 0,0736/pc | 7 630,48 | 0,0736 |
| Eletricidade (90 kW total) | 0,736/kWh | 1 589,76 | 0,0154 |
| Mão de obra (2 pessoas, 3 turnos) | 276/pessoa/turno | 1 656,00 | 0,0160 |
| Amortização do molde (5 anos) | Molde 46 590,07 EUR | 176,64 | 0,0017 |
| Manutenção/consumíveis | — | 460,00 | 0,0044 |
| Total | — | 23 674,36 | 0,2285 |
Preço de venda cerca de 0,32–0,06 EUR/pc, margem bruta cerca de 29–45%, retorno do investimento cerca de 8–12 meses.
A penalização de +2 s do IML reparte-se em ~1 s para manuseamento da etiqueta e ~1 s para arrefecimento através da etiqueta — um custo inerente ao IML. A largura de 1100 mm do molde exige uma máquina com colunas largas. Fundido a 240–260℃ é frequentemente mais seguro em produção.
O IML é um sistema: molde, robô, alimentador de etiquetas e prensa devem ser postos a ponto em conjunto — não acrescentados aos poucos.
Vídeo de produção:

Clique na imagem para abrir o vídeo no YouTube.
Nota final: dados anonimizados a partir de um caso real de produção. Estamos disponíveis para discutir otimização de arrefecimento, controlo estático da etiqueta e mudança rápida de molde.