No mercado em rápido crescimento de chás de frutas e bebidas de grandes quantidades, a eficiência da embalagem e a qualidade da aparência afetam diretamente a competitividade da marca. Quando a demanda diária atinge cerca de 54.500 peças, manter a qualidade da moldagem para um produto de grande capacidade de 1.000 ml e, ao mesmo tempo, oferecer suporte à produção de rotulagem no molde (IML) e sem rotulagem, torna-se um grande desafio de projeto de molde e de processo. Este artigo usa o molde de balde de frutas 119-1000 como exemplo para explicar a solução de 6 cavidades, o ciclo de 9,5 segundos sem rotulagem, o ciclo de 12 segundos com IML e os principais parâmetros de produção e experiência de otimização por trás da produção em massa real.
Nos últimos anos, o tamanho das porções de chá de frutas e bebidas similares continuou a aumentar, e os baldes de frutas de 1.000 ml (1 litro) tornaram-se um best-seller para marcas de bebidas de redes. Este tipo de contêiner geralmente precisa atender aos seguintes requisitos:
Material PP altamente transparente ou translúcido para exibir partículas de frutas;
Grande volume, mas a espessura da parede precisa ser uniforme para evitar marcas de encolhimento;
A rotulagem no molde é possível para aumentar o reconhecimento da marca e reduzir os processos de rotulagem subsequentes;
Alta produção diária para corresponder à operação de alta velocidade da linha de envase.
A capacidade de produção alvo proposta pelo cliente é: produção contínua 24 horas por dia, com produção diária de aproximadamente 54.500 peças. Calculado com base em um molde de 6 cavidades, o ciclo teórico precisa ser controlado em 11 segundos (incluindo o tempo de ação). Após avaliação, dois conjuntos de planos foram finalmente determinados:
Produção sem etiquetagem: o tempo de ciclo alvo é de 9,5 segundos;
Produção de etiquetagem no molde: o tempo de ciclo alvo é de 12 segundos.
| Item | Parameter |
|---|---|
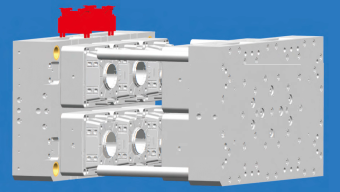
| Mold model | Molde de balde de frutas 119-1000 |
| Número de cavidades de moldagem | 6 cavities |
| Mold size | 650×1110×652 mm |
| Adequado para máquinas de moldagem por injeção | 400 toneladas (força de aperto) |
| Product volume | 1000ml |
| Main materials | PP (temperatura de fusão 310°C) |
O layout de 6 cavidades adota um arranjo "2×3" para garantir uma área de projeção razoável do molde na máquina 400T, deixando espaço para o robô pegar e etiquetar.
É adotada uma solução de mistura de bico curto de câmara quente + canal frio. A câmara quente é responsável por equilibrar a pressão e a temperatura das 6 cavidades. O bocal curto de canal frio reduz o comprimento da cabeça do material e a proporção de material devolvido. Após análise e otimização do fluxo do molde, a diferença no tempo de enchimento de cada cavidade é controlada em 3%, garantindo efetivamente a consistência do peso dos seis barris (±0,5g).
| cooling project | parameter |
|---|---|
| Temperatura da água de arrefecimento | 18-22℃ |
| cooling water pressure | 0.5-0.6 Mpa |
| waterway design | Hidrovia adaptável + hidrovia tipo partição |
Devido à alta altura do barril de frutas (aproximadamente 160-180 mm), é difícil para o canal tradicional em linha reta resfriar com eficiência a parte central do barril. O design adota canais de água conformados 3D, organiza canais de água anulares ao longo do contorno do barril e combina divisórias em espiral para melhorar o arrefecimento do fundo e da boca. A medição real da temperatura mostra que a diferença máxima de temperatura do barril é ≤5°C e o tempo de arrefecimento é responsável por cerca de 50% do ciclo total.
| process | time |
|---|---|
| Fixação e travamento do molde | 1.2 seconds |
| Injeção + retenção de pressão | 1.8 seconds |
| Cooling time | 4.5 seconds |
| Mold opening | 0.8 seconds |
| Ejeção do produto e remoção do robô | 1.2 seconds |
| total cycle | 9.5 seconds |
Quando não está etiquetando, o robô é responsável apenas pela retirada do produto e não precisa aguardar a ação de etiquetagem. Neste momento, a máquina de moldagem por injeção se move com força, exigindo uma ejeção suave do molde e uma velocidade de coleta do robô ≥ 2,5 m/s.
Desafio principal: O ciclo de 9,5 segundos tem requisitos de arrefecimento extremamente elevados. O material PP é injetado a 310°C, e a superfície da cavidade do molde precisa ser rapidamente abaixada para cerca de 40-50°C para desmoldagem. A alta taxa de troca de calor é alcançada através de água de arrefecimento de 18 ℃ + grande vazão (0,5-0,6Mpa). Ao mesmo tempo, é necessário evitar a deformação da boca do cano - por esse motivo, um canal de arrefecimento anular reforçado é adicionado à boca do cano.
| process | time |
|---|---|
| Rotulagem antes do fechamento do molde | 1.8 seconds |
| Fixação e travamento do molde | 1.2 seconds |
| Injeção + retenção de pressão | 1.8 seconds |
| Cooling time | 5.5 seconds |
| Mold opening | 0.8 seconds |
| Remover produto + rótulo juntos | 0.9 seconds |
| total cycle | 12.0 seconds |
Dificuldades no posicionamento das etiquetas: As etiquetas das 6 cavidades devem cobrir com precisão a área de marca do corpo do cano e não podem ser deformadas. A solução é projetar pequenos orifícios de adsorção a vácuo nas posições correspondentes da cavidade fixa do molde. A etiqueta será sugada automaticamente após ser colocada. Durante a moldagem por injeção, o fundido de PP derreterá o rótulo na superfície.
| parameter | set value | effect |
|---|---|---|
| Barrel temperature | 310℃ | Garanta a fluidez do PP e encha uma cuba de 1000ml |
| Temperatura do molde (molde móvel) | 28-32℃ | Equilibre a cristalinidade e melhore a transparência |
| Temperatura do molde (molde fixo) | 35-40℃ (when labeling) | Propício à fusão de rótulos |
| Injection pressure | 85-105 MPa | Enchimento rápido para evitar marcas de solda |
| Holding pressure | 50-65 MPa, mantendo pressão 2,0 segundos | Evite marcas de afundamento, especialmente em áreas com paredes espessas na parte inferior |
| back pressure | 8-12 MPa | Melhorar a uniformidade da plastificação |
| Temperatura da água de arrefecimento | 18-22℃ | Stable heat exchange |
| cooling water pressure | 0.55 MPa (recommended) | Taxa de fluxo garantida ≥25L/min por circuito |
Nota especial: Durante a rotulagem, devido à resistência térmica entre o rótulo (geralmente PP ou PET) e o fundido, é necessário aumentar a temperatura fixa do molde para cerca de 38°C e estender o arrefecimento por 0,5-1 segundos, caso contrário, a borda do rótulo fica propensa a "halo" ou empenamento.
Registro de operação contínua por 72 horas:
| production mode | average period | Daily output | Yield | Major bad |
|---|---|---|---|---|
| No labeling mode | 9.47 seconds | 55,200 pieces | 98.3% | Trace quantidades de rebarbas e manchas de material frio na boca do cano |
| In-mold labeling mode | 12.05 seconds | 43,200 | 96.8% | Deslocamento de etiqueta, bolha de etiqueta |
Em conjunto, os clientes podem alternar com flexibilidade de acordo com os requisitos do pedido: o chá de frutas personalizado de alta qualidade adota o modo de rotulagem e os modelos promocionais comuns adotam o rótulo sem rotulagem + rótulo retrátil externo.
Benefícios econômicos: Calculados com base em 300 dias de produção por ano e operação contínua 24 horas:
Produção anual sem etiquetagem: 16,56 milhões de peças;
Produção anual de etiquetagem: 12,96 milhões de peças.
Cada lote de rotulagem economiza cerca de 0,0107 EUR em custos de mão de obra e materiais face à rotulagem posterior, e cerca de 137 108 EUR/ano (convertido de USD com 1 USD ≈ 0,92 EUR), cobrindo o investimento adicional em moldes IML.
| Problem phenomenon | reason | solution |
|---|---|---|
| Existem marcas de solda óbvias no corpo do cano | O fluxo em 6 câmaras está desequilibrado e a velocidade de injeção é muito lenta. | Aumente a velocidade de injeção para acima de 80 mm/s e ajuste a temperatura da câmara quente de forma independente |
| In-mold label wrinkling | Adsorção a vácuo insuficiente, os rótulos ficam úmidos | Orifícios de vácuo φ0,5 mm/6 por cavidade, umidade de armazenamento <50% |
| A boca do cano é oval quando ejetada | Arrefecimento irregular e força de ejeção excessiva | Canal de água de arrefecimento otimizado, 8 pinos ejetores de φ6mm são dispersos e ejetados |
Através de alta contagem de cavidades de 6 cavidades, arrefecimento conformal otimizado e controle de tempo preciso, o molde de balde de frutas 119-1000 alcançou com sucesso uma produção estável de 9,5 segundos sem etiquetagem e 12 segundos com etiquetagem no molde, com uma produção diária máxima de 55.200 peças. Este caso prova:
Recipientes de grande volume e paredes finas (1000ml, espessura de parede 0,8-1,2mm) podem atingir um ciclo de produção próximo ao de copos pequenos por meio de moldes de alta cavidade;
A rotulagem no molde aumenta o tempo de ciclo em cerca de 25%, mas o custo geral é menor e o valor agregado do produto aumenta;
Arrefecimento conformado + água de arrefecimento de baixa temperatura é a chave para alta eficiência. Controlar a temperatura do molde abaixo de 30°C pode reduzir o tempo de arrefecimento em mais de 15%.
No futuro, com o aumento da velocidade dos manipuladores automatizados (como robôs colaborativos de seis eixos) e a aplicação de sistemas de troca rápida de moldes, espera-se que o ciclo de rotulagem seja comprimido para 10,5 segundos, e o ciclo de não rotulagem será de 8 segundos, aproximando o custo de produção de um balde de frutas de 1000ml do nível de um copo de 500ml.
Este caso foi aplicado com sucesso a três fornecedores líderes de materiais de embalagem de chá na China e exportado para o mercado do Sudeste Asiático, fornecendo um modelo técnico reutilizável para o design de moldes de grandes baldes de chá de frutas.
| project | No labeling | In-mold labeling |
|---|---|---|
| cycle | 9.5 seconds | 12.0 seconds |
| Daily output | 54,500 pieces | 43,200 |
| Temperatura do molde (molde fixo) | 30℃ | 38℃ |
| Cooling time | 4.5 seconds | 5.5 seconds |
| Yield | 98.3% | 96.8% |
Nota: A produção real é afetada pela estabilidade da máquina de moldagem por injeção, temperatura ambiente e lotes de matéria-prima. Recomenda-se realizar o projeto de teste DOE antes da primeira produção em massa.