* Valor indicativo convertido do original em USD (1 USD ≈ 0,92 EUR).
Entre os acessórios descartáveis para xícaras de chá de bolhas e xícaras de chá de frutas, a tampa em forma de cúpula se tornou um dos consumíveis mais utilizados porque empilha bem, veda de maneira confiável e facilita a inserção do canudo. Ao mesmo tempo, as tampas abauladas são produtos de baixa margem e alto volume. Como reduzir o custo unitário para apenas alguns centavos e ao mesmo tempo manter a qualidade é o principal desafio tanto para o projeto de moldes quanto para a produção de moldagem por injeção.
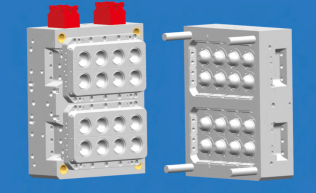
Este artigo usa um molde de tampa abaulada com aro de 90 mm como exemplo para explicar como uma solução de câmara quente com válvula de 16 cavidades atinge um ciclo de 7 segundos e uma produção diária de 197.000 peças, ao mesmo tempo que divide o controle de custos em investimento em molde, uso de energia, mão de obra, matérias-primas e manutenção.
Esta tampa abobadada normalmente é combinada com uma xícara de chá com bolhas de 90 mm de diâmetro ou uma xícara de chá de frutas. Os requisitos do produto são:
O topo arqueado tem uma certa curvatura, facilitando o empilhamento sem grudar;
A fivela da borda se ajusta perfeitamente à boca do copo, mas a força de abertura é ≤15N;
Sem rotulagem, geralmente PP branco, preto ou transparente;
O preço é extremamente sensível. O preço à saída da fábrica de uma única peça está geralmente entre 0,10 e 0,0217 dólares, e o lucro é medido em cêntimos.
Meta do cliente: produção contínua 24 horas por dia, com produção diária de aproximadamente 197 mil peças. Calculado com base em um molde de 16 cavidades, o ciclo necessário ocorre em 7,2 segundos. No final, o período estável real atingiu 7,0 segundos, e a produção diária foi de 197 mil peças, próximo ao pico teórico.
| project | parameter |
|---|---|
| Mold name | 90-port arch cover mold |
| Número de cavidades de moldagem | 16 cavidades (arranjo 4×4) |
| Mold size | 650×850×530 mm |
| Adequado para máquinas de moldagem por injeção | 420 tons clamping force |
| Product material | PP (temperatura de fusão 310°C) |
| Molding cycle | 7.0 seconds |
| Daily output | About 197,000 |
O layout de 16 cavidades aproveita ao máximo o tamanho do modelo da máquina 420T. A área projetada de cavidade única é de cerca de 28cm², a área total projetada é de cerca de 450cm² e o fator de segurança da força de fixação é de 1,5 vezes, o que não só garante que o molde não se expanda, mas também evita o desperdício de consumo de energia de uma grande carroça puxada por cavalos.
Este molde utiliza um bico de válvula agulha de câmara quente completa, com um total de 16 válvulas agulha independentes, cada bico correspondendo a uma cavidade. Em comparação com a canal frio ou a câmara quente aberta, as vantagens de custo trazidas pela solução de válvula agulha são refletidas em:
| project | cold runner | Open hot runner | Câmara quente com válvula de agulha (neste caso) |
|---|---|---|---|
| Peso/cavidade da cabeça do material | 2.5g | 0.5g | 0g |
| Return material loss | about 15% | about 3% | 0% |
| Gate marks | Need to be cut off | There is brushing | Suave, sem necessidade de pós-processamento |
| Labor cost | High (cut gate) | Medium (Clean brushing) | extremely low |
Contabilidade de custos: O peso líquido de cada tampa de cúpula é de cerca de 9,5g, a carga de material de cada cavidade da solução de canal frio é de cerca de 2,5g e a taxa de utilização de matéria-prima é de apenas 79%. Calculado com base no custo da matéria-prima PP de US$ 1.157,52/tonelada, o custo do desperdício de matéria-prima por 10.000 produtos é:
Câmara fria: 25kg de matéria-prima desperdiçada → US$ 28,94/10.000 peças
Câmara quente com válvula de agulha: desperdício 0 → US$ 0/10.000 peças
Com uma produção diária de 197.000 peças, o custo diário de matéria-prima é economizado em cerca de US$ 57,01 e a economia anual é de cerca de US$ 17.073,38 (com base em 300 dias). O investimento único do sistema de válvula agulha de 16 cavidades é de cerca de 60.000 a US$ 11.575,17, que pode ser recuperado em meio ano.
Como a tampa do arco não envolve rotulagem no molde, não há necessidade de adsorção a vácuo, posicionamento de etiqueta e outros mecanismos, e a estrutura do molde é bastante simplificada:
Elimine o orifício de adsorção da etiqueta e a passagem de ar no lado fixo do molde;
Economize o tempo de espera da etiquetagem do robô (2-3 segundos);
O sistema de ejeção requer apenas uma placa de pressão convencional ou um pino de ejeção.
Isso encurta diretamente o ciclo para 7 segundos (a rotulagem das tampas geralmente leva de 10 a 12 segundos) e reduz os custos de processamento do molde em cerca de 15%.
| action | time (seconds) | illustrate |
|---|---|---|
| Mold clamping | 0.6 | Fixação de moldes de alta velocidade e baixa pressão |
| Injeção + retenção de pressão | 1.2 | A válvula de agulha abre sequencialmente para reduzir o estresse |
| cool down | 3.5 | O tempo central determina o ciclo |
| Mold opening | 0.5 | Quick mold opening |
| Ejeção + captação do robô | 1.2 | 16 produtos são ejetados ao mesmo tempo |
| total | 7.0 | - |
O tempo de arrefecimento é responsável por 50% do ciclo total. Para arrefecimento por compressão, o molde usa arrefecimento de água de alta pressão (0,55Mpa, 18-22°C) combinado com canais de água anulares adaptáveis para reduzir a parte mais espessa da tampa da cúpula (posição de fivela de cerca de 1,5 mm) à temperatura de desmoldagem (cerca de 60°C) dentro de 3,5 segundos.
A máquina de moldagem por injeção é acionada por um servo motor 420T e o consumo real de energia por molde é de cerca de 0,22 kWh (incluindo secagem, controlador de temperatura do molde e robô). Calculado com base em um período de 7 segundos:
Aproximadamente 514 ciclos por hora (3600÷7)
Consumo de energia por hora: 514 × 0,22 ≈ 113 kWh
Calculado em US$ 0,116 por quilowatt-hora: US$ 13,08/hora
Conta de eletricidade para um único produto: 90,4 ÷ (514×16) ≈ US$ 0,0016/unidade
Se uma máquina injetora tradicional com motor assíncrono for usada, a conta de eletricidade de uma única máquina será de cerca de US$ 0,0026, enquanto o modelo servo economiza cerca de US$ 5.932,28 em contas de eletricidade por ano.
Usando PP homopolímero (como HP500N ou marcas similares), o índice de fusão é de cerca de 12-15g/10min, levando em consideração tanto a fluidez quanto a tenacidade. O peso líquido de cada cúpula é de 9,5g (incluindo fivelas e cúpula). O preço da matéria-prima é calculado com base em US$ 1.157,52/ton:
Custo de matéria-prima única: 0,0095 kg × US$ 1,16/kg = US$ 0,011
Custo diário da matéria-prima: 197.000 × 0,076 ≈ $ 2.166,29
Custo anual da matéria-prima: aproximadamente US$ 649.656,61 (300 dias)
O sistema de válvula agulha não tem desperdício de materiais devolvidos e é a primeira linha de defesa para controle de custos de matéria-prima. Ao mesmo tempo, o controle de circuito fechado é usado para manter o volume de injeção de cada cavidade consistente (desvio de peso ±0,1g) para evitar o desperdício de múltiplas injeções.
A taxa real de rendimento operacional é de 98,5%, e os principais defeitos são:
| bad type | Proportion |
|---|---|
| A fivela está com falta de material | 0.7% |
| Flying edge | 0.5% |
| Shrink marks | 0.3% |
Cada melhoria de 1% na taxa de rendimento reduz os resíduos em 1.970 peças por dia, economiza cerca de 18,7 kg de matérias-primas (no valor de US$ 21,7) e economiza US$ 6.511 anualmente. Por este motivo, o processo implementa rigorosamente a pesagem a cada 2 horas para garantir que o peso de cada cavidade seja estável.
O molde de 16 cavidades está equipado com um manipulador de alta velocidade (tempo de coleta ≤ 1,2 segundos). Após a ejeção, o produto cai diretamente na correia transportadora e é transportado para a máquina automática de empilhamento e embalagem. Cada operador em toda a oficina de moldagem por injeção pode supervisionar 6 máquinas de moldagem por injeção do mesmo tipo (incluindo tampas de arco, corpos de copos, etc.).
Custo de mão de obra: $ 1.157,52/mês/pessoa, cada pessoa assiste 6 estações → o custo de mão de obra de cada estação é de cerca de $ 192,87/mês
Produção diária de 197.000 peças → Custo de mão de obra por peça: 1.333 ÷ (197.000 × 30) ≈ US$ 0/peça
Quase insignificante. Se a coleta semiautomática ou manual for usada, o custo de mão de obra por unidade aumentará para 0,01 a US$ 0,0029, tornando completamente impossível sobreviver no mercado de preços baixos.
A câmara quente com válvula agulha de 16 cavidades tem requisitos de manutenção mais elevados, mas o custo é controlado através das seguintes medidas:
Limpe a agulha da válvula agulha a cada 100.000 moldes (cerca de 5 dias) para evitar que fique presa;
Substitua o anel de vedação da agulha da válvula a cada 500.000 ciclos de molde;
As buchas do portão são retificadas a cada 2 milhões de ciclos de molde.
Após a conversão: o custo de manutenção do molde é de cerca de US$ 0,0001/peça, e o custo de manutenção anual é de cerca de US$ 6.800,41 (com base em uma produção anual de 59 milhões de peças).
Tomemos como exemplo uma única tampa de cúpula de 90 portas (material PP, 9,5 g, sem etiqueta, câmara quente de 16 cavidades):
* Valores em EUR convertidos de USD com taxa de referência 1 USD ≈ 0,92 EUR.
| Item de custo | Valor (EUR/pc)* | Proporção |
|---|---|---|
| Matéria-prima (PP, ≈1 064,92 EUR/t) | 0,0700 | 85,4% |
| Eletricidade (servo 420T) | 0,0101 | 12,4% |
| Mão de obra (automatizada) | 0,0002 | 0,3% |
| Manutenção do molde | 0,0007 | 0,9% |
| Depreciação da fábrica e outros | 0,0009 | 1,0% |
| Total | 0,0819 | 100% |
O custo total por unidade é de cerca de US$ 0,0129, enquanto o preço de mercado é de cerca de 0,10 a US$ 0,0174 e a margem de lucro bruto é de cerca de 10 a 25%. Para produtos de alto volume, esta é uma margem de lucro mais saudável. Se uma canal frio (o custo da matéria-prima sobe para US$ 0,0136) ou um motor não servo (o custo da eletricidade sobe para US$ 0,0026) for usado, o custo será próximo a US$ 0,0156 e o lucro será basicamente consumido.
| Fenómeno | Causa | Solução |
|---|---|---|
| Marcas de afundamento aparecem na posição da fivela | Manutenção de pressão insuficiente e arrefecimento irregular | Aumente o arrefecimento local e estenda o tempo de retenção para 1,2 segundos |
| A válvula de agulha não está bem fechada e ocorre encordoamento. | Pressão de ar insuficiente, fechamento atrasado | Verifique a pressão do ar ≥0,6Mpa, ajuste o atraso de fechamento para 0,05 segundos |
| O peso de 16 cavidades é inconsistente | A temperatura da câmara quente é irregular e o bico está entupido. | Ajuste de forma independente a temperatura do bico e limpe o filtro regularmente |
A solução de válvula agulha de câmara quente de 16 cavidades para o molde de cobertura de arco de 90 portas alcançou uma produção diária de 197.000 peças em um ciclo de 7 segundos, e o custo abrangente de uma única peça caiu para US$ 0,0129, mantendo com sucesso a competitividade no mercado de baixo lucro. A experiência central pode ser resumida como:
A câmara quente com válvula agulha é a primeira alavanca para redução de custos - eliminando o cabeçote do material, a taxa de utilização da matéria-prima é de 100% e o investimento pode ser recuperado em meio ano;
O alto número de cavidades (16 cavidades) combinado com a grande tonelagem (420T) maximiza a capacidade de produção unitária e reduz os custos compartilhados;
Máquina servoinjetora + coleta automatizada de peças reduz os custos de eletricidade e mão de obra a níveis extremamente baixos;
O ciclo de 7 segundos depende de arrefecimento eficiente (água de alta pressão de 18 a 22°C + curso de água conformado). Cada redução de 0,5 segundo no tempo de arrefecimento aumenta a produção diária em aproximadamente 28.000 peças;
Cada melhoria de 1% na taxa de rendimento economiza entre 40.000 e US$ 7.234,48 anualmente. Gestão detalhada é lucro.
No futuro, à medida que os moldes de cúpula de 48 ou mesmo 64 cavidades amadurecem, espera-se que o ciclo ocorra em 5 segundos e o custo de uma única peça cairá ainda mais para menos de US$ 0,0101. No entanto, a solução de 16 cavidades neste caso ainda é a solução ideal em termos de ponto de equilíbrio de retorno de investimento - investimento moderado, manutenção simples e alta estabilidade, e é adequada para a maioria das empresas de moldagem por injeção.
| Parâmetro | Valor |
|---|---|
| Número de cavidades | 16 |
| Ciclo | 7,0 s |
| Produção diária | 197 000 peças |
| Peso líquido por peça | 9,5 g |
| Custo de matéria-prima | ≈0,0101 EUR/peça* |
| Custo total | ≈0,0119 EUR/peça* |
| Rendimento | 98,5% |
| Dimensão do molde | 650×850×530 mm |
| Máquina adequada | 420T |
Nota: custos estimados com PP ≈1 064,92 EUR/t e eletricidade ≈0,107 EUR/kWh (convertidos de USD, 1 USD ≈ 0,92 EUR), referência China Oriental 2024. Ajuste aos preços locais.