No mercado de bebidas atual, a tampa de peça única com bocal para beber integrado, também chamada de tampa amarrada, tornou-se gradualmente uma escolha padrão para xícaras de chá de bolha e xícaras de frutas de nível médio a alto porque combina facilidade de beber, boa vedação e não há necessidade de canudo separado. Comparada com uma tampa abobadada comum, entretanto, a estrutura é muito mais complexa. Inclui o corpo da tampa, a tampa articulada, o bocal para beber e as nervuras de conexão, todos os quais exigem mais do projeto do molde e da moldagem por injeção. E porque ainda é um item descartável de grande volume, o controle de custos continua sendo o principal fator competitivo.
Este artigo usa um molde de tampa com aro de 90 mm como exemplo para mostrar como uma solução de câmara quente com válvula de 16 cavidades pode atingir um ciclo ultracurto de 6,5 segundos e uma produção diária de 212.000 peças. Também quebra a lógica de controle de custos nas perspectivas de matérias-primas, uso de energia, investimento em moldes, manutenção e automação.
Essas tampas com borda de 90 mm são normalmente usadas em xícaras grandes de chá ou baldes de frutas. Os requisitos do produto são:
O corpo da tampa + tampa articulada + bocal de sucção estão integrados e a tampa articulada pode ser aberta e fechada várias vezes;
As nervuras de conexão (dobradiças) têm boa flexibilidade e não quebram após dobras repetidas;
O bico e a tampa possuem boa vedação e não apresentam vazamentos quando colocados de cabeça para baixo;
Sem rotulagem, geralmente PP translúcido ou branco;
O preço é sensível, o preço à saída da fábrica de uma única peça é de cerca de 0,15 a 0,0289 dólares e a margem de lucro é limitada.
Meta do cliente: produção contínua 24 horas por dia, com produção diária de aproximadamente 212 mil peças. Calculado com base em um molde de 16 cavidades, o ciclo necessário é de 6,5 segundos. Calculado: 3.600 segundos/6,5 segundos ≈ 554 módulos/hora, 554×16=8.864 peças/hora, ×24=212.736 peças/dia, o que é consistente com o número de 212.000 PCS. Portanto, o período alvo é bloqueado por 6,5 segundos, que é mais curto que a cúpula comum (7 segundos) e o desafio é maior.
| Item | parameter |
|---|---|
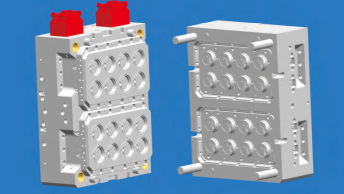
| Mold name | Molde de tampa conectado com 90 portas (tampa de peça única com bocal de sucção) |
| Número de cavidades de moldagem | 16 cavidades (arranjo 4×4) |
| Mold size | 630×820×550 mm |
| Adequado para máquinas de moldagem por injeção | 420 tons clamping force |
| Product material | PP (temperatura de fusão 310°C) |
| Molding cycle | 6.5 seconds |
| Daily output | About 212,000 |
O tamanho do molde é ligeiramente menor que o molde em cúpula (650×850×530), mas a estrutura é mais complexa porque a tampa articulada, o bocal de sucção e a dobradiça precisam ser formados. O layout de 16 cavidades é compacto e aproveita ao máximo o espaço do modelo da máquina 420T.
Devido à existência de uma tampa articulada e de um bocal de sucção, a espessura da parede da tampa conectada é distribuída de forma desigual (o bocal de sucção é mais grosso, cerca de 1,8 mm; o corpo da tampa é fino, cerca de 0,8 mm). Se uma canal frio for usada, não apenas o desperdício de material é sério, mas também é provável que ocorram desequilíbrios de enchimento e marcas de afundamento. Este molde usa um bico de válvula de agulha de câmara quente completa e 16 válvulas de agulha independentes controlam a alimentação de cola, respectivamente.
Vantagens de custo da solução de válvula agulha:
| project | cold runner | Open hot runner | Câmara quente com válvula de agulha (neste caso) |
|---|---|---|---|
| Peso/cavidade da cabeça do material | 3,2g (devido à estrutura complexa) | 0.6g | 0g |
| Return material loss | about 18% | About 3.5% | 0% |
| Gate marks | Precisa cortar, fácil de danificar a dobradiça | Há desenho, o que afeta a tampa articulada | Suave, sem pós-processamento |
| Labor cost | Alto (corte de portão + corte) | Medium (Clean brushing) | extremely low |
Contabilidade de custos: O peso líquido de cada cobertura de cabo é de aproximadamente 12,5g (incluindo corpo da cobertura, tampa articulada e bocal de sucção). A solução de canal frio tem uma carga de material de cerca de 3,2g por cavidade e a taxa de utilização de matéria-prima é de apenas 79,6%. Calculado com base na matéria-prima PP $ 1.157,52/ton:
A canal frio desperdiça matéria-prima por 10.000 peças: 3,2g×10.000=32kg → $37,04/10.000 peças
Câmara quente com válvula de agulha: US$ 0/10.000 peças
A produção diária é de 212.000 peças, economizando cerca de US$ 78,57 em custos de matéria-prima por dia e cerca de US$ 23.584,42 em economia anual (com base em 300 dias). O investimento no sistema de válvula agulha de 16 cavidades é de cerca de 70.000 a US$ 13.022,07, que pode ser recuperado em 6 meses.
A tampa da fiação não requer rotulagem no molde, o molde não requer adsorção a vácuo e mecanismos de posicionamento de etiqueta e a estrutura é relativamente simplificada. Porém, é necessária atenção especial: não são permitidos vestígios de comportas ou pinos ejetores nas áreas da tampa articulada e do bocal de sucção, portanto o ponto de entrada da cola deve ser escolhido para ficar em uma posição oculta dentro do corpo da tampa ou na borda. Neste molde, o obturador da válvula agulha é colocado dentro do corpo da tampa próximo à dobradiça, o que além de garantir o equilíbrio do enchimento, não prejudica a aparência e a vedação.
| action | time (seconds) | illustrate |
|---|---|---|
| Mold clamping | 0.5 | Fixação de moldes de alta velocidade e baixa pressão |
| Injeção + retenção de pressão | 1.3 | A válvula agulha abre sequencialmente, enchendo primeiro a tampa e depois o bocal de sucção. |
| cool down | 3.2 | Tempo central, menor que o Vault |
| Mold opening | 0.5 | Quick mold opening |
| Ejeção + captação do robô | 1.0 | 16 produtos são ejetados ao mesmo tempo para evitar que os flip-tops grudem |
| total | 6.5 | - |
Por que o tempo de arrefecimento da cobertura do cabo é menor? Embora a tampa de conexão tenha uma estrutura complexa, a espessura média da parede (cerca de 1,0 mm) é ligeiramente mais fina que a tampa da cúpula (cerca de 1,2 mm), e um circuito de arrefecimento independente é projetado no bocal de sucção, de modo que a eficiência da troca de calor é maior. A temperatura da água de arrefecimento é de 18-22 ℃, a pressão da água é de 0,55Mpa e o canal de água conformado é usado para resfriar a parte mais espessa (1,8 mm na raiz do bico) até a temperatura de desmoldagem em 3,2 segundos.
A máquina de moldagem por injeção é acionada por um servo motor 420T e o consumo real de energia por molde é de cerca de 0,21 kWh (um pouco menor que os 0,22 kWh da tampa da cúpula, porque o ciclo é mais curto e a potência de aquecimento é um pouco menor). Calculado com base em um período de 6,5 segundos:
Aproximadamente 554 ciclos por hora (3600÷6,5)
Consumo de energia por hora: 554 × 0,21 ≈ 116,3 kWh
Calculado em US$ 0,116 por quilowatt-hora: US$ 13,46/hora
Conta de eletricidade para um único produto: 93,0 ÷ (554×16) ≈ US$ 0,0015/unidade
Se um motor assíncrono tradicional for usado, a conta de eletricidade por unidade será de cerca de US$ 0,0025, e o modelo servo pode economizar cerca de US$ 6.511 em contas de eletricidade por ano.
Use copolímero PP resistente a impactos de alto fluxo (como PP K8003 ou similar), com índice de fusão de cerca de 15-20g/10min, levando em consideração a capacidade de enchimento e a flexibilidade da dobradiça. O peso líquido de cada cobertura de cabo é de 12,5g (incluindo corpo da cobertura, tampa articulada, bocal de sucção e nervuras de conexão). O preço da matéria-prima é calculado com base em US$ 1.186,46/ton (o copolímero PP é um pouco superior ao homopolímero):
Custo de matéria-prima única: 0,0125 kg × US$ 1,19/kg = US$ 0,0148
Custo diário da matéria-prima: 212.000 × 0,1025 ≈ $ 3.144,11
Custo anual da matéria-prima: aproximadamente US$ 943.376,64 (300 dias)
O sistema de válvula agulha não tem desperdício de materiais devolvidos e é a primeira linha de defesa para controle de custos de matéria-prima. Ao mesmo tempo, o controle de circuito fechado é usado para manter o volume de injeção de cada cavidade consistente (desvio de peso ±0,15g) para evitar o desperdício de múltiplas injeções.
As nervuras de conexão (dobradiças) têm apenas 0,3-0,4 mm de espessura e devem ser flexíveis, mas não quebráveis. O processo precisa ser controlado:
Velocidade de injeção: velocidade média (cerca de 60 mm/s) para evitar rasgos da dobradiça causados pelo impacto;
Temperatura do molde: A área da dobradiça é parcialmente elevada para 45-50°C (através de hastes de aquecimento independentes) para prolongar o tempo de cristalização e melhorar a flexibilidade;
Pressão de retenção: baixa pressão de retenção (30MPa) para evitar extrusão excessiva e adelgaçamento da dobradiça.
Através do controle acima, o teste de flexão da dobradiça pode atingir mais de 10.000 vezes sem quebrar, o que é muito superior ao padrão da indústria (3.000 vezes).
| bad type | Proportion |
|---|---|
| A dobradiça está faltando ou quebrada | 1.2% |
| Nozzle flashes | 0.5% |
| Cover body shrinkage | 0.5% |
A taxa real de rendimento operacional é de 97,8%. Cada aumento de 1% na taxa de rendimento reduz os resíduos em 2.120 peças por dia, economiza cerca de 26,5 kg de matérias-primas (avaliadas em US$ 31,4) e economiza US$ 9.404,83 anualmente. Por esse motivo, o processo implementa rigorosamente a pesagem a cada hora e verifica o desempenho de flexão da dobradiça a cada turno.
A tampa da fiação tem uma estrutura complexa e é fácil de prender uma na outra após ser ejetada (a tampa articulada pode prender produtos adjacentes). Solução:
Usando uma pinça de captação especial, 16 ventosas sugam o corpo da tampa separadamente para evitar interferência com a tampa articulada;
Depois que o robô coleta as peças, elas são colocadas diretamente na empilhadeira automática, empilhadas em grupos de 20 e depois transportadas para a linha de embalagem.
Cada operador pode supervisionar de 4 a 5 máquinas de moldagem por injeção do mesmo tipo (as tampas com fio recebem manutenção com mais frequência do que as tampas comuns). Custo de mão de obra: $ 1.157,52/mês/pessoa, cada pessoa assiste 4 estações → o custo de mão de obra de cada estação é de cerca de $ 289,38/mês
Custo de mão de obra por unidade: 2.000 ÷ (212.000 × 30) ≈ $ 0/unidade
Quase insignificante. Se for utilizada coleta semiautomática ou manual, o custo de mão de obra por unidade chegará a 0,02-$0,0043, perdendo completamente a competitividade.
Câmara quente com válvula de agulha de 16 cavidades + estrutura de dobradiça complexa, altos requisitos de manutenção:
Limpe a válvula agulha a cada 80.000 ciclos de molde (cerca de 3 dias) para evitar que ela fique presa;
Substitua o anel de vedação da agulha da válvula e a inserção da dobradiça a cada 300.000 moldes;
Esmerilhe as buchas do portão e inspecione a área da dobradiça quanto a desgaste a cada 1 milhão de ciclos de molde.
Após a conversão: o custo de manutenção do molde é de cerca de US$ 0,0002/peça, e o custo de manutenção anual é de cerca de US$ 10.996,41 (com base em uma produção anual de 63,6 milhões de peças). Um pouco mais alto que a cobertura de arco comum (US$ 0,0001), mas muito mais baixo que o custo do corte manual da solução de canal frio.
* Valores da coluna «Valor (EUR/pc)» convertidos de USD com taxa de referência 1 USD ≈ 0,92 EUR, alinhados com a tabela equivalente em inglês.
| Item de custo | Valor (EUR/pc)* | Proporção |
|---|---|---|
| Matéria-prima (PP copolímero, ≈1 091,54 EUR/t) | 0,0943 | 86,5% |
| Eletricidade (servo 420T) | 0,0097 | 8,9% |
| Mão de obra (automatizada) | 0,0003 | 0,3% |
| Manutenção do molde | 0,0011 | 1,0% |
| Depreciação da fábrica e outros | 0,0032 | 3,0% |
| Total | 0,1086 | 100% |
O custo total por unidade é de cerca de US$ 0,0171, enquanto o preço de mercado é de cerca de 0,15 a US$ 0,0289 e a margem de lucro bruto é de cerca de 21 a 41%. Em comparação com as tampas de arco comuns (custo de US$ 0,0129, preço de venda de 0,10 a US$ 0,0174), embora o custo da cobertura de conexão seja maior, o preço também é mais alto, o valor agregado é maior e a margem de lucro é mais considerável.
Se for adotada uma solução de canal frio (o custo da matéria-prima sobe para US$ 0,0181) ou um motor não-servo (o custo da eletricidade sobe para US$ 0,0025), o custo será próximo de US$ 0,021 e os lucros serão severamente comprimidos. Portanto, a câmara quente com válvula agulha + máquina de moldagem por injeção servo é a configuração padrão para a produção de tampas conectadas.
| Fenómeno | Causa | Solução |
|---|---|---|
| Broken hinge | Tenacidade do material e concentração de tensão insuficientes | Use PP de alto impacto, adicione ranhuras de dobradiça dinâmicas e reduza a velocidade de injeção |
| O bocal e a tampa estão vazando quando combinados | Flash, marcas de afundamento, arrefecimento irregular | Adicione um curso de água independente, estenda a retenção de pressão e realize testes de estanqueidade ao ar |
| O peso de 16 cavidades é inconsistente | Temperatura irregular da câmara quente e bico entupido | Ajuste independente de temperatura, limpeza regular do filtro e controle de diferença de peso ≤0,2g |
A solução de válvula agulha de câmara quente de 16 cavidades para o molde de tampa em linha de 90 portas atinge uma produção diária de 212.000 peças em um ciclo de 6,5 segundos, e o custo total de uma única peça é reduzido para US$ 0,0171, alcançando excelentes efeitos de controle de custos em produtos estruturais complexos. A experiência central pode ser resumida como:
A câmara quente com válvula agulha é o núcleo da redução de custos para estruturas complexas - ela elimina o cabeçote do material e atinge 100% de utilização da matéria-prima. É especialmente adequado para produtos com múltiplas cavidades e matérias-primas de alto valor;
O ciclo ultracurto de 6,5 segundos depende da estratégia combinada de alta temperatura local na área da dobradiça e forte arrefecimento na área de paredes espessas, quebrando o pensamento inercial de que “quanto mais complexa a estrutura, mais longo o ciclo”;
A máquina de moldagem por injeção servo + coleta e empilhamento automáticos reduzem os custos de eletricidade e mão de obra a um nível extremamente baixo, com uma única conta de luz de apenas US$ 0,0015 e mão de obra de US$ 0;
A moldagem de dobradiças é um equilíbrio entre tecnologia e custo - cada redução de 1% na taxa de quebra de dobradiças pode economizar de 60.000 a US$ 11.575,17 anualmente;
Cada melhoria de 1% na taxa de rendimento economiza US$ 9.404,83 anualmente. Gestão detalhada é lucro.
No futuro, à medida que os moldes de cobertura de conexão de 24 ou mesmo 32 cavidades amadurecem, espera-se que o ciclo ocorra em 5 segundos e o custo de uma única peça cairá ainda mais para menos de US$ 0,0145. No entanto, a solução de 16 cavidades neste caso ainda é a solução ideal em termos de ponto de equilíbrio de retorno do investimento - o investimento é moderado (cerca de 250.000 a US$ 43.406,9 para o molde), a manutenção é controlável e a estabilidade é alta. É adequado para a maioria das empresas de moldagem por injeção entrarem no mercado de tampas de chá de médio a alto padrão.
| Parâmetro | Valor |
|---|---|
| Número de cavidades | 16 |
| Ciclo | 6,5 s |
| Produção diária | 212 000 peças |
| Peso líquido por peça | 12,5 g |
| Custo de matéria-prima | ≈0,0136 EUR/peça* |
| Custo total | ≈0,0157 EUR/peça* |
| Rendimento | 97,8% |
| Dimensão do molde | 630×820×550mm |
| Máquina adequada | 420T |
| Vida útil em flexão da dobradiça | ≥10 000 ciclos |
Nota: custos estimados a partir de PP copolímero ≈1 091,54 EUR/t e eletricidade industrial ≈0,107 EUR/kWh (convertidos de USD com 1 USD ≈ 0,92 EUR), e níveis salariais referência China Oriental 2024. Ajuste aos preços locais reais.