Na embalagem de bens de grande consumo, o débito, a vida do molde e o custo por peça decidem o sucesso. Em outubro de 2024, a H T Mould apresentou um molde multicavidade a quente de 8 cavidades para copos de bubble tea de 650 ml na feira internacional de plásticos de Jacarta. A ferramenta corre a 6 s sem rotulagem em máquinas classe 400T e ultrapassou 5 milhões de moldagens em campo. Este artigo resume a lógica técnica e económica.

O molde visa o mercado de take-away de chá com leite do Sudeste Asiático. Requisitos:
Molde de copo multicavidade 8 cavidades entregue — dados principais:
| Item | Valor |
|---|---|
| Cavidades | 8 |
| Ciclo | 6 s |
| Dimensão do molde | 650×980×560 mm |
| Classe de prensa | 400T–420T |
| Temperatura do fundido PP | 310℃ |
| Temperatura da água de arrefecimento | 16–20℃ |
| Pressão da água de arrefecimento | 0,5–0,6 MPa |
| Vida garantida | 3 milhões de moldagens |
| Vida típica (com manutenção) | 5–6 milhões de moldagens |
Sem rotulagem, o copo de 650 ml é uma peça de parede fina de profundidade média. O limite impõem o arrefecimento e o movimento do molde.
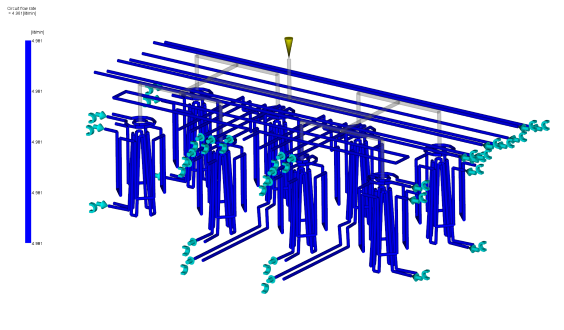
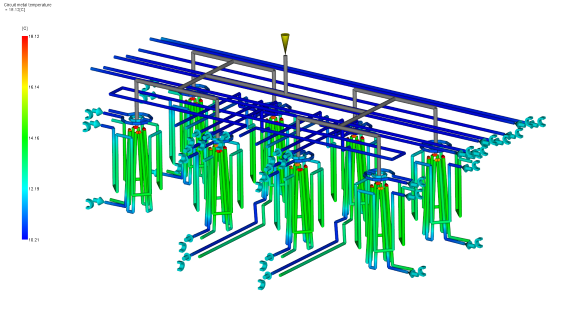
Arrefecimento conforme: canais 3D seguem a parede do copo para remoção uniforme de calor. Temperatura medida à extração ≤45℃ — sem segunda estação de arrefecimento.
Água a pressão elevada: A 0,5–0,6 MPa e 16–20℃, o caudal é ~30% superior, melhorando a transferência de calor.
Ejeção rápida com assistência a ar: evita vácuo na desmoldagem; ejeção em ~0,6 s.
Aço: S136 importado, HRC 52–54, com tratamento criogénico para reduzir austenita remanescente.
Peças em movimento: pinos de ejeção, corrediças, colunas-guia em liga anti-desgaste + DLC — atrito ~60% inferior.
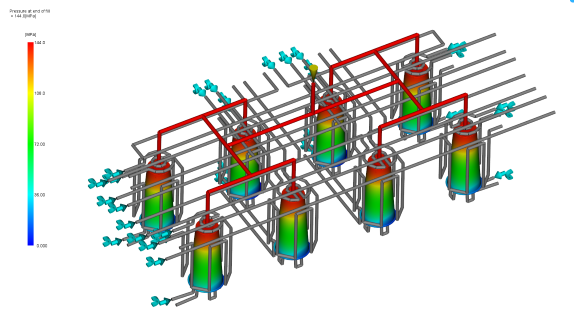
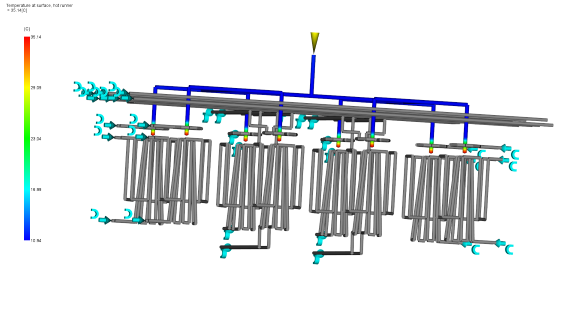
Hot runner: válvulas multiponto, temperatura dentro de ±1℃, evitando «cold slugs» e sobrecarga local.

A água da fábrica corre frequentemente quente (16–20℃ já é água «fria»; alguns locais ~28℃). Maior diâmetro de canal e circuitos em paralelo mantêm a superfície do molde a 32–36℃ para que o tempo de cristalização não se prolongue.
Objetivo 90 000 pcs/dia (24 h):
Valores em USD na tabela original expressos em EUR (1 USD ≈ 0,92 EUR) na linha de amortização.
| Comparação | 4 cavidades | 8 cavidades |
|---|---|---|
| Ciclo | 5,5 s | 6 s |
| Produção diária teórica | ~62 000 | ~115 000 |
| Produção diária real (85% utilização) | ~53 000 | ~98 000 |
| Prensas necessárias | 2 | 1 |
| Investimento em equipamento | 2× 400T | 1× 400T |
| Investimento em moldes | 2 ferramentas | 1 ferramenta |
| Mão de obra (1 por prensa) | 2/turno | 1/turno |
| Energia por peça | referência +35% | referência |
| Amortização do molde (5M moldagens) | 0,00120 EUR/pc por M moldagens (0,0013 USD) | 0,00064 EUR/pc por M moldagens (0,0007 USD) |
Conclusão:
Embora o ciclo de 8 cavidades seja 0,5 s mais longo que o de 4 cavidades, a produção por máquina sobe ~85% e o custo global por peça desce ~28–32%. Para procura acima de ~80k/dia, 8 cavidades é o ponto ótimo económico.

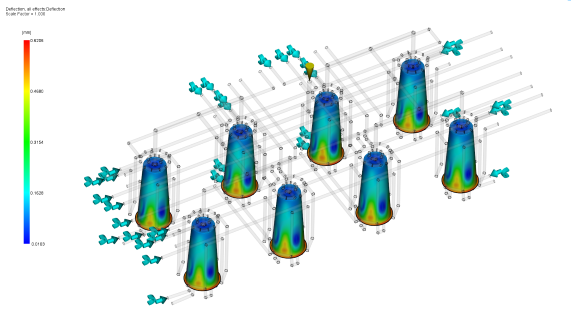
Outubro de 2024: o molde correu em vivo numa injetora 420T local durante 4 dias, 10 h/dia, ~190k copos, zero paragens. Espessura de parede amostrada dispersão ≤0,03 mm, redondez do bordo ≤0,15 mm — adequado a empilhamento e fita de vedação da tampa.
Vários empacotadores da Indonésia, Filipinas e Malásia assinaram LOI para três moldes idênticos no local.
Para atingir 5–6 milhões de moldagens:
Nota: Se a percentagem de refugo reintroduzido exceder ~30% ou a cor masterbatch mudar com frequência, conte com vida mais próxima de 2,5–3M moldagens.
Esta ferramenta de 8 cavidades 650 ml mostra que, com arrefecimento conforme, controlo de hot runner e conceção anti-desgaste, ciclos de 6 s e vida superior a 5M moldagens são atingíveis em prensas standard com arrefecimento tropical.
Para fábricas do Sudeste Asiático que precisam de 80–120k copos/dia, é um caminho de capital baixo e retorno rápido. O layout de arrefecimento, ejeção e escolha de aços está normalizado para adaptação rápida a copos 500 ml, 700 ml e 900 ml.
(H T Mould — moldes de embalagem multicavidade, longa vida, entrega rápida. Contacte-nos para revisão técnica ou modelação de capacidade.)