Nos copos de bubble tea, iogurte e gelado de gama alta, a rotulagem no molde (IML) tornou-se um processo mainstream para melhorar o aspeto, o reconhecimento da marca, a qualidade superficial e a facilidade de reciclagem. Em simultâneo, os moldes IML exigem muito mais do controlo do hot runner, do posicionamento da etiqueta, da purga e da estabilidade de ciclo do que os moldes convencionais.
Em abril de 2024, a H T Mould exibiu um molde IML de 8 cavidades para copo de bubble tea de 700 ml na CHINAPLAS em Xangai. O molde correu numa injetora 400T com ciclo estável de 7,6 s e produção diária média de cerca de 90 000 peças, despertando forte interesse de empresas de embalagem na China e no estrangeiro. Este artigo revê o projeto nas perspetivas técnica e de retorno do investimento.
Este molde foi concebido especificamente para copos de chá com leite de grande capacidade (700 ml) com IML. Os clientes finais são cadeias de chá no Sudeste Asiático e Médio Oriente. Requisitos centrais:
Os parâmetros centrais do molde IML 90700U 8CAV entregue pela H T Mould são os seguintes:
| Projeto | Parâmetro |
|---|---|
| Número de cavidades | 8 |
| Ciclo de moldagem | 7,6 segundos |
| Dimensão do molde | 650×980×560 mm |
| Máquina adaptável | 400T~420T |
| Temperatura do fundido PP | 310℃ |
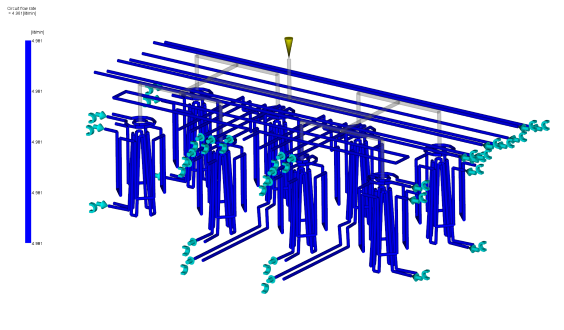
| Temperatura da água de arrefecimento | 16~20℃ |
| Pressão da água de arrefecimento | 0,5~0,6 MPa |
| Vida útil garantida | 3 milhões de ciclos |
| Vida útil real (manutenção normal) | 5 a 6 milhões de ciclos |
Face aos moldes convencionais de copo de chá com leite, os moldes IML impõem requisitos mais elevados nas quatro dimensões seguintes:
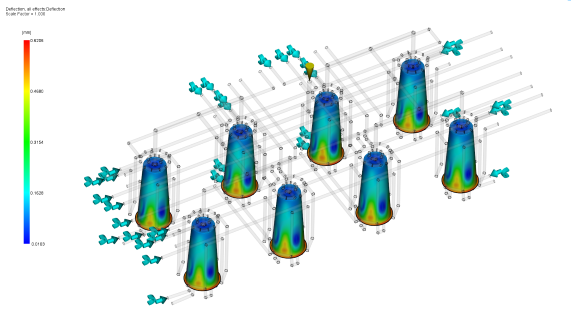
Dificuldade: o corpo do copo de 700 ml é relativamente alto e a etiqueta deve assentar na superfície curva interior da cavidade. Um pequeno desvio gera refugo.
Solução:
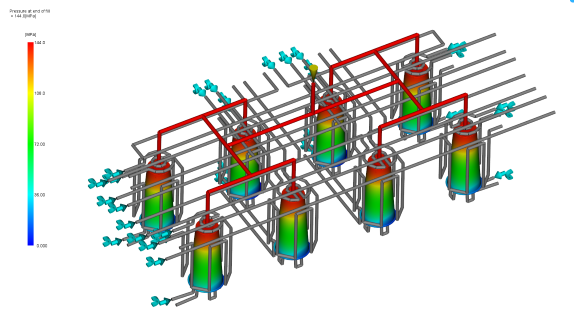
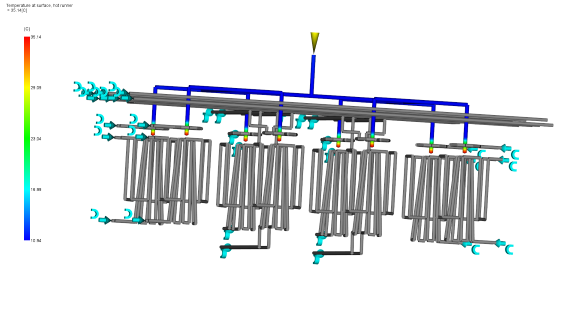
Dificuldade: a condutividade térmica na zona da etiqueta difere do aço. O frente do fundido pode contactar primeiro a etiqueta, causando material frio ou marcas de fluxo.
Solução:
Dificuldade: a área coberta pela etiqueta não pode purgar pela linha de separação clássica; o ar aprisionado provoca branqueamento local ou bolhas na etiqueta.
Solução:

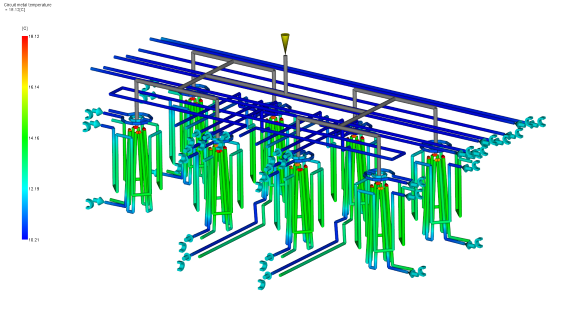
Dificuldade: o calor na zona da etiqueta (normalmente parte média do copo) não se conduz rapidamente através da etiqueta; sobrecalor local prolonga o ciclo.
Solução:
O investimento inicial em moldes IML é cerca de 30~40% superior ao de moldes comuns, mas o custo por peça global é na prática inferior. A comparação seguinte baseia-se em capacidade diária de 90 000 peças e 300 dias de produção por ano:
Valores convertidos de CNY e USD para EUR com taxas de referência: 1 CNY ≈ 0,1254059321 EUR; 1 USD ≈ 0,92 EUR.
| Item comparativo | Molde comum + rotulagem posterior | Molde IML H T Mould |
|---|---|---|
| Ciclo de moldagem | 6 s (sem rotulagem) | 7,6 s (inclui rotulagem) |
| Processo de rotulagem posterior | Necessário (manual ou máquina automática) | Desnecessário |
| Investimento em equipamento de rotulagem | Aprox. 18 811–33 279 EUR (150 000 CNY a 36 172,42 USD no original) | 0 |
| Mão de obra de rotulagem (por turno) | 2 pessoas | 0 |
| Taxa de perda de etiquetas | 3~5% (pós-rotulagem) | ≤0,8% (posicionamento no molde) |
| Custo global por peça (incl. amortização do molde) | referência | Redução 18~22% |
| Perceção de qualidade | normal | Etiqueta integrada no copo, sem bolhas nem bordas levantadas. |
Conclusão:
Embora o ciclo único do molde IML seja 1,6 s mais longo, eliminam-se custos de equipamento, mão de obra e perdas de etiqueta do processo de rotulagem independente, e o custo por peça desce. Em simultâneo, a consistência visual dos produtos IML é muito superior à da rotulagem posterior, contribuindo para prémio de marca.
Em abril de 2024 o molde foi exibido na CHINAPLAS 2024 como linha IML totalmente automática, com injetora 420T e robô IML (apanha, colocação e recolha). Funcionou continuamente 3 dias, 8 h/dia, produzindo cerca de 28 000 copos de chá com leite 700 ml IML, com zero bloqueio de etiqueta, zero desvio e zero refugo por bolhas.

O evento reuniu representantes de empresas de embalagem da Tailândia, Vietname, Índia, Turquia e Brasil. Pontos técnicos que mais interessaram:
Durante a feira, 7 clientes assinaram acordos de confidencialidade técnica e solicitaram desenhos 3D para avaliação na fábrica.

Os moldes IML têm requisitos de manutenção ligeiramente superiores aos moldes comuns. Para vida real de 5 a 6 milhões de ciclos, recomenda-se:
Diário:
Semanal:
A cada 500 000 ciclos:
A cada 2 milhões de ciclos:
⚠️ Aviso: moldes IML não devem moldar PP modificado com fibra de vidro ou alta carga mineral — acelera o desgaste da cavidade na zona da etiqueta.
O molde IML de 8 cavidades 700 ml da H T Mould atinge eficiência próxima da de moldes comuns com ciclo de 7,6 s. Com hot runner de válvulas sequenciais, posicionamento por adsorção estática e arrefecimento conforme, resolve problemas comuns do IML em peças de cavidade profunda.
Para fabricantes de copos com procura diária média de 80 000 a 120 000 peças que pretendem elevar a qualidade, esta é uma rota técnica de custo global mais baixo e competitividade de produto mais forte. A solução está normalizada e adapta-se rapidamente a formas 500 ml, 700 ml, 900 ml e 1000 ml, com elevada personalização de etiquetas.
(H T Mould — soluções de moldes para embalagem com foco em multicavidade, longa vida, IML e entrega rápida. Para consulta técnica IML ou cálculo de capacidade, contacte-nos.)