Dünnwand-Spritzgussformen: technische Herausforderungen und belastbare Engineering-Lösungen
Mit der steigenden Nachfrage nach leichteren Kunststoffprodukten ist der Dünnwand-Spritzguss zu einem wichtigen Maßstab für die Leistungsfähigkeit eines Werkzeugbauers geworden. Als Dünnwandanwendung gelten in der Regel Bauteile mit Wandstärken unter 1 mm; in anspruchsvollen Projekten sinkt die Wandstärke sogar auf rund 0,3 mm. Gegenüber dem konventionellen Spritzguss steigen dadurch die Anforderungen an Fließverhalten, Werkzeugsteifigkeit, Bearbeitungsgenauigkeit und Kühlleistung deutlich.
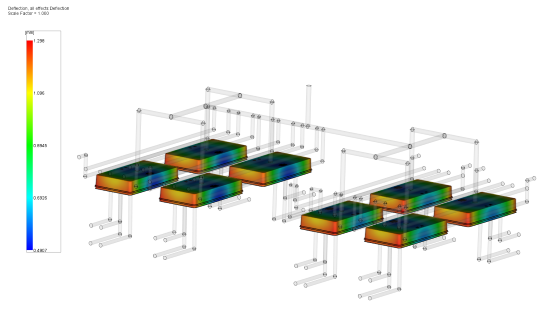
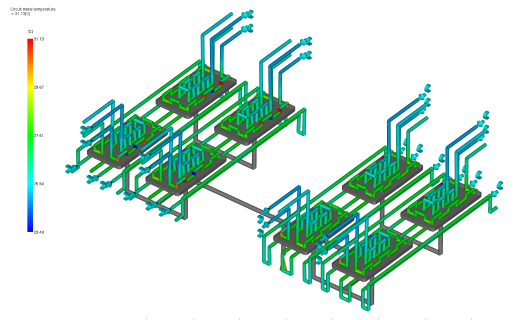
Die engen Kavitäten von Dünnwandteilen erhöhen den Fließwiderstand der Schmelze erheblich, während das Bauteil gleichzeitig schneller abkühlt. Ohne saubere Auslegung drohen Kurzschüsse, sichtbare Bindenähte oder unvollständige Füllung. Deshalb ist die Moldflow-Analyse bei uns ein zentraler Entwicklungsschritt bereits in der Konzeptphase.
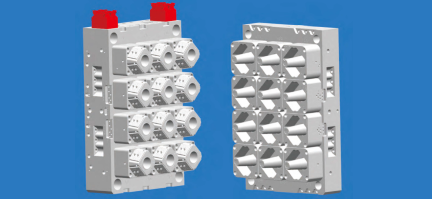
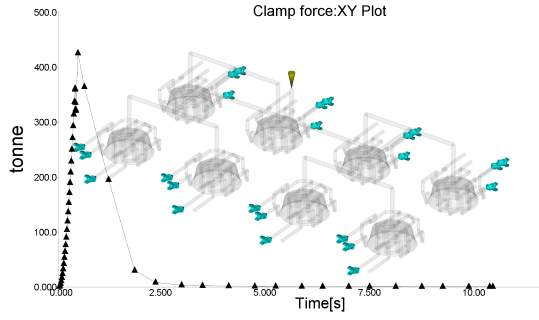
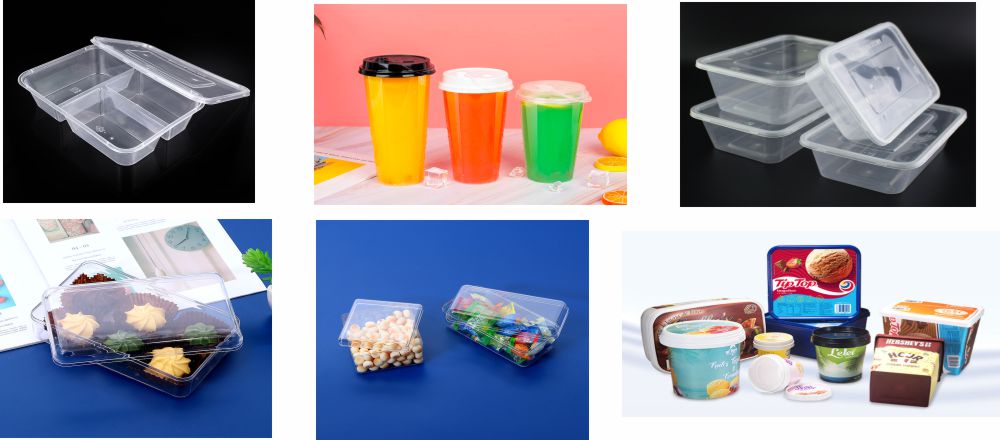
H T Mould simuliert Temperaturverlauf der Schmelzefront, Scherung, Druckfelder und erforderliche Schließkraft frühzeitig. Auf dieser Basis optimieren wir Anspritzpunkte, Verteilersysteme und Kavitätenlayout. Bei 650-ml-Dünnwandbechern und Menüschalen arbeiten wir häufig mit 8- oder 6-fach-Werkzeugen und halten Zykluszeiten stabil unter 10 Sekunden; in IML-Anwendungen sind sogar Zyklen bis 6,2 s realisierbar.

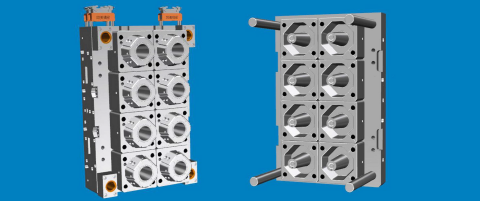
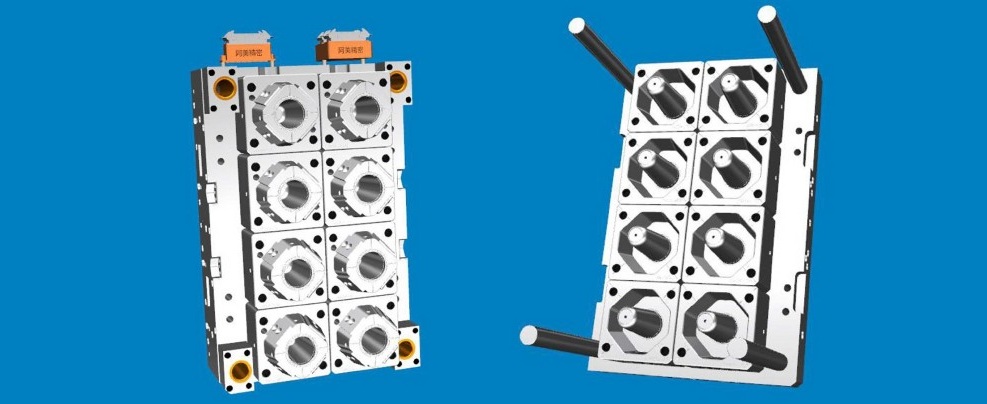
Dünnwand-Spritzguss erfordert sehr hohe Einspritzgeschwindigkeiten und Spitzendrücke, oft weit über 200 MPa. Fehlt dem Werkzeug die notwendige Steifigkeit, können Platten nachgeben, Wandstärken schwanken oder Bauteile exzentrisch werden.
H T Mould setzt deshalb auf hochfeste Werkzeugaufbauten, passend ausgelegte Stützsäulen und steife Plattenpakete. So bleibt die Verformung auch unter dynamischer Last im Mikrometerbereich. Eventuelle Exzentrizitäten gleichen wir über Angussbalance, Auswurfabstimmung und thermische Korrekturen fein aus, ohne die Produktion unnötig zu unterbrechen.
Dünnwandige Teile verlangen enge Toleranzen; selbst kleine Bearbeitungsfehler wirken sich später direkt auf Funktion, Optik und Stapelbarkeit aus. Wir nutzen hochpräzise Hochgeschwindigkeitsbearbeitung, damit Kavitäten, Kerne und Kühlkanäle die erforderliche Genauigkeit erreichen.
Bei verzugsempfindlichen Bauteilen setzen wir bereits im Design auf Vorverformungskompensation. Auf Basis der Simulation wird die Geometrie im Werkzeug gezielt angepasst, sodass das Teil nach dem Entformen in die Sollform zurückfedert. Mit diesem daten- und erfahrungsbasierten Ansatz realisieren wir stabil Produkte mit Wandstärken bis etwa 0,32 mm.

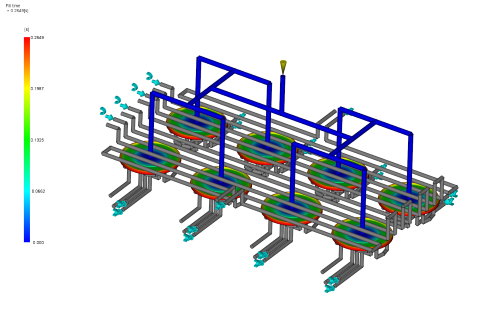
Die Zykluszeit ist der Schlüsselfaktor für die Wirtschaftlichkeit von Dünnwandanwendungen. In vielen Programmen entfallen mehr als 80 % des Zyklus auf die Kühlung. Ist die Temperaturführung zu langsam oder ungleichmäßig, verlängert sich der Zyklus und gleichzeitig steigen Verzug und Eigenspannungen.
Wir folgen dem Prinzip der konturennahen Kühlung und führen Wasser so nah wie sinnvoll an die 3D-Geometrie des Bauteils. Bei einem 8-fach-650-ml-IML-Becher konnten wir den Zyklus damit auf 6,2 s senken; 6-fach-Menüschalen liegen ebenfalls stabil unter 10 s. Sauber ausgelegte Kühlkanäle sichern also nicht nur die Qualität, sondern auch den wirtschaftlichen Output.
Die Entwicklung von Dünnwand-Spritzgussformen verbindet Rheologie, Mechanik, Thermik und Präzisionsfertigung. H T Mould kombiniert Moldflow, steife Werkzeugstrukturen, präzise Bearbeitung, Vorverformung und leistungsfähige Kühlung zu einem belastbaren Dünnwandprogramm, von stabil produzierten 0,32-mm-Wandstärken bis hin zu 6,2-s-Zyklen.
Die folgenden Praxisbeispiele zeigen reale Projekte und Serienergebnisse aus dem Produktionsalltag.