92.000 Teile pro Tag, wie man Kunden dabei hilft, mehr Geld für einen Satz Formen pro Jahr zu verdienen
H T Mould | Leitender Vertriebsingenieur
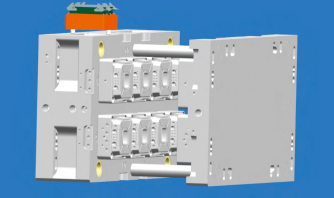
| Produkt | 56 ml dünnwandiger PP-Joghurtbecher | Formspezifikationen | 1 hat 8 Löcher, In-Mold-Labeling |
|---|---|---|---|
| Anwendbare Modelle | 400T Spritzgießmaschine | Formzyklus | 7,5 Sekunden |
| Tagesausgabe | 92000+ nur | Schimmellebenszeit | 5 Millionen Module+ |
Anfang 2023 fand uns ein bekannter Milchverpackungslieferant in Nordchina. Die ursprüngliche Produktionslinie des Kunden nutzte eine gewöhnliche Heißkanalform mit 1 von 4 Kavitäten zur Herstellung von 56-ml-Joghurtbechern mit einer täglichen Produktion von etwa 35.000 Stück. Der Spritzgusszyklus dauerte etwa 13 Sekunden, und zum zweiten Mal war eine manuelle Etikettierung erforderlich. Da sich die Bestellungen von Joghurtmarken verdoppeln, stehen Kunden vor zwei Problemen:
Der Kunde stellte einen klaren Wunsch: die tägliche Produktionskapazität mehr als zu verdoppeln, ohne die Anzahl der Spritzgießmaschinen zu erhöhen und gleichzeitig die Gesamtkosten pro tausend Becher zu senken.
Dies ist ein typisches Nachfrageszenario „dünne Wand + In-Mold-Labeling + hohe Produktion“. Wir empfehlen die ausgereifte dünnwandige 56-ml-In-Mold-Labeling-Form (IML) von HT mit 8 Kavitäten pro Auslass, einer Lebensdauer von 3 Millionen Formen und einem Zielzyklus von innerhalb von 8 Sekunden.


Nach dem eigentlichen Debugging beträgt der stabile Massenproduktionszyklus 7,5 Sekunden (die vom Kunden bereitgestellte Formflussanalyse bestätigte auch die Machbarkeit). Berechnen wir die theoretische tägliche Produktionskapazität:
Tatsächliches Kundenfeedback: Stabil bei mehr als 92.000 Teilen pro Tag und die Gesamtanlageneffizienz (OEE) liegt bei nahezu 96 %.
Hauptvorteile:
Wir versprechen, dass die Hauptstruktur nicht innerhalb von 3 Millionen Formen überholt wird. Allerdings hat der erste Satz Formen beim Kunden gemäß dem Wartungsrhythmus, bei dem der Abluftschlitz alle 100.000 Formen gereinigt und die Heißdüse/Feder/Luftauswerfer/Verschleißblock alle 1 Million Formen überprüft werden, 5,6 Millionen Formen erreicht und ist immer noch in stabiler Produktion.
Was bedeutet das für Kunden?
Der Preis eines Satzes Formen reicht fast für die Lebensdauer von zwei Sätzen. Die fortgeführten Anschaffungskosten der Formen werden direkt halbiert.
Der vom Kunden gesendete wöchentliche Produktionsbericht zeigt:
Die hohe Ausbeute reduziert direkt die Material- und Verarbeitungskosten jedes qualifizierten Produkts.


Wir haben die ursprüngliche 1-zu-4-Form des Kunden (Zyklus 13 Sekunden) mit der 8-Form (Zyklus 7,5 Sekunden) von HT1 verglichen, basierend auf der Berechnung von 92.000 qualifizierten Produkten pro Tag und 300 Tagen Jahresproduktion.
| Projekt | Alter Schimmel (1 von 4) | H T Mould (1 von 8) |
|---|---|---|
| Formpreis | Ca. 10.032 EUR | Ca. 22.573 EUR |
| Anzahl qualifizierter Becher, die von einer einzelnen Form hergestellt werden | nur 3,8 | nur 7,9 |
| Gesamtproduktion erreichte 3 Millionen Formvorgänge | 11,4 Millionen Stück | 23,7 Millionen Stück |
| Amortisation pro tausend Formen | 0,878 EUR | 0,953 EUR |
Berechnet auf der Grundlage der tatsächlichen Lebensdauer von 5 Millionen Formen: Die Amortisation pro tausend Formen beträgt nur 0,572 EUR, und allein die Amortisation der Formen spart 8.402 EUR in einem Jahr.
Die alte Form erfordert 2,63 400T-Maschinen und H T Mould benötigt nur 1 Maschine.
spart jeden Tag 264,86 EUR an Stromrechnungen, spart 79.006 EUR an Stromrechnungen in einem Jahr.
Der alte Plan erforderte 9 Personen, der neue Plan erfordert nur 3 Personen.
spart 6 Arbeitskräfte pro Jahr, spart 67.719 EUR.
In-Mold-Labeling spart 0,0004 EUR pro Einheit im Vergleich zur sekundären Etikettierung, und spart 10.409 EUR.


| Projekt | Jährliche Ersparnis (EUR) |
|---|---|
| Formamortisation (basierend auf einer Lebensdauer von 5 Millionen Formen) | 8.402 EUR |
| Stromrechnung (1,63 Einheiten gespart) | 79.006 EUR |
| Arbeit (6 Personen in der Provinz) | 67.719 EUR |
| Einsparungen im Etikettierungsprozess | 10.409 EUR |
| Gesamt | 165.536 EUR |
Ein Formensatz kostet 22.573 EUR, wodurch Kunden im ersten Jahr netto 165.536 EUR sparen können!

Kundenfeedback: Ein gewöhnlicher Formenbauer kann die Arbeit erledigen, es ist keine Auslagerung erforderlich.


Wir prahlen nicht mit „schwarzer Technik“, sondern berechnen einfach jeden Wasserweg, jeden Fingerhut und jede Temperatur bis zum Äußersten.



Wenn Sie 56-ml-Joghurtbecher, Geleebecher und Puddingbecher herstellen und derzeit immer noch 4 von 1 oder 6 von 1 produzieren, mit einem Zyklus von mehr als 10 Sekunden, sind immer noch mindestens 30 % bis 50 % Ihrer Produktionskapazität in der alten Form gesperrt.
Wechseln Sie zu einem Satz H T1-8-dünnwandiger IML-Formen und investieren Sie 22.573–27.589 EUR. Normalerweise kann die Investition durch die Einsparung von Strom-, Arbeits- und Materialkosten innerhalb von 3 bis 6 Monaten amortisiert werden, der Rest sind überschüssige Gewinne.
Wir können sogar Probeformüberprüfungsdienste anbieten: Sie senden die Rohmaterialien und Etiketten, wir lassen es einen Tag lang in der HT-Fabrik mit einer 400T-Maschine laufen und wir rufen Sie vor Ort an – 7,5 Sekunden Zyklus, 99 % Ausbeute, 92.000 Teile pro Tag, die Daten sprechen für sich.
Die Verpackungsindustrie ist längst im Zeitalter des „Kampfes um Cent“ angekommen. Jeder Becher spart 0,0001 EUR, was einem Nettogewinn von Hunderttausenden pro Jahr entspricht. Das Set aus 56-ml-Joghurtbecherformen von H T ist kein Angeberprodukt, sondern ein Produktionswerkzeug, das wir wiederholt mit Dutzenden von Kunden aufpoliert haben – seine einzige Mission besteht darin, Ihnen dabei zu helfen, mit den wenigsten Maschinen, den wenigsten Menschen und der kürzesten Zeit die besten Becher herzustellen.
92.000 Teile pro Tag, ein Zyklus von 7,5 Sekunden, beginnend mit 3 Millionen Formen.
Wenn Sie mehr Fälle erfahren oder eine Analyse der Kapitalrendite bei einem Formwechsel für Ihre bestehende Produktionslinie erhalten möchten, wenden Sie sich bitte an das Vertriebsteam von H T Mould.
Lassen Sie jedes Model Geld verdienen.
Anhang: Die Daten in diesem Artikel stammen aus den tatsächlichen Kundenfallstatistiken von H T Mould. Aufgrund unterschiedlicher Arbeitsbedingungen vor Ort unterliegen die spezifischen Ergebnisse der tatsächlichen Testform.