Eine Maschine kann 23.000 Teile pro Tag produzieren und die Kosten pro Stück werden um weitere 40 % gesenkt
Wir haben zuvor einen Satz von vier gekühlten, versiegelten Kastenformen geteilt (Tagesproduktion von ca. 9874 Stück). Die Zusammenarbeit verlief sehr erfolgreich und der Kunde fand mich schnell wieder und meinte: „Die Produktion von Kartons ist gestiegen, aber die Deckel können nicht mithalten.“
Die Anforderungen des Kunden sind klar: Die Deckelproduktion muss die der Schachtel übertreffen und die Stückkosten müssen niedriger sein, da der Endverkaufspreis des Deckels normalerweise 20–30 % niedriger ist als der der Schachtel und der Gewinn geringer ist.
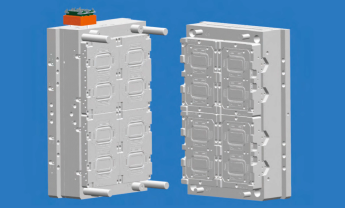
Deshalb empfahl ich ihnen die speziell für dünnwandige PP-Boxdeckel entwickelte High-Cavity-Lösung von HT – acht pro Ausgabe, 30-Sekunden-Zyklus, auch geeignet für 400T-Spritzgießmaschinen.


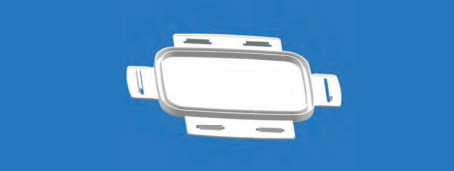
Der Deckel unterscheidet sich von der Schachtel: Der Deckel hat eine größere projizierte Fläche, aber eine dünnere Wandstärke (normalerweise 0,4–0,55 mm), was eine bessere Füllbalance und gleichmäßigere Kühlung erfordert. Dieser Satz von Formen mit acht Kavitäten kopiert nicht einfach vier Kavitäten in acht Kavitäten, sondern gestaltet das Gießsystem, den Kühlkreislauf und den Auswurfmechanismus neu.
| Projekt | Parameter | Projekt | Parameter |
|---|---|---|---|
| Anzahl der Formkavitäten | 8 CAV | Formzyklus | 30 Sekunden |
| Formgröße | 450×720×498 mm | Angepasstes Modell | 400 T |
| PP-Materialtemperatur | 310 ℃ | Kühlwassertemperatur | 18–22 ℃ |
| Kühlwasserdruck | 0,5–0,6 MPa | Massenproduktionsausbeute | 99,3 % |
| Schwierigkeiten | Problemmanifestation | H T Gegenmaßnahmen |
|---|---|---|
| Füllungleichgewicht | In der distalen Kavität fehlt Material oder sie kann nicht gefüllt werden | Symmetrischer H-förmiger Strömungskanal + Nadelventil-Heißdüse, unabhängige Zeitsteuerung |
| Warp-Verformung | Der Deckel ist uneben und dichtet schlecht | Konforme Kühlung + Zoneneinteilung der Werkzeugtemperatur, Verformung <0,12 mm |
| Schwierigkeiten beim Entformen | Dünnwandige Teile haften leicht an der Form oder haben weiße Oberseiten | Gasauswerferstift + Präzisionsauswerferstift, gleichmäßiger Auswurf |


Tagesleistung: Etwa 23.040 Stück/24h (3600÷30×8×24), tatsächlich stabil 22500-22800 Stück
Gute Produktrate: 99,3 %, stabile Produktionsfehlerrate <0,7 %
| Vergleichsartikel | Alter Plan (4-fach) | H T-Plan (einer von acht) |
|---|---|---|
| Tagesausgabe | Etwa 9100 Stück | Ungefähr 23.000 Stück |
| Kapazitätsmultiplikator | 1 mal | 2,5 mal |
| Ertrag | 97,5 % | 99,3 % |


| Projekt | Alter Plan | H T-Plan |
|---|---|---|
| Tagesleistung (Stück) | ungefähr 9100 | Ungefähr 23.000 |
| Gesamtkosten pro Einheit (EUR) | 0,092 EUR | 0,066 EUR |
| Gewinn pro Einheit (EUR) | 0,028 EUR | 0,053 EUR |
| Gesamter Tagesgewinn | 251,06 EUR | 1.217 EUR |


Wir versprechen eine Garantie von 3 Millionen Zyklen, und der Kunde hat 3,8 Millionen Zyklen durchlaufen und ist immer noch stabil. Berechnet auf 5 Millionen Formen betragen die Kosten für eine einzelne Form nur 0,0011 EUR.
| Produkt | Formlösung | Tagesausgabe | Angepasstes Modell |
|---|---|---|---|
| Gekühlte versiegelte Box | Eins von vier, 35 Sekunden | Etwa 9874 Stück | 400T |
| Versiegelter Kühlboxdeckel | Eine von acht, 30 Sekunden | Ungefähr 23.040 Stück | 400T |



Die Schachtel und der Deckel sehen aus wie zwei Formensätze, sind aber eigentlich ein mathematisches Problem.
Box: 1 von 4, 35 Sekunden; Deckel: 1 von 8, 30 Sekunden. Bei gleicher Ausstattung wird die Leistung verdoppelt und die Kosten halbiert.
H T Mould – nicht nur die Herstellung von Formen, sondern auch die Herstellung von Massenproduktionslösungen mit „der höchsten Leistung pro Quadratwerkstatt“.