Im Rahmen der kontinuierlichen Weiterentwicklung der Teeverpackungsindustrie entwickelt sich ein „multifunktionaler“ Verbindungsdeckel zu einem neuen Favoriten auf dem Markt. Die sogenannte Multifunktion bedeutet in der Regel, dass der Deckelkörper mehrere Funktionseinheiten wie Klappdeckel, Saugdüse, Belüftungsloch, Rückflussverhinderer, hängende Ohren usw. integriert, um das ultimative Benutzererlebnis von einem Becher und einem Deckel zu erreichen, ohne dass zusätzliches Zubehör erforderlich ist. Hinter der Funktionsintegration verbergen sich jedoch enorme Herausforderungen an das Formendesign und die Spritzgussprozesse – extrem dünne Wandstärken (das dünnste Teil ist nur 0,6 mm), komplexe Strukturen, hohe Maßhaltigkeitsanforderungen bei gleichzeitiger Beibehaltung der Stabilität und Kostenvorteile der Massenproduktion.
In diesem Artikel wird am Beispiel einer 90-Port-Multifunktions-Verbindungsabdeckungsform aus technischer Sicht systematisch erläutert, wie mit der 12-fach-Nadelventil-Heißdüsenlösung in einem 9-Sekunden-Zyklus eine Tagesleistung von 115.000 Stück erreicht werden kann. Ein weiterer Schwerpunkt liegt auf der Analyse der Schlüsseltechnologien Nadelventil-Zeitsteuerung, dünnwandige Füllung, Kühlsystemdesign und multifunktionales strukturintegriertes Formen.
Die multifunktionale Anschlussabdeckung mit 90 Anschlüssen wird normalerweise in hochwertigen Früchtetee-, Bubble Tea- und Kaffeetassen zum Mitnehmen verwendet. Im Vergleich zu herkömmlichen Anschlussabdeckungen kommen folgende Funktionsmodule hinzu:
Diese neuen Strukturen führen zu einer extrem ungleichmäßigen Wandstärkenverteilung des Produkts: Die Dicke des Rückflussverhinderungsventilbereichs beträgt nur 0,6 mm, die Dicke des hängenden Ohrs beträgt 1,2 mm und die Wurzel der Saugdüse erreicht 2,0 mm. Es bestehen dünne Wände (0,6 mm) und dicke Wände (2,0 mm), was extrem hohe Anforderungen an die Füllbalance, die Schrumpfungskontrolle und die Kühleffizienz stellt.
Kundenziel: 24-Stunden-Dauerproduktion, Tagesproduktion von ca. 115.000 Stück. Mit einem 12-fach-Werkzeug mit einer Zykluszeit von 9 Sekunden ist es für 420T-Spritzgießmaschinen geeignet.
| Parameter | Wert |
|---|---|
| Formenname | 90-Port-Multifunktionsanschluss-Abdeckungsform |
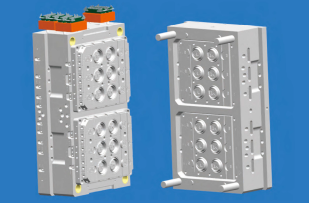
| Anzahl der Formkavitäten | 12 Kavitäten (2×6 Anordnung) |
| Formgröße | 620×1025×540 mm |
| Angepasste Maschine | 420 Tonnen Schließkraft |
| Produktmaterial | PP (Schmelztemperatur 310℃) |
| Formzyklus | 9,0 Sekunden |
| Tagesausgabe | Etwa 115.000 |
Verglichen mit der Kuppelabdeckung mit 16 Kavitäten oder der Verbindungsabdeckungsform ist das Layout mit 12 Kavitäten etwas „konservativ“. Der Grund dafür ist, dass die Multifunktionsabdeckung eine komplexe Struktur aufweist und 12 Hohlräume mehr Platz für die Anordnung von Schiebern, geneigten Dächern und unabhängigen Kühlkreisläufen lassen und gleichzeitig das Risiko einer ungleichmäßigen Befüllung verringern. Zwischen komplexer Struktur und hoher Hohlraumanzahl sind 12 Hohlräume der optimale Gleichgewichtspunkt, der durch eine Formflussanalyse bestätigt wurde.
| Frage | Kaltkanal | Heißkanal öffnen | Nadelventil-Heißkanal |
|---|---|---|---|
| Schwierigkeiten beim Füllen dünnwandiger Bereiche | Großer Druckverlust, einfacher kurzer Schuss | Das Tor lässt sich leicht zeichnen, was sich auf die dünne Wand auswirkt | Das Nadelventil steuert präzise die Öffnungszeit und gibt dem Füllen dünner Wände Vorrang. |
| Einfallstellen im dicken Wandbereich | Der Nachdruck kann nicht unabhängig gesteuert werden | Keine Ventilnadel, schlechte Druckhaltewirkung | Verzögertes Schließen der Ventilnadel im Dickwandbereich und längere Druckhaltung |
| Tormarkierungen | Nachbearbeitung erforderlich, Funktionsstruktur kann leicht beschädigt werden | Ziehrückstände, die die Dichtung beeinträchtigen | Glatt und spurlos, keine Nachbearbeitung erforderlich |
| Verschwendung von Rohstoffen | Materialrate 15-20 % | 3-5% | 0% |
Der Hauptvorteil der Nadelventil-Heißdüse besteht darin, dass jeder Anguss die Öffnungs- und Schließzeit unabhängig steuern kann, wodurch ein „sequentielles Spritzgießen“ realisiert wird und so das Füllen und die Druckhaltung unterschiedlicher Wandstärkenbereiche genau gesteuert werden.
| Ventilgruppe | entsprechender Bereich | Öffnungszeit | Schließungszeit | Zweck |
|---|---|---|---|---|
| Gruppe 1 (4) | Dünnwandiger Bereich (um das Rückflussverhindererventil und die Belüftungsöffnung) | 0,00 Sekunden (Einspritzung beginnt) | 0,5 Sekunden vor Ende der Injektion | Füllung priorisieren, um Kurzschüsse zu verhindern |
| Gruppe 2 (4 Stück) | Bereich mit mittlerer Wandstärke (Abdeckung, hängende Ohren) | 0,3 Sekunden nach Beginn der Injektion | Ende der Druckhaltephase | Balance Fill |
| Gruppe 3 (4 Stück) | Dickwandiger Bereich (Düsenwurzel, Verstärkungsrippe) | 0,6 Sekunden nach Beginn der Injektion | 0,3 Sekunden vor Ende der Druckhaltung | Verzögerte Abschaltung, vollständige Wiederauffüllung |
Wichtige Parameter: Gesamteinspritzzeit 1,5 Sekunden; Gesamtdruckhaltezeit 2,0 Sekunden (Druckhaltezeit in zwei Stufen); Das Schließen der Ventilnadel erfolgt durch Luftdruck (0,7 MPa), Reaktionszeit ≤20 ms.
Durch dieses sequentielle Spritzgießen wird der dünnwandige Bereich schnell mit niedriger Viskosität gefüllt und der dickwandige Bereich erhält im späteren Füllstadium eine ausreichende Druckhaltung. Die Einfallstellenrate wird von 4,2 % der ursprünglichen Versuchsform auf weniger als 0,5 % reduziert.
| Herausforderung | Technische Maßnahmen |
|---|---|
| Vorzeitige Einstellung | Die Zylindertemperatur wird auf 310℃ und die Formtemperatur auf 45℃ erhöht (der dünnwandige Bereich wird lokal auf 55℃ erhitzt) |
| Hochspannungsbedarf | Die Einspritzgeschwindigkeit wird auf 120 mm/s erhöht, die Obergrenze des Einspritzdrucks wird auf 180 MPa eingestellt und ein Hochdruckspeicher wird konfiguriert |
| Schweißmarkierungen | Passen Sie die Öffnungsreihenfolge des Nadelventils an und fügen Sie einen Auslassschlitz hinzu |
| Kühlzone | entsprechender Bereich | Wasserstraßentyp | Wassertemperatur | Flow |
|---|---|---|---|---|
| Bezirk 1 | Dünnwandiger Bereich (Rückflussverhinderer, Belüftungsloch) | Anpassbare Miniatur-Wasserstraße (φ4mm) | 22℃ | 8L/min |
| Zone 2 | Hauptbereich abdecken | Ringförmige Wasserstraße (φ10 mm) | 20℃ | 15L/min |
| Bezirk 3 | Dickwandiger Bereich (Düsenwurzel) | Spiralwasserweg + Brunnen | 18℃ | 20L/min |
| Zone 4 | Montageohren und Versteifungen | Gerade Wasserstraße (φ8mm) | 20℃ | 12L/min |
Diese Form realisiert das integrierte Formen von 6 Funktionseinheiten, einschließlich Rückflussverhinderer, Belüftungslöchern, Aufhängeösen und Scharnieren. Jede Struktur verfügt über ein spezielles Formverfahren, um eine zuverlässige Funktion und eine normale Lebensdauer zu gewährleisten.
| Parameter | Wert einstellen | Beschreibung |
|---|---|---|
| Fasstemperatur (hinten/mitte/vorne/Düse) | 260/290/310/310℃ | Dünne Wand erfordert hohe Temperatur |
| Formtemperatur (bewegliche Form/feste Form) | 35/45℃ | Feste Form, dünnwandiger Bereich 55℃ |
| Einspritzdruck (Spitze) | 165 MPa | Anforderungen an dünnwandige Füllungen |
| Einspritzgeschwindigkeit | 120 mm/s | Abgestufte Injektion |
| Nachdruck/Zeit | 80MPa→50MPa / 2,0 Sekunden | Zweistufige Druckhaltung |
| Abkühlzeit | 5,0 Sekunden | Gesamtzeitraum 9,0 Sekunden |
| Frage | Grund | Lösung |
|---|---|---|
| Anti-Rückflussventil-Membran klebende Form | Vakuumadsorption, Membran ist zu dünn | Gasunterstützter Auswurf hinzufügen und Wurzel anfasen |
| Atemloch verstopft | Kohlenstoffablagerung im Kern und Abbau von Rohstoffen | Regelmäßige Ultraschallreinigung, Trennmittel hinzufügen |
| 12 Hohlraumgewichte sind inkonsistent | Heißkanal-Temperaturunterschied, Ventilnadel nicht synchron | Unabhängige Temperaturregelung, kalibrierter Ventilnadelhub |
Die 12-Kavitäten-Nadelventil-Heißdüsenlösung für die 90-Port-Multifunktions-Verbindungsabdeckungsform hat eine Tagesproduktion von 115.000 Stück in einem 9-Sekunden-Zyklus erreicht und damit das Formproblem der gleichzeitig vorhandenen dünnwandigen (0,6 mm) und dickwandigen (2,0 mm) Strukturen erfolgreich gelöst. Die wichtigsten technologischen Innovationspunkte können wie folgt zusammengefasst werden:
| Projekt | Parameter |
|---|---|
| Anzahl der Kavitäten | 12 |
| Zyklus | 9,0 Sekunden |
| Tagesausgabe | 115.000 Stück |
| Einzelstück Nettogewicht | Etwa 14,0g |
| Mindestwandstärke | 0,6 mm (Rückflussverhinderer) |
| Maximale Wandstärke | 2,0 mm (Düsenwurzel) |
| Einspritzgeschwindigkeit | 120mm/s |
| Einspritzdruck | 165MPa |
| Kühlzone | Zone 4 unabhängig |
| Angepasste Maschine | 420T |
Hinweis: Die oben genannten Parameter basieren auf Messdaten des Copolymer-PP-Materials und der 420T-Servospritzgussmaschine. Bitte stimmen Sie die tatsächliche Produktion entsprechend der Rohstoffcharge und den Umgebungsbedingungen ab.