
Klicken Sie auf das Bild, um das Produktionsvideo anzusehen
Liebe Kunden, Freunde und Kollegen, hallo zusammen!
Ich bin Gong Zhang von H T Mould. Heute möchte ich Ihnen ein relativ repräsentatives Projekt vorstellen, das wir kürzlich abgeschlossen haben – Formentwicklung und Optimierung der Massenproduktion einer transparenten Schokoladenverpackungsschachtel aus PS. Diese Form übernimmt das 1-Ausgabe-8-Kavitäten-Layout. Bei dem Produkt handelt es sich um eine transparente Schokoladenverpackungsschachtel, die hohe Anforderungen an die Oberflächenbeschaffenheit, Dimensionskonsistenz und Formeffizienz stellt.
Durch dieses Projekt haben wir nicht nur die häufigen Probleme von Fließspuren und Blasen in transparenten Teilen gelöst, sondern auch gute Ergebnisse hinsichtlich der Stabilität der Massenproduktion erzielt. Im Folgenden werde ich näher auf die fünf Dimensionen der Produkteigenschaften , der Formflussanalyse, des Formendesigns, der Fehlersuche im Spritzgussprozess und der Massenproduktionsdaten eingehen.
Der Kunde muss eine quadratische Schokoladenverpackungsschachtel herstellen. Das Material ist PS (Polystyrol) . Es erfordert hohe Transparenz, keine sichtbaren Fließspuren, keine Blasen, keine Silberstreifen, gleichmäßige Wandstärke und stabile Öffnungs- und Schließmaße. Die Produktion wird voraussichtlich mehr als 500.000 Stück pro Monat betragen, daher empfehlen wir die Verwendung von 1 von 8 Heißkanal-Formlösungen, um die Effizienz zu verbessern und die Stückkosten zu senken.
PS-Material selbst hat eine gute Fließfähigkeit, seine Transparenz reagiert jedoch äußerst empfindlich auf den Prozess: Wenn die Temperatur zu hoch ist, zersetzt es sich leicht und wird gelb, während es bei zu niedriger Temperatur zu inneren Spannungen oder Fließspuren führt; Bei zu hoher Einspritzgeschwindigkeit entstehen Spritzspuren, bei zu langsamer Einspritzgeschwindigkeit sind deutliche Schweißspuren zu erkennen. Dies stellt höhere Anforderungen an die Formenkonstruktion und den Spritzgussprozess.
Vor der offiziellen Öffnung der Form haben wir mit Moldflow eine vollständige Formflussanalyse durchgeführt. Die Bilder im Anhang sind die damaligen Analyseergebnisse. Ich werde einige wichtige Punkte herausgreifen, über die ich sprechen möchte:
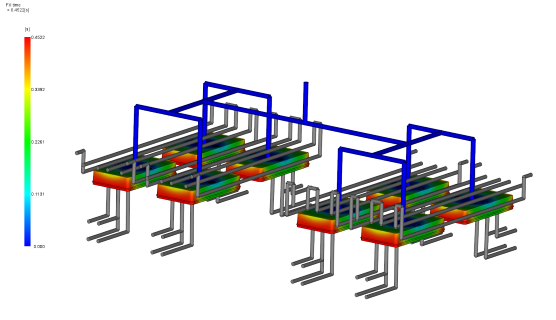
1. Füllzeitanalyse (Füllzeit = 0,4729 s)
Die Füllzeit wird auf etwa 0,47 Sekunden gesteuert, die Füllung jeder Kavität ist grundsätzlich ausgeglichen und der Unterschied zwischen der maximalen und minimalen Füllzeit wird auf 10 % kontrolliert, was ideal für eine Form mit mehreren Kavitäten mit 1 von 8 ist.
2. Formtemperaturverteilung
Gemessen an der „Metalltemperatur des Kreislaufs“ (31,7–31,9 °C) und der „Kühlmitteltemperatur des Kreislaufs“ (25,65–26,30 °C) ist der Kühlwasserpfad angemessen ausgelegt und die Temperaturdifferenz der Formoberfläche wird auf 1 °C eingestellt, was sehr wichtig ist, um Verzug und ungleichmäßiges Schrumpfen transparenter PS-Teile zu verhindern.
3. Heißkanal-Oberflächentemperatur (41,88°C)
Die Temperatur der Heißkanalspitze wird ordnungsgemäß kontrolliert, um zu verhindern, dass kaltes Material in den Formhohlraum gelangt, und um das Auftreten von Fließmarken zu reduzieren.
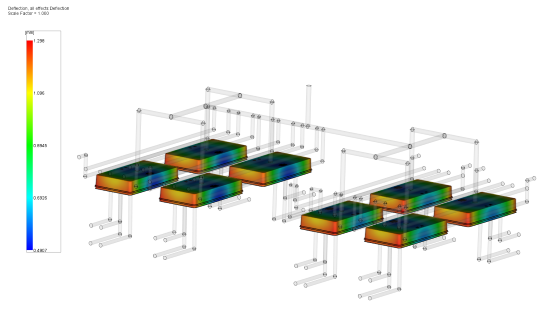
4. Warp-Verformungsanalyse(Durchbiegung 0,8945 mm → 0,4907 mm)
Der Verzug des ursprünglichen Plans war zu groß. Durch die Anpassung der Position des Kühlwasserkanals und die Optimierung der Druckhaltekurve konnten wir die endgültige Verformung auf 0,5 mm kontrollieren, um den passenden Anforderungen des Verpackungskartons gerecht zu werden.
Durch die Formflussanalyse konnten wir mindestens drei Risiken im Voraus vermeiden: ungleichmäßige Füllung, lokale Überhitzung und übermäßiger Verzug. Das ist auch der Grund, warum wir bei HT auf „Erst analysieren, dann die Form öffnen“ bestehen.
Basierend auf den Analyseergebnissen haben wir den folgenden Formplan ermittelt:

Die Massenproduktionsausrüstung ist eine Aotai-Spritzgießmaschine. Wir haben die folgenden Schlüsseleinstellungen aus den tatsächlichen Produktionsparametern des Anbaugeräts herausgesucht:
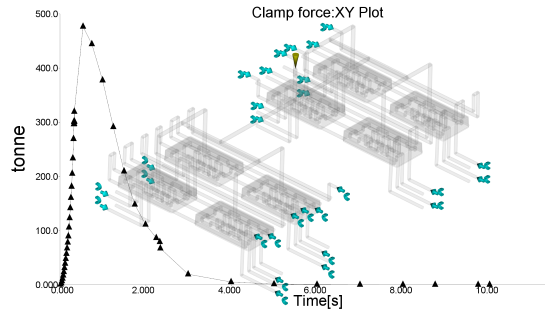
Nach den 10 aufeinanderfolgenden Produktionszyklen zu urteilen, die im Anhang aufgezeichnet sind:
| Zyklus | Füllzeit (s) | Formschließzeit (s) | Formöffnungszeit (s) | Gesamtzeitraum (e) | Durchschnittliche Einspritzgeschwindigkeit | Maximaler Einspritzdruck (bar) |
|---|---|---|---|---|---|---|
| 0-9 | 3,91~4,06 | 1,71 | 1,89~1,90 | 9.34~9.46 | 212~222 | 141~148 |
Der Anhang zeigt die Verwendung von mehrstufiger Einspritzung (P1/P2/P3):
- P1: 65 bar, 65 %
- P2: 100 bar, 70 %
- P3: 0 bar, 0%
Der „Haltemodus“ wird zum Halten des Drucks verwendet, wodurch die Schrumpfung effektiv reduziert wird.


Während der Formversuchsphase sind wir auf mehrere typische Probleme gestoßen:
Problem 1: In einigen Hohlräumen treten leichte Fließspuren auf
→ Passen Sie den Temperaturausgleich des Heißkanals an. Nach der Inspektion wurde festgestellt, dass das Heizverhältnis der Düse Nr. 2 niedrig war (9,1 %). Nach der Korrektur war die Temperatur in jeder Kavität konstant und die Fließspuren verschwanden.
Problem 2: Die Oberfläche des Produkts wird beim Entformen belastet
→ Erhöhen Sie die Anzahl der Auswürfe und optimieren Sie die Anordnung der Auswerferstifte, während Sie gleichzeitig den Endwert des Haltedrucks und die Haltekraft verringern.
Problem 3: Der Zyklus ist zu lang (mehr als 12 Sekunden)
→ Optimieren Sie den Kühlwasserfluss, reduzieren Sie die Kühlzeit von 4,5 Sekunden auf 3 Sekunden und passen Sie die Kurve der Formöffnungsgeschwindigkeit an (siehe „Startgeschwindigkeitsrampe / Endgeschwindigkeitsrampe“ im Anhang), sodass sich der Zyklus bei 9,4 Sekunden stabilisiert.
Derzeit läuft dieser Formensatz seit mehr als 12.000 Zyklen stabil, jede Form hat 8 Kavitäten und die Ausbeute ist von 98,5 % in der Anfangsphase des Formversuchs auf 99,8 % gestiegen. Die Hauptergebnisse lauten wie folgt:
| Produktionskapazitätsindex | Wert |
|---|---|
| Formzyklus | 9,4 Sekunden/Modus |
| Stückzahl pro Modul | 8 Stück |
| Theoretische maximale tägliche Produktionskapazität (24 Stunden) | Ungefähr 73.500 Stück |
| Tatsächliche tägliche Produktionskapazität (85 % Effizienz) | Ungefähr 62.000 Stück |
| Ertrag | 99,8 % |
Das Aussehen der transparenten Teile hat die vollständige Inspektion des Kunden bestanden, ohne Fließspuren, Blasen oder Silberstreifen. Die Größe CPK erreicht 1,33 oder mehr und erfüllt damit vollständig die Anforderungen an die Anpassung der Verpackungskartons.
Kundenfeedback ergab, dass die Stabilität und Transparenzleistung die Erwartungen übertrafen. Die Kombination aus einer einzelnen Formausgabe von 8 Teilen und einem schnellen Zyklus von 9,4 Sekunden hat die Kosten für ein einzelnes Teil erheblich gesenkt. Ein zweiter Satz der gleichen Formauftragsart wurde hinzugefügt.
Durch dieses Projekt haben wir mehrere Punkte zu PS transparenter Mehrkavitätsform zusammengefasst:
1. Die Analyse des Formflusses ist nicht nur eine Formsache, sie bestimmt direkt die Anschnittposition, das Kühlgleichgewicht und die Verzugskontrolle. Die analytischen Daten dieser Form stimmen in hohem Maße mit den Parametern der Massenproduktion überein.
2. Die Genauigkeit der Heißkanaltemperaturregelung ist die Lebensader transparenter Teile. Jede Zone verfügt über eine unabhängige PID-Steuerung, Wärmeerhaltungsfunktion und synchrones Vorheizen.
3. Die Einspritzgeschwindigkeit sollte „schnell, aber nicht chaotisch“ sein. PS-transparente Teile eignen sich für das Befüllen mit mittlerer und hoher Geschwindigkeit, eine Einspritzung muss jedoch vermieden werden, daher verwenden wir eine mehrstufige Einspritzkurve.
4. Kühlbalance ist wichtiger als nur die Senkung der Formtemperatur. Nur durch die Kontrolle des Temperaturunterschieds zwischen den Formoberflächen innerhalb von 1 °C kann die Konsistenz mehrerer Kavitäten gewährleistet werden.
5. Ausstoß und AuspuffDetails bestimmen die Langzeitstabilität. Vereinfachen Sie das Auswurfsystem nicht, um Kosten zu sparen.
Ein letzter Punkt: Viele Kollegen neigen dazu, „Zyklen“ und „Stückzahl“ zu verwechseln, wenn sie die Produktionskapazität für Mehrkavitätenformen berechnen. Nehmen Sie diesen Fall als Beispiel:
- Zykluszeit 9,4 Sekunden → 383 Formen pro Stunde → 8 Stück pro Form → 3.064 Stück pro Stunde
- Der theoretische Wert liegt bei etwa 73.500 Stück in 24 Stunden am Tag. In der tatsächlichen Produktion werden Faktoren wie Formenwechsel, Maschinenreinigung und Qualitätsprüfung berücksichtigt. Berechnet auf der Grundlage einer Betriebsrate von 85 % beträgt die tägliche Produktionskapazität etwa 62.000 Stück. Dies sind die tatsächlichen und zuverlässigen Daten zur Produktionskapazität.
H T Mould hat es sich zur Aufgabe gemacht, seinen Kunden „ Analyse-Design-Form-Test-Massenproduktion“ Vollprozessdienstleistungen anzubieten. Obwohl dieser Satz transparenter PS-Formen für Schokoladenverpackungen technisch gesehen nicht die komplexesten sind, handelt es sich doch um einen typischen Vertreter der transparenten Multi-Cavity-Präzisionsform _PH00403___. Ich hoffe, dass der heutige Austausch alle inspirieren wird.
Wenn Sie auch über ähnliche transparente Teile, Formen mit mehreren Kavitäten oder Produkte mit hohen Anforderungen an das Erscheinungsbild verfügen, können Sie sich jederzeit gerne an unser HT-Technikteam wenden. Wir können nicht nur Formen herstellen, sondern verstehen uns auch in der Spritzgusstechnik.
Vielen Dank an alle!
——H T Mould Zhang Gong