12+12-Kavitäten-Design, wie können Kunden dabei unterstützt werden, eine tägliche Produktionskapazität von 115.000 Stück und doppelte Gewinne zu erreichen?
Autor: H T Mould Senior Sales Engineer
Schlüsselwörter: Dünnwandige PP-Form, Nadelventil-Heißdüse, Form mit hoher Kavität, Bubble-Tea-Becher-Deckelform, Hochgeschwindigkeitsspritzguss, geringe Wartungskosten
Heute, mit der rasanten Entwicklung der Bubble Tea-, Kaffee- und neuen Teegetränkeindustrie, werden „kleine Produkte“ wie Becherdeckel und Ausgussstopfen zu Schlüsselfaktoren für den Gewinn von Verpackungsunternehmen. Geringe Produktionseffizienz, instabile Ausbeute und häufige Werkzeugwartung sind die drei größten Probleme, mit denen viele Unternehmen konfrontiert sind.
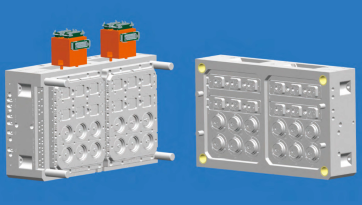
Heute möchte ich einen realen Fall vorstellen – eine multifunktionale geteilte Kappenform mit 90 Anschlüssen (12 Kappen + 12 Düsenstopfen), um zu sehen, wie wir mithilfe des 12+12-Kavitäten-Designs, der Nadelventil-Heißdüsentechnologie und des dünnwandigen PP-Formverfahrens einem mittelgroßen Verpackungsunternehmen dabei geholfen haben, eine tägliche Produktionskapazität von 115.000 Stück, eine Gesamtausbeute von mehr als 99 % und eine Kostenreduzierung bei einem einzelnen Stück zu erreichen 18 % und die Investition in die Form innerhalb eines Jahres amortisieren.
Der Kunde ist ein professioneller Hersteller von Bubble-Tea-Becherdeckeln in Ostchina, der hauptsächlich Teegetränke an führende Marken liefert. Zuvor wurde ein Werkzeug mit 8+8 Kavitäten verwendet, und der Engpass in der Produktionskapazität war offensichtlich:
Die Forderung des Kunden ist ganz klar: Ohne die Anzahl der Maschinen zu erhöhen, die Tagesleistung einer einzelnen Maschine zu erhöhen, die Kosten für ein einzelnes Stück zu senken und gleichzeitig die Formlebensdauer von mindestens 3 Millionen Formen sicherzustellen.


Wir empfehlen eine multifunktionale geteilte Abdeckungsform mit 90 Anschlüssen. Die Kernparameter lauten wie folgt:
| Projekt | Parameter |
|---|---|
| Anzahl der Kavitäten | 12 Kappen + 12 Düsenstopfen (geteilter Typ) |
| Tägliche Produktionskapazität | Etwa 115.000 Stück (24h) |
| Zykluszeit | 9 Sekunden |
| Formgröße | 630×1020×540 mm |
| Angepasste Maschine | 420T |
| Materialien | Dünnwandiges PP |
| PP-Schmelztemperatur | 310℃ |
| Kühlwassertemperatur | 18–22℃ |
| Kühlwasserdruck | 0,5–0,6 MPa |
| Heißdüsentyp | Nadelventil-Heißdüse (12+12) |
| Ausgelegte Standzeit | 3 Millionen Formvorgänge (bis zu 5–6 Millionen Formvorgänge bei normalem Gebrauch) |
1. 12+12 unabhängige Leimzufuhr, präzise Steuerung der Nadelventil-Heißdüse
Jeder Deckel und Stopfen verfügt über eine unabhängige Nadelventil-Heißdüse, die mit dem Heißkanal-Balance-Design zusammenarbeitet, um sicherzustellen, dass die 24 Hohlräume gleichzeitig gleichmäßig gefüllt werden, wodurch das Problem „einige sind voll und andere fehlen“ vermieden wird. Dies ist auch die Grundlage für eine Rendite von über 99 %.
2. 9-Sekunden-Zyklus, dünnwandiges PP-Spezialkühlsystem
Der Schlüssel zum dünnwandigen PP-Formen liegt in der Kühlung. Wir haben mehrschichtige konforme Kühlwasserkanäle in der festen bzw. beweglichen Form entworfen. Die Wassertemperatur wird auf 18–22 °C und der Druck auf 0,5–0,6 MPa geregelt, um sicherzustellen, dass das Produkt fertig ist, sobald es aus der Form kommt, ohne Verformung oder Schrumpfung.
3. 420T-Maschinenanpassung, Ausübung der besten Spannkraft
Viele Kunden werden sich Gedanken darüber machen, ob 12+12 Kavitäten eine größere Tonnage erfordern. Obwohl der Einspritzdruck von dünnwandigem PP hoch ist, sind die Anforderungen an die Schließkraft nicht extrem. 420T stellt genau den Gleichgewichtspunkt zwischen Effizienz und Energieverbrauch dar und der gemessene Stromverbrauch einer einzelnen Einheit sank um 12 %.


Seit seiner Auslieferung im Jahr 2022 läuft dieser Formensatz seit mehr als 2,8 Millionen Formen stabil, was nahezu seiner geplanten Lebensdauer entspricht. Wir haben mit unseren Kunden wichtige Wartungsknoten und Betriebsleistung dokumentiert:
| Wartungsprojekt | Zyklus | Tatsächliche Leistung |
|---|---|---|
| Täglich Schmiermittel hinzufügen | Einmal pro Schicht | Der Schieber und der Auswerferstift stecken nicht fest |
| Abluftschlitz prüfen und reinigen | pro 100.000 Zyklen | Fast keine Kohlenstoffablagerungen, Reinigungszeit <30 Minuten |
| Überprüfen Sie die Heisskanaldüse, die Feder, den Gasausstoßstift und den Verschleißblock | pro 1 Million Zyklen | Das 2,1-millionste Werkzeug ersetzt erstmals 2 Heisskanaldüsenkerne |
| Gesamtwartung der Form | Alle 500.000 Formvorgänge | Guter Zustand, keine ungewöhnliche Abnutzung |
Tatsächliche Lebenserwartung: Gemäss der aktuellen Verschleißrate kann dieser Formensatz 5-6 Millionen Formzyklen erreichen und übertrifft damit die vom Kunden erwarteten 3 Millionen Formzyklen bei weitem.
Ertragsdatensatz:
In einer kontinuierlichen Woche voller Produktionstests (24 Stunden/Tag, 9-Sekunden-Zyklus) betrug die durchschnittliche Ertragsrate 99,3 %, wobei die höchste Tagesrate 99,7 % erreichte. Die Hauptverursacher der Verschwendung sind die Einstellteile eine halbe Stunde vor dem Starten der Maschine und gelegentliche Steckerblitze.


Dies ist die größte Sorge des Kunden. Nehmen wir als Beispiel 300 Produktionstage im Jahr und einen Nettogewinn von 0,0038 EUR pro Stück (ohne Material, Strom, Arbeit und Wartung):
| Indikator | Alte Form (8+8) | H T12+12 Form |
|---|---|---|
| Tägliche Produktionskapazität (Stück) | 8.778 | 14.422 |
| Jährliche Produktionskapazität (10.000 Stück) | 263 | 433 |
| Ertrag | 93% | 99% |
| Jährliche effektive Produktion (10.000 Stück) | 245 | 428 |
| Nettogewinn pro Stück (EUR) | 0,0031 EUR | 0,0038 EUR |
| Jahresüberschuss (EUR) | 61.198 EUR | 128.541 EUR |
| Jährliche Nettogewinnsteigerung | 67.343 EUR | |
| Amortisationszeit der Forminvestition | Etwa 4–6 Monate | |
| Projekt | Alter Schimmel | H T Mould |
|---|---|---|
| Durchschnittliche jährliche Wartungskosten (EUR) | 0,53 | 0,23 |
| Durchschnittlicher jährlicher Ausfallzeitverlust (EUR) | 0,44 | 0,10 |
| Häufigkeit des Austauschs heißer Düsen | Alle 500.000 Formvorgänge | Mehr als 2 Millionen Formvorgänge |
Fazit: H T Mould produziert nicht nur mehr, sondern repariert auch weniger und stoppt weniger.



1. Eine ausgewogene Leimzufuhr ist die Seele der Hochgeschwindigkeitsproduktion
Nadelventil-Heißdüse + 12+12 unabhängige Steuerungen, die nicht nur die Anzahl der Kammern erhöhen, sondern auch sicherstellen, dass jede Kammer „die gleiche Milch trinkt“.
2. Dünnwandige PP-Form ≠ Gewöhnliche Form
Das Kühldesign, die Abgasanordnung und die Stahlauswahl (wir verwenden die Kombination H13+S136) müssen auf dünnwandige Hochgeschwindigkeitsmotoren zugeschnitten sein.
3. Planbare Wartungsintervalle = kalkulierbare Gewinne
Was die Kunden am meisten befürchten, ist nicht, dass die Form zerbricht, sondern dass sie nicht wissen, wann sie zerbrechen wird. Wir stellen eindeutig Wartungsknoten für alle 100.000 und 1 Million Module bereit, sodass Kunden bei der Produktionsplanung sorgenfrei sein können.



Dieser Satz multifunktionaler geteilter 90-Port-Abdeckungsform ist besonders geeignet für:
Wenn Sie derzeit eine Form mit 8+8 oder 6+6 Kavitäten verwenden, ist der Wechsel zu einer Form mit 12+12 Kavitäten gleichbedeutend mit der Nutzung des Platz- und Arbeitsaufwands einer Maschine, um eine Leistung zu erzielen, die der von zwei Maschinen nahekommt.
Je teurer die Form, desto besser, und je mehr Hohlräume, desto besser. Es geht darum, die richtige Maschine und das richtige Design zu verwenden, um die höchste effektive Leistung zu erzielen.
Dieser Satz geteilter 12+12-Deckelformen mit 90 Anschlüssen ist ein typischer Vertreter unseres HT im Bereich dünnwandiger Verpackungsformen. Es ist nicht auffällig oder komplex, aber jedes Detail – von der heißen Düse bis zur Kühlung, vom Auspuff bis zur Verschleißfestigkeit – dient einem Ziel: Kunden dabei zu helfen, mehr Geld zu verdienen.
Wenn Sie auch nach einem Satz Becherdeckel- oder Ausgussstopfenformen mit hoher Leistung, geringem Wartungsaufwand und schneller Amortisation suchen, wenden Sie sich bitte an H T Mould. Basierend auf Ihrer Maschine, Ihren Materialien und Ihrem Auftragsvolumen können wir verschiedene Kavitätennummernpläne von 8+8 bis 16+16 anpassen.
H T Mould – Lassen Sie jedes Spritzgießen zum Ausgangspunkt des Gewinns werden.