Auf dem Markt für Fertigtee hat sich der einteilige Deckel mit Ausgießer (auch als „verbundener Deckel“ bekannt) nach und nach zum Standard für Bubble-Tea-Becher und Früchteteetassen der mittleren bis oberen Preisklasse entwickelt, da er integriert ist, kein separater Strohhalm eingesetzt werden muss, gut abdichtet und bequem getrunken werden kann. Allerdings ist der Aufbau des Verbindungsdeckels im Vergleich zu gewöhnlichen Bogenabdeckungen komplexer: Er umfasst einen Deckelkörper, einen Klappdeckel, eine Saugdüse und Verbindungsrippen, was höhere Anforderungen an die Formkonstruktion und den Spritzgussprozess stellt. Gleichzeitig ist die Kostenkontrolle bei großvolumigen Verbrauchsmaterialien nach wie vor der Kern der Wettbewerbsfähigkeit.
In diesem Artikel wird anhand einer verkabelten Abdeckform mit 90 Anschlüssen systematisch analysiert, wie mit der Heißkanal-Nadelventillösung mit 16 Kavitäten ein ultrakurzer Zyklus von 6,5 Sekunden und eine Tagesproduktion von 212.000 Stück erreicht werden können. Außerdem wird die Kostenkontrolllogik aus den fünf Dimensionen Rohstoffe, Energieverbrauch, Werkzeuginvestitionen, Wartung und Automatisierung zerlegt und eine Referenz für Kostensenkung und Effizienzsteigerung ähnlicher Produkte bereitgestellt.
90-Kaliber-Anschlussdeckel wird normalerweise mit großen Bubble-Tea-Becher oder Obsteimern verwendet, Anforderungen:
Der Deckelkörper + Klappdeckel + Saugdüse sind integriert, und der Klappdeckel kann mehrfach geöffnet und geschlossen werden;
Verbindungsrippen (Scharnier) haben eine gute Flexibilität und brechen nach wiederholtem Biegen nicht;
Die Düse und die Abdeckung sind gut abgedichtet und lecken nicht, wenn sie umgedreht sind;
Unbeschriftetes, meist durchscheinendes oder weißes PP;
ist preissensibel, der Ab-Werk-Preis für ein einzelnes Stück beträgt etwa 0,0188–0,0251 EUR und die Gewinnspanne ist begrenzt.
Kundenziel: 24-Stunden-Dauerproduktion, Tagesproduktion von ca. 212.000 Stück. Berechnet auf ein 16-fach-Werkzeug beträgt der erforderliche Zyklus 6,5 Sekunden. Berechnet: 3600 Sekunden/6,5 Sekunden ≈ 554 Module/Stunde, 554×16=8864 Stück/Stunde, ×24=212.736 Stück/Tag, was mit der Zahl von 212.000 PCS übereinstimmt. Daher ist die Zielperiode für 6,5 Sekunden gesperrt, was kürzer ist als bei der normalen Kuppel (7 Sekunden) und die Herausforderung größer ist.
| Projekt | Parameter |
|---|---|
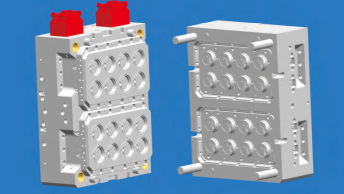
| Formenname | 90-Port-Anschluss-Abdeckungsform (einteilige Abdeckung mit Saugdüse) |
| Anzahl der Formkavitäten | 16 Kavitäten (4×4-Anordnung) |
| Formgröße | 630×820×550 mm |
| An Spritzgießmaschine angepasst | 420 Tonnen Schließkraft |
| Produktmaterial | PP (Schmelztemperatur 310℃) |
| Formzyklus | 6,5 Sekunden |
| Tagesausgabe | Etwa 212.000 |
Die Formgröße ist etwas kleiner als die Kuppelform (650×850×530), aber die Struktur ist komplexer, da der Klappdeckel, die Saugdüse und das Scharnier geformt werden müssen. Das 16-fach-Layout ist kompakt und nutzt den Schablonenraum der 420T-Maschine voll aus.
Aufgrund des Vorhandenseins einer Klappabdeckung und einer Saugdüse ist die Wandstärke der verbundenen Abdeckung ungleichmäßig verteilt (die Saugdüse ist dicker, etwa 1,8 mm; der Abdeckungskörper ist dünn, etwa 0,8 mm). Wenn ein Kaltkanal verwendet wird, ist nicht nur die Verschwendung von Materialförderhöhe schwerwiegend, sondern es besteht auch die Gefahr von Füllungleichgewichten und Schrumpfungsspuren. Diese Form verwendet eine vollständige Heißkanal-Nadelventildüse und 16 unabhängige Nadelventile steuern jeweils die Leimzufuhr.
Kostenvorteile der Nadelventillösung:
| Projekt | Kaltkanal | Heißkanal öffnen | Nadelventil-Heißkanal (in diesem Fall) |
|---|---|---|---|
| Vorschubkopfgewicht/Kavität | 3,2g (aufgrund der komplexen Struktur) | 0,6g | 0g |
| Materialverlust zurückgeben | ca. 18 % | Etwa 3,5 % | 0% |
| Tormarkierungen | Muss abgeschnitten werden, das Scharnier kann leicht beschädigt werden | Es gibt eine Zeichnung, die sich auf das Klappcover auswirkt | Flach, keine Nachbearbeitung |
| Arbeitskosten | Hoch (Anschnitt schneiden + beschneiden) | Mittel (Reinigen und Zeichnen) | Extrem niedrig |
Kostenberechnung: Das Nettogewicht jeder Verbindungsabdeckung beträgt etwa 12,5 g (einschließlich Abdeckungskörper, Klappdeckel und Saugdüse). Die Kaltkanallösung hat einen Materialdruck von etwa 3,2 g pro Kavität und die Rohstoffausnutzungsrate beträgt nur 79,6 %. Berechnet auf Basis von PP-Rohstoff zu 1.003 EUR/Tonne:
Kaltkanalverschwendung an Rohstoffen pro 10.000 Stück: 3,2g×10000=32kg → 32,10 EUR/10.000 Stück
Nadelventil-Heißkanal: 0,000 EUR/10.000 Stück
Bei einer Tagesproduktion von 212.000 Stück beträgt die tägliche Rohstoffkosteneinsparung ca. 68,10 EUR und die jährliche Einsparung ca. 20.441 EUR (basierend auf 300 Tagen). Die Investition in das 16-fach-Nadelventilsystem beträgt ca. 8.778–11.287 EUR und kann sich in 6 Monaten amortisieren.
Die Verkabelungsabdeckung erfordert keine In-Mold-Etikettierung, die Form erfordert keine Vakuumadsorptions- und Etikettenpositionierungsmechanismen und die Struktur ist relativ vereinfacht. Es ist jedoch besondere Aufmerksamkeit erforderlich: Im Bereich des Klappdeckels und der Saugdüse dürfen keine Spuren von Anschnitten oder Auswerferstiften vorhanden sein. Daher muss die Leimeinlassstelle an einer verdeckten Stelle innerhalb des Deckelkörpers oder am Rand gewählt werden. Bei dieser Form ist der Nadelverschluss im Inneren des Deckelkörpers in der Nähe des Scharniers angebracht, was nicht nur die gleichmäßige Füllung gewährleistet, sondern auch das Aussehen und die Abdichtung nicht beeinträchtigt.
| Aktion | Zeit (Sekunden) | Beschreibung |
|---|---|---|
| Schließen der Form | 0,5 | Hochgeschwindigkeits- und Niederdruck-Formklemmung |
| Einspritzung + Druckhaltung | 1.3 | Das Nadelventil öffnet sich nacheinander, füllen Sie zuerst den Deckel und dann die Saugdüse |
| Kühlung | 3.2 | Kernzeit, kürzer als der Sprung |
| Formöffnung | 0,5 | Schnelles Öffnen der Form |
| Auswurf + Roboteraufnahme | 1.0 | 16 Produkte werden gleichzeitig ausgeworfen, um ein Festkleben der Flip-Tops zu verhindern |
| Gesamt | 6,5 | - |
Warum ist die Abkühlzeit der Kabelabdeckung kürzer? Obwohl die Anschlussabdeckung eine komplexe Struktur aufweist, ist die durchschnittliche Wandstärke (ca. 1,0 mm) etwas dünner als die der Kuppelabdeckung (ca. 1,2 mm) und an der Saugdüse ist ein unabhängiger Kühlkreislauf vorgesehen, sodass die Wärmeaustauscheffizienz höher ist. Die Kühlwassertemperatur beträgt 18–22 °C, der Wasserdruck beträgt 0,55 MPa und der konforme Wasserkanal wird verwendet, um den dicksten Teil (1,8 mm an der Wurzel der Düse) in 3,2 Sekunden auf die Entformungstemperatur abzukühlen.
Die Spritzgießmaschine wird von einem 420T-Servomotor angetrieben und der tatsächliche Stromverbrauch pro Form beträgt etwa 0,21 kWh (etwas niedriger als die 0,22 kWh der Kuppelabdeckung, da der Zyklus kürzer und die Heizleistung etwas geringer ist). Berechnet basierend auf einem Zeitraum von 6,5 Sekunden:
Etwa 554 Modi pro Stunde (3600 ÷ 6,5)
Stromverbrauch pro Stunde: 554 × 0,21 ≈ 116,3 kWh
Berechnet bei 0,100 EUR pro Kilowattstunde: 11,66 EUR/Stunde
Stromkosten pro Stück: 93,0 ÷ (554×16) ≈ 0,0013 EUR/Stück
Wenn ein herkömmlicher Asynchronmotor verwendet wird, beträgt die Stromrechnung pro Einheit etwa 0,002 EUR, und das Servomodell spart etwa 5.643 EUR pro Jahr an Stromkosten.
besteht aus schlagfestem PP-Copolymer mit hoher Fließfähigkeit (z. B. PP K8003 oder ähnlichem) mit einem Schmelzindex von etwa 15–20 g/10 Min. unter Berücksichtigung der Füllkapazität und der Scharnierflexibilität. Das Nettogewicht jeder Kabelabdeckung beträgt 12,5 g (einschließlich Abdeckungskörper, Klappdeckel, Saugdüse und Verbindungsrippen). Der Rohstoffpreis wird mit 1.028 EUR/Tonne berechnet (Copolymer-PP ist etwas teurer als Homopolymer):
Einzelne Rohstoffkosten: 0,0125 kg × 1,03 EUR/kg = 0,0129 EUR
Tägliche Rohstoffkosten: 212.000 × 0,0129 ≈ 2.725,07 EUR
Jährliche Rohstoffkosten: ca. 817.647 EUR (300 Tage)
Das Nadelventilsystem verursacht keine Verschwendung zurückgegebener Materialien und ist die erste Verteidigungslinie zur Kontrolle der Rohstoffkosten. Gleichzeitig wird eine Regelung mit geschlossenem Regelkreis verwendet, um das Injektionsvolumen jeder Kavität konstant zu halten (Gewichtsabweichung ±0,15 g), um die Verschwendung mehrerer Injektionen zu vermeiden.
Die Dicke der Verbindungsrippe (Scharnier) beträgt nur 0,3–0,4 mm und sie muss flexibel, aber nicht brechbar sein. Prozesssteuerung erforderlich:
Einspritzgeschwindigkeit: mittlere Geschwindigkeit (ca. 60 mm/s), um ein Reißen des Scharniers durch Stöße zu vermeiden;
Formtemperatur: Der Scharnierbereich wird teilweise auf 45–50 °C erhöht (durch unabhängige Heizstäbe), um die Kristallisationszeit zu verlängern und die Flexibilität zu verbessern;
Haltedruck: Niedriger Haltedruck (30 MPa), um übermäßiges Extrudieren und Ausdünnen des Scharniers zu verhindern.
Durch die obige Steuerung kann der Scharnierbiegetest mehr als 10.000 Mal ohne Bruch durchgeführt werden, was viel höher ist als der Industriestandard (3.000 Mal).
| Fehlertyp | Prozentsatz |
|---|---|
| Scharnier fehlt oder ist kaputt | 1,2 % |
| Düsenblitz | 0,5% |
| Einbandschrumpfung | 0,5 % |
Die tatsächliche Betriebsrendite beträgt 97,8 %. Jede Verbesserung der Ausbeute um 1 % reduziert die Abfallprodukte um 2120 Stück pro Tag, spart etwa 26,5 kg Rohstoffe (im Wert von 27,21 EUR) und spart jährlich 8.151 EUR. Aus diesem Grund wird strikt jede Stunde gewogen und die Biegeleistung der Scharniere in jeder Schicht überprüft.
Die Verbindungsabdeckung hat eine komplexe Struktur und lässt sich nach dem Auswerfen leicht miteinander verhaken (die Klappabdeckung kann benachbarte Produkte verhaken). Lösung:
verfügt über eine spezielle Aufnahmeklemme und 16 Saugnäpfe saugen den Deckelkörper separat an, um eine Beeinträchtigung des Klappdeckels zu vermeiden;
Nach der Aufnahme durch den Roboter werden die Teile direkt in die automatische Stapelmaschine gelegt, in Gruppen zu je 20 Stück gestapelt und dann zur Verpackungslinie transportiert.
Jeder Bediener kann 4-5 Spritzgießmaschinen des gleichen Typs überwachen (angeschlossene Abdeckungen werden häufiger gewartet als normale Abdeckungen). Arbeitskosten: 250,81 EUR/Monat/Person, jede Person betreut 4 Stationen → Arbeitskosten pro Station betragen ca. 250,81 EUR/Monat
Arbeitskosten pro Stück: 250,81 ÷ (212.000×30) ≈ 0,00004 EUR/Stück
Fast vernachlässigbar. Bei Verwendung einer halbautomatischen oder manuellen Entnahme belaufen sich die Arbeitskosten pro Einheit auf etwa 0,003–0,004 EUR, wodurch die Wettbewerbsfähigkeit vollständig verloren geht.
16-fach Nadelventil-Heißkanal + komplexe Scharnierstruktur, hoher Wartungsaufwand:
Reinigen Sie das Nadelventil alle 80.000 Formen (ca. 3 Tage), um ein Festsetzen zu verhindern;
Ersetzen Sie den Ventilnadel-Dichtungsring und den Scharniereinsatz alle 300.000 Formen;
Angussbuchsen alle 1 Million Formzyklen schleifen und Scharnierbereich auf Verschleiß prüfen.
Nach dem Umbau: Die Wartungskosten für die Form betragen etwa 0,00015 EUR/Stück und die jährlichen Wartungskosten betragen etwa 9.531 EUR (basierend auf einer Jahresproduktion von 63,6 Millionen Stück). Etwas höher als bei einer normalen Kuppel (0,0001 EUR), aber viel niedriger als die Kosten für die manuelle Angusstrimmung bei der Kaltkanallösung.
| Kostenposition | Betrag (EUR/Stück) | Prozentsatz |
|---|---|---|
| Rohstoffe (Copolymer-PP, 1.028 EUR/Tonne) | 0,0129 EUR | 86,5% |
| Stromkosten (Servo 420T) | 0,0013 EUR | 8,9% |
| Arbeit (automatisiert) | 0,00004 EUR | 0,3% |
| Formwartung | 0,00015 EUR | 1,0% |
| Werksabschreibung und andere | 0,00044 EUR | 3,0% |
| Gesamt | 0,0148 EUR | 100 % |
Die Gesamtkosten pro Einheit betragen etwa 0,0148 EUR, während der Marktpreis etwa 0,0188–0,0251 EUR beträgt und die Bruttogewinnspanne etwa 21–41 % beträgt. Im Vergleich zu gewöhnlichen Bogenabdeckungen (Kosten 0,0112 EUR, Verkaufspreis 0,0125–0,0150 EUR) sind zwar die Kosten für die Anschlussabdeckung höher, aber auch der Preis höher und der Mehrwert größer, sodass die Gewinnspanne beträchtlicher ist.
Wenn eine Kaltkanallösung (die Rohstoffkosten steigen auf 0,0157 EUR) oder ein Nicht-Servomotor (die Stromkosten steigen auf 0,0021 EUR) eingesetzt wird, liegen die Kosten bei nahezu 0,0182 EUR und der Gewinn wird stark reduziert. Daher ist die Nadelventil-Heißkanal- plus Servospritzgießmaschine die Standardkonfiguration für die Herstellung verbundener Kappen.
| Problem | Grund | Lösung |
|---|---|---|
| Gebrochenes Scharnier | Unzureichende Materialzähigkeit und Spannungskonzentration | Verwenden Sie schlagfestes PP, fügen Sie eine lebende Scharniernut hinzu und reduzieren Sie die Einspritzgeschwindigkeit |
| Die Düse und die Abdeckung lassen Luft aus | Grate, Einfallstellen, ungleichmäßige Kühlung | Fügen Sie einen unabhängigen Wasserweg hinzu, verlängern Sie die Druckhaltung, prüfen Sie die Luftdichtheit |
| 16 Kavitätengewicht ist inkonsistent | Die Heißkanaltemperatur ist ungleichmäßig und die Düse ist verstopft | Unabhängige Temperatureinstellung, regelmäßige Reinigung des Filters, Kontrollgewichtsdifferenz ≤0,2g |
Die Heißkanal-Nadelventillösung mit 16 Kavitäten für die 90-Port-Inline-Abdeckform erreicht eine tägliche Produktion von 212.000 Stück in einem 6,5-Sekunden-Zyklus, und die Gesamtkosten eines einzelnen Stücks werden auf 0,0148 EUR reduziert, wodurch hervorragende Kostenkontrolleffekte bei komplexen Strukturprodukten erzielt werden. Die Kernerfahrung kann wie folgt zusammengefasst werden:
Nadelventil-Heißkanal ist der Kern der Kostenreduzierung in komplexen Strukturen – Eliminierung des Materialkopfes und 100 % Rohstoffausnutzung, besonders geeignet für Produkte mit mehreren Hohlräumen und hochwertigen Rohstoffen;
Der ultrakurze Zyklus von 6,5 Sekunden basiert auf der kombinierten Strategie lokal hoher Temperatur im Scharnierbereich + starker Abkühlung im dickwandigen Bereich und durchbricht damit das Trägheitsdenken „Je komplexer die Struktur, desto länger der Zyklus“;
Servo-Spritzgießmaschine + automatische Aufnahme und Stapelung reduzieren die Strom- und Arbeitskosten auf ein extrem niedriges Niveau, mit Stromkosten von nur 0,0013 EUR und Arbeitskosten von 0,00004 EUR pro Stück;
Scharnierformung ist ein Gleichgewicht zwischen Technologie und Kosten – jede Reduzierung der Scharnierbruchrate um 1 % führt zu jährlichen Einsparungen von 7.524–10.032 EUR;
Jede 1 % Renditesteigerung bringt eine jährliche Ersparnis von 8.151 EUR. Detailliertes Management ist Gewinn.
In Zukunft wird mit der Reife von 24- oder sogar 32-fach-Verbindungsdeckelformen erwartet, dass der Zyklus innerhalb von 5 Sekunden erfolgt und die Kosten für ein einzelnes Stück weiter auf unter 0,0125 EUR sinken werden. Allerdings ist die 16-Kavitäten-Lösung in diesem Fall immer noch die optimale Lösung im Hinblick auf den Gleichgewichtspunkt der Investitionsrendite – moderate Investition (ca. 31.351–37.622 EUR für die Form), kontrollierbare Wartung und hohe Stabilität. Es ist für die meisten Spritzgussunternehmen geeignet, in den mittleren bis oberen Markt für Teedeckel einzusteigen.
| Projekt | Parameter |
|---|---|
| Anzahl der Kavitäten | 2,01 EUR |
| Zyklus | 6,5 Sekunden |
| Tagesausgabe | 212.000 Stück |
| Einzelstück Nettogewicht | 12,5g |
| Rohstoffkosten | 0,013 EUR/Stück |
| Gesamtkosten | 0,015 EUR/Stück |
| Ertrag | 97,8 % |
| Formgröße | 630×820×550mm |
| Angepasste Maschine | 420T |
| Scharnierbiegedauer | ≥10000 mal |
Hinweis: Die oben genannten Kosten basieren auf einem Copolymer-PP von 1,028 EUR/Tonne, einem Industriestrom von 0,100 EUR/kWh und dem Arbeitsniveau in Ostchina im Jahr 2024. Bitte passen Sie sie auf der Grundlage der tatsächlichen lokalen Preise an.