——H T Mould 1 8-Kavitäten-Formdesign und Produktionspraxis mit hoher Lebensdauer
Hallo zusammen, ich bin technischer Ingenieur bei H T Mould. Heute möchte ich Ihnen einen typischen Fall vorstellen, den wir kürzlich fertiggestellt haben – einen Satz Spritzgussformen zur Herstellung transparenter PS-Deckel für Schokoladenverpackungen. Dieser Formensatz verfügt über ein 1-aus-8-Kavitäten-Layout und das Produktmaterial ist transparentes Polystyrol (PS), das hohe Anforderungen an Oberflächenqualität, Maßhaltigkeit und Produktionseffizienz stellt. Nach fast einem Jahr der Überprüfung der Massenproduktion läuft die Form stabil, mit einer Ausbeute von über 98,5 % und einer Lebenserwartung von 5 bis 6 Millionen Formen. Im Folgenden finden Sie einige unserer Vorgehensweisen und Gedanken während der Design-, Herstellungs-, Debugging- und Wartungsprozesse.

Das Produkt des Kunden ist ein transparenter Deckel für eine Schokoladenverpackungsschachtel. Die Anforderungen an das Erscheinungsbild sind hoch und Mängel wie offensichtliche Fließspuren, Blasen, Silberstreifen oder Schrumpfung sind nicht zulässig. Gleichzeitig müssen eine gute Entformwirkung und Maßhaltigkeit gewährleistet sein. Transparentes PS-Material hat eine gute Fließfähigkeit, ist jedoch temperaturempfindlich und anfällig für innere Spannungen. Daher erfordern das Gießsystem, das Kühlsystem und die Abgasstruktur bei der Gestaltung der Form besondere Aufmerksamkeit.
Die endgültige Lösung, für die wir uns entschieden haben, war eine 1-aus-8-Heißkanalform mit einer symmetrischen Heißdüsenanordnung, um eine gleichmäßige Füllung jeder Kavität zu gewährleisten.
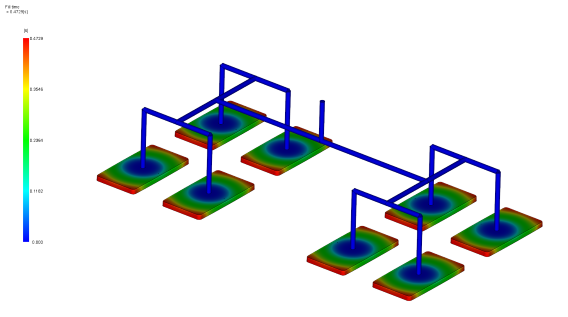


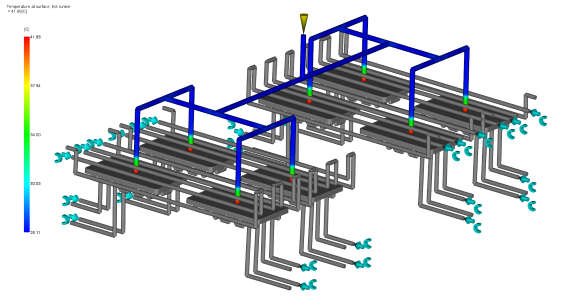
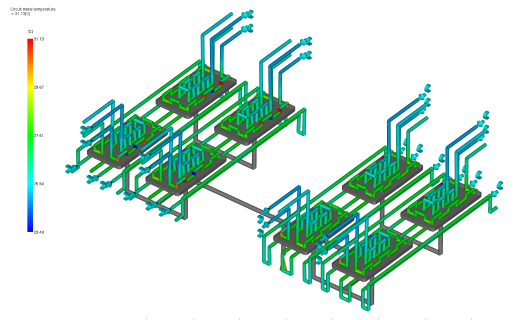
In der Formkonstruktionsphase verwenden wir eine Software zur Formflussanalyse, um den Füll- und Abkühlprozess zu simulieren. Die Eckdaten lauten wie folgt:
| Analyseelement | Wert | Beschreibung |
|---|---|---|
| Füllzeit | 0,4729 Sekunden | Füllung ist ausgeglichen, keine offensichtlichen Fließspuren |
| Kühlmitteltemperatur | 26,30℃ | Temperaturanstieg≤1,3℃, gleichmäßige Kühlung |
| Heißkanal-Oberflächentemperatur | 41,88℃ | Temperaturstabil |
| Hohlraummetalltemperatur | 31,73℃ | Geringe innere Spannung, keine Verformung |
Basierend auf den Ergebnissen der Formflussanalyse haben wir ausreichend Kühlwasserkanäle in der Form entworfen und eine konforme Kühlstruktur eingeführt, um eine gleichmäßige Kühlung jedes Hohlraums sicherzustellen.
Der Kunde verlangt, dass die Lebensdauer der Form 3 Millionen Mal beträgt und bei normalem Gebrauch 5 bis 6 Millionen Mal erreicht werden kann. Dies stellt höhere Anforderungen an Formmaterialien, Wärmebehandlung und Strukturdesign.
Formbasis- und Hohlraummaterialien: Die Formbasis besteht aus importiertem S50C, und der Hohlraum und der Kern bestehen aus hochwertigem Formstahl. Nach der Vakuumwärmebehandlung erreicht die Härte HRC48-52, was eine gute Verschleißfestigkeit und Ermüdungsbeständigkeit aufweist. Schlüsselkomponenten wie Heißdüsen und Schieber bestehen aus Hochleistungs-Warmarbeitsstahl.
Auspuffsystem: Die Auslassnut muss alle 100.000 Formen überprüft und gereinigt werden, daher haben wir während der Konstruktion einen Auslasseinsatz für eine einfache Demontage und Wartung reserviert. Die Tiefe der Auslassrille wird auf 0,02 bis 0,03 mm eingestellt, wodurch das Gas im Hohlraum effektiv abgeführt werden kann, ohne dass es zu Graten kommt.
Verbrauchsteilverwaltung: Überprüfen Sie alle 1 Million Formzyklen Heisskanaldüsen, Federn, Gasausstoßstifte, verschleißfeste Blöcke und andere Komponenten. Bei den Federn handelt es sich um importierte Marken und das Kompressionsverhältnis wird auf 30 % kontrolliert, um eine langfristige Nutzung ohne Ausfälle zu gewährleisten. Der Auswerferstift verfügt über eine Air-Top-Struktur, um zu verhindern, dass transparente Produkte weiß werden oder beschädigt werden.
Tägliche Wartung: Die Form muss täglich geschmiert werden. Wir haben zentrale Schmieröl-Einfüllstellen und ein automatisches Schmiersystem an der Form eingerichtet, um die Schwierigkeit der manuellen Bedienung zu verringern.
| Parametername | Istwert |
|---|---|
| Einspritzzeit | 0,55 Sekunden |
| Einspritzendposition | 107,7-107,8mm |
| Druckschaltposition | 37,8-38,2mm |
| Restmaterial | 37,4-37,6mm |
| Klebeort | 101,2-101,3mm |
| Schmelzzeit | 3,63-3,77 Sekunden |
| Formöffnungszeit | Etwa 3,18 Sekunden |
| Formschließzeit | 1,77 Sekunden |
| Zyklusperiode | 14,01-14,14 Sekunden |
| Temperaturregelung | Wert |
|---|---|
| Fasstemperatur | 255-260℃ |
| Heißkanaltemperatur | 240-260℃ |
| Formkühlwassertemperatur | 26,3℃ |
Aus den Daten geht hervor, dass das Gerät stabil arbeitet und die Schwankungsbreite der einzelnen Parameter sehr gering ist. Dies ist auf das gute Design der Form und den Zustand der Ausrüstung zurückzuführen.
| Problemtyp | Ursachenanalyse | Lösung |
|---|---|---|
| Fließstreifen auf transparenten Produkten | Der Anguss ist zu klein und die Befüllung erfolgt zu schnell | Anguss vergrößern und Einspritzgeschwindigkeit abschnittsweise steuern |
| Einige Hohlräume sind nicht vollständig gefüllt | Die Heißkanaltemperatur ist unausgeglichen | Passen Sie die Temperatur und den Anschnitt an, der Gewichtsunterschied beträgt ≤0,5 % |
| Langfristiger Ausfall der Produktionsabgase | Kohlenstoffablagerungen im Abluftschlitz | Reinigen Sie den Abluftschlitz alle 100.000 Formen |
| Wartungszeitraum | Wartungsinhalt |
|---|---|
| Tägliche Wartung | Öl auf gleitende Teile auftragen, Kühlwasser prüfen, Aussehen des Produkts prüfen |
| Alle 100.000 Formvorgänge | Reinigen Sie die Auslassnut und prüfen Sie den Verschleiß des Auswerferstifts/Schiebers/Schlittens |
| Alle 1 Million Formvorgänge | Überprüfen Sie die Heisskanaldüse/Feder/Luftkappe/den verschleißfesten Block und reinigen Sie den Wasserweg umfassend |
Gemäß diesem Wartungsplan bleibt die Form nach Erreichen von 3 Millionen Malen in gutem Zustand und wird voraussichtlich bis zu 5-6 Millionen Malen weiter verwendet.
| Vergleichsprojekt | Gewöhnliche Form | H T Mouldlösung |
|---|---|---|
| Formlebensdauer | 1-2 Millionen Zyklen | 5-6 Millionen Zyklen |
| Produktertrag | 95 % | 98,5 % oder mehr |
| Wartungskosten | Hoch | Niedrig (modular und leicht austauschbar) |
| Abkühlzeit | Benchmark | Um ca. 15 % verkürzt |
Derzeit hat die Form stabil mehr als 2 Millionen Formen produziert, mit einer Ausbeute von mehr als 98,5 %. Der Einzelformzyklus dauert etwa 14 Sekunden und 8 Kavitäten produzieren 8 Produkte pro Form. Die tägliche Produktionskapazität ist beträchtlich.
Der Schlüssel zum Erfolg dieser transparenten Deckelform für Schokoladenverpackungsschachteln aus PS liegt in einer angemessenen Frühanalyse des Formflusses, einem vernünftigen Design der Formstruktur, einer strengen Materialauswahl und einem wissenschaftlichen Wartungsplan. Die Formenkonstruktion entsteht nicht über Nacht und muss kontinuierlich auf der Grundlage theoretischer Analysen und in Kombination mit der Produktionserfahrung vor Ort optimiert werden.
Bei transparenten Produktformen verdienen folgende Punkte besondere Aufmerksamkeit:
- Beim Design des Angusssystems sollten Strömungsgleichgewicht und Scherwärme vollständig berücksichtigt werden
- Das Kühlsystem muss eine gleichmäßige Kühlung in jedem Bereich gewährleisten
- Abgasanlage muss zuverlässig und leicht zu reinigen sein
- Das Auswurfsystem vermeidet Auswurf- und Spannungsstellen
Gleichzeitig hängt die Erreichung der Lebensdauer der Form nicht nur von Design und Herstellung ab, sondern auch von einem standardisierten Betrieb und einer regelmäßigen Wartung während des Gebrauchs. Der von uns bereitgestellte Wartungsplan hat bemerkenswerte Auswirkungen in der praktischen Anwendung und ist es wert, in anderen ähnlichen Projekten gefördert zu werden.
Das Obige ist dieses Mal der Fall. Ich hoffe, dass es für Kollegen, die sich mit Formenbau und Spritzgussproduktion befassen, hilfreich sein kann. Herzlich willkommen zum Kommunizieren und Diskutieren!
H T Mould Technischer Ingenieur Zhang Gong