Mit der rasanten Expansion des weltweiten Marktes für Fertigtee, insbesondere der Bechergetränke wie Bubble Tea (Bubble Tea), ist die Nachfrage nach hochwertigen, hochkonsistenten und recycelbaren Kunststoffbechern stark gestiegen. Herkömmliche Bubble-Tea-Becher verwenden meist Siebdruck- oder Wärmeschrumpfetiketten, die Probleme wie schlechte Verschleißfestigkeit, leicht abfallende Etiketten und nicht recycelbare Etiketten aufweisen.
Die In-Mold-Labeling-Technologie (IML, In-Mold Labeling) führt das gedruckte Etikett durch einen Roboter in den Formhohlraum ein und integriert es während des Spritzgussvorgangs mit dem geschmolzenen Kunststoff, wodurch das Etikett zu einem Teil des Produkts wird. Dieses Verfahren hat folgende Vorteile:
Bei dem dieses Mal geteilten Gehäuse handelt es sich um einen Satz IML-Formen mit 12 Kavitäten für die Bubble-Tea-Becher H T Mould90700 (ca. 700 ml Fassungsvermögen), die für die Spritzgießmaschine 480T konzipiert sind. Seine Nennparameter sind wie folgt:
| Projekt | Parameter |
|---|---|
| Produktname | 90700 Bubble-Tea-Becher |
| Anzahl der Formkavitäten | 12 Hohlraum |
| Kein Kennzeichnungszeitraum | 8 Sekunden |
| Etikettierungszyklus | 10 Sekunden |
| Tägliche Produktionskapazität (Kennzeichnung) | Etwa 103.680 Stück/Tag |
| Formgröße | 720×1100×625 mm |
| Angepasstes Modell | 480T |
| Fasstemperatur | 310℃ |
| Kühlwassertemperatur | 18–22℃ |
| Kühlwasserdruck | 0,5–0,6 MPa |
Es ist darauf hinzuweisen, dass die Zykluszeit ohne Etikettierung auf 8 Sekunden reduziert werden kann, nach dem Hinzufügen des IML-Prozesses jedoch die Zykluszeit auf 10 Sekunden verlängert wird. Dieser Unterschied von 2 Sekunden ist der technische Kompromiss, auf den sich dieser Artikel konzentriert.
90700 Bubble-Tea-Becher ist ein dünnwandiges zylindrisches Stück mit einer üblichen Wandstärke von 0,45–0,55 mm, einer Höhe von etwa 170–190 mm und einem Durchmesser von etwa 90 mm. Anforderungen an kritische Abmessungen:
Die Formgröße beträgt 720×1100×625 mm und das Gewicht beträgt etwa 3,8–4,2 Tonnen. Nehmen Sie eine Kühlhalblösung vom Typ Heißkanal + Kaltkanalventil an (speziell basierend auf den tatsächlichen Bedingungen). Die 12 Hohlräume sind in 2 Reihen × 6 Spalten mit einem Mittenabstand von etwa 145 mm angeordnet, wodurch sichergestellt wird, dass die Formbreite innerhalb von 1100 mm liegt.
Wichtige Designpunkte:
Gesamtlayout der Formflussanalyse für 12-Kavitäten-Form
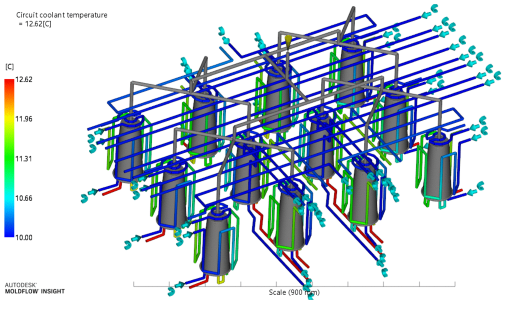
Aufgrund strenger Zyklusanforderungen (nur 10 Sekunden inklusive Etikettierung) ist die Kühleffizienz von entscheidender Bedeutung. Die Formkühlung erfolgt über eine Kombination aus spiralförmigem, konformem Wasserkanal (Kern) und ringförmigem Wassertank (Hohlraum):
Der Wassereinlass und -auslass verfügt über Schnellanschlüsse, der Wasserdruck beträgt 0,5–0,6 MPa und die Wassertemperatur beträgt 18–22 °C.
Dies wurde durch eine Formflussanalyse (Moldflow) bestätigt: Bei einem 10-Sekunden-Zyklus beträgt die maximale Temperatur des Produkts beim Auswerfen etwa 55–65 °C, und es besteht keine Gefahr des Anhaftens der Form.
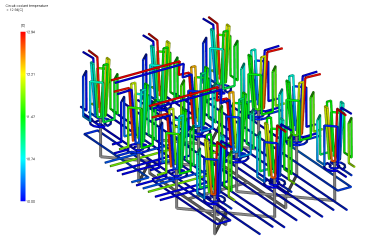
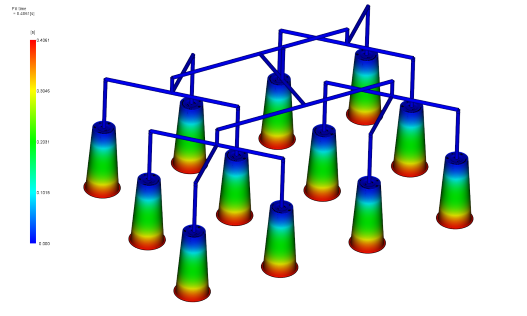
Formkern-/Hohlraum-Kühlwassertransportanalyse
Analyse der Kühlwirkung eines spiralförmigen konformen Wasserkanals
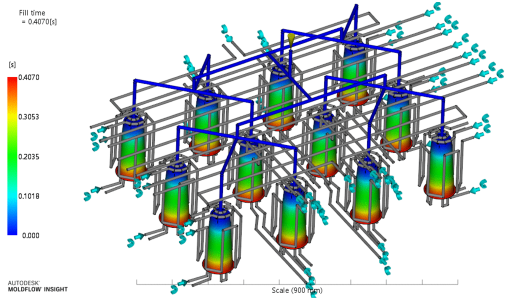
Formfluss-Füllungsanalyse
Simulationsanalyse für ausgewogene Füllung mit 12 Kavitäten
| Aktionsphase | Kein Beschriftungszeitraum (Sekunden) | Etikettierzyklus (Sekunden) | Gründe für Unterschiede |
|---|---|---|---|
| Schließen der Form | 1.2 | 1.2 | Gleiche wie |
| Spritzguss + Druckhaltung | 1,8 | 1,8 | Gleiche wie |
| Kühlung (einschließlich Partialdruckhaltung) | 3,5 | 4.5 | +1,0 Etikettenisolationseffekt |
| Formöffnung | 0,8 | 0,8 | Gleiche wie |
| Auswerfen + Produktentfernung | 0,7 | 0,7 | Gleiche wie |
| Label-Platzierung | — | 1.0 | +1.0 Robotermarkierung, Positionierung, Vakuumadsorption |
| Gesamt | 8.0 | 10.0 | +2.0 |
Es ist ersichtlich, dass von den 2 Sekunden, die dem Etikettierzyklus hinzugefügt werden, etwa 1 Sekunde für die Platzierung des Etiketts verwendet wird und die andere 1 Sekunde die Abkühlzeit ist, die verlängert werden muss, da das Etikett die Kühlung behindert.
Wenn keine Etikettierung erfolgt, berührt die PP-Schmelze direkt die Oberfläche des Formstahls, die Wärmeleitfähigkeit ist hoch (ca. 15–20 W/m·K) und die Wärme wird schnell an den Kühlwasserkanal übertragen. Dünnwandige Teile werden schnell gefüllt und können schnell in die Druckhalte- und Kühlphase gelangen.
Das In-Mold-Label ist eine Kunststofffolie (meist PP oder PE, 40–80 μm dick) mit einer Wärmeleitfähigkeit von nur 0,2–0,3 W/m·K, was dem Hinzufügen einer Wärmedämmschicht zwischen der Schmelze und der Formoberfläche entspricht. Die Wärme muss das Etikett durchdringen, bevor sie auf den Formstahl übertragen werden kann, was zu einem Rückgang der Kühleffizienz um 30–40 % führt.
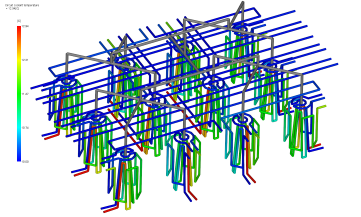
Mold-Flow-Kühlungsanalyse

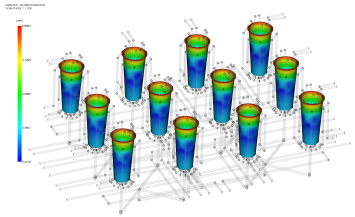
Produkttemperaturfeldanalyse nach In-Mold-Labeling
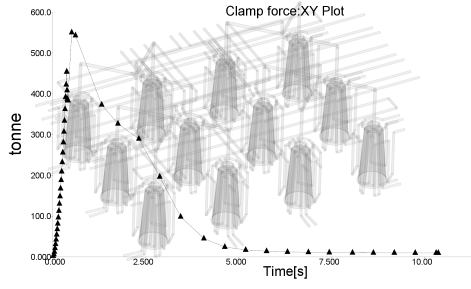
Projizierte Fläche des Bubble-Tea-Bechers (einschließlich Strömungskanal): Einzelmulde ist ca. 95 cm² groß, 12 Mulden insgesamt ca. 1140 cm². Der PP-Spritzgussdruck beträgt etwa 60–80 MPa, und die erforderliche Schließkraft wird basierend auf dem durchschnittlichen Druck in der Kavität von 30–40 MPa berechnet:
F = 1140 × 35 / 10 ≈ 399 Tonnen
Das 480T-Modell ist also ausreichend und hat eine Sicherheitsmarge von 20 %.
Die Formbreite beträgt 1100 mm, es muss eine Spritzgießmaschine mit einem Spurstangenabstand ≥1100 mm ausgewählt werden. Bei diesem Projekt wurde schließlich das inländische Modell 480T mit einem Spurstangenabstand von 1200×1000 mm ausgewählt, dessen Verfügbarkeit nachgewiesen wurde.

Formhohlraumanordnung und Strukturfestigkeitsanalyse
Das Etikett verwendet PP-Folie 50 μm, 6-Farben-Tiefdruck + antistatische Beschichtung; Der Roboter verwendet ein dreiachsiges Servo, 12 Sätze unabhängiger Vakuumsaugnäpfe und die Pick-and-Place-Genauigkeit beträgt ±0,1 mm, was den Anforderungen einer Hochgeschwindigkeitsproduktion entspricht.
Produktformverzug und Maßgenauigkeitsanalyse
| Kostenposition | Stückpreis/Satz | Tägliche Kosten (EUR) | Einzelkosten (EUR) |
|---|---|---|---|
| PP-Rohstoff (15 g/Stück) | 1,07 EUR/kg | 160,02 EUR | 0,1276 EUR |
| In-Mold-Label | 0,010 EUR/Stück | 100,32 EUR | 0,0800 EUR |
| Stromkosten (Gesamtgeräteleistung 90 kW) | 0,100 EUR/kWh | 20,94 EUR | 0,0167 EUR |
| Manuell (2 Personen in drei Schichten) | 37,62 EUR/Person/Schicht | 21,82 EUR | 0,0174 EUR |
| Formabschreibung (5 Jahre) | Formkosten 43.892 EUR | 24,08 EUR | 0,0019 EUR |
| Wartung/Zubehör | — | 62,70 EUR | 0,0048 EUR |
| Gesamt | — | 3.227,07 EUR | 0,2484 EUR |
Der Verkaufspreis beträgt ca. 0,044–0,056 EUR/Stück, die Bruttogewinnmarge liegt bei etwa 29–45 % und die Amortisationszeit der Investition beträgt ca. 8–12 Monate.
Der Etikettierzyklus ist 2 Sekunden länger als ohne Etikettierung: 1 Sekunde zum Anbringen des Etiketts und 1 Sekunde zum Ausgleich des Kühlverlusts, der ein objektiver Kostenfaktor des IML-Prozesses ist; Die Formbreite von 1100 mm muss zu einer Spritzgießmaschine mit großem Abstand passen. Die Materialtemperatur wird bei 240–260 °C empfohlen, was sicherer ist.
In-Mold-Labeling ist ein systematisches Projekt. Die Form, der Roboter, der Etikettenzuführer und die Spritzgießmaschine müssen gemeinsam debuggt werden und sollten nicht zusammen verwendet werden.
Video zur Formenherstellung:

Klicken Sie auf das Bild, um das YouTube-Produktionsvideo anzusehen
Postscript: Die Daten in diesem Artikel basieren auf tatsächlichen Massenproduktionsfällen. Branchenkollegen sind herzlich willkommen, sich weiter über Themen wie Kühlungsoptimierung, Etikettenstatikkontrolle und schnellen Formwechsel auszutauschen.