Unter den Zubehörteilen für Einweg-Bubble-Tea-Becher und Früchteteebecher hat sich der gewölbte Deckel (Bogendeckel) aufgrund seiner Vorteile wie stabiles Stapeln, gute Abdichtung und einfaches Einsetzen von Strohhalmen zu einem der am häufigsten verwendeten Verbrauchsmaterialien in Teeläden entwickelt. Allerdings handelt es sich bei Bogenabdeckungen um Produkte mit geringer Wertschöpfung und großen Stückzahlen mit äußerst begrenzten Gewinnspannen. Wie man die Kosten für ein einzelnes Stück auf wenige Cent senken und gleichzeitig die Qualität sicherstellen kann, ist das Kerngedanke des Formenbaus und der Spritzgussproduktion.
In diesem Artikel wird am Beispiel einer Kuppelform mit 90 Anschlüssen systematisch analysiert, wie mit der Heißkanal-Nadelventillösung mit 16 Kavitäten ein 7-Sekunden-Zyklus und eine Tagesproduktion von 197.000 Einheiten erreicht werden können. Außerdem wird die Kostenkontrolllogik aus den fünf Dimensionen Forminvestition, Energieverbrauch, Arbeit, Rohstoffe und Wartung gelöst.
Der Bogendeckel wird normalerweise mit einer Bubble-Tea-Becher oder Früchteteetasse vom Kaliber 90 (Durchmesser 90 mm) kombiniert, Anforderungen:
Die gewölbte Oberseite hat eine gewisse Krümmung, die sich leicht stapeln lässt und nicht klebt;
Die Randschnalle passt eng an den Bechermund, aber die Öffnungskraft beträgt ≤15 N;
Unbeschriftet, normalerweise weißes, schwarzes oder klares PP;
ist äußerst preissensibel. Der Ab-Werk-Preis eines einzelnen Stücks liegt in der Regel zwischen 0,013 und 0,015 EUR, der Gewinn wird in Cent gemessen.
Kundenziel: 24-Stunden-Dauerproduktion, Tagesproduktion von ca. 197.000 Stück. Berechnet auf ein 16-fach-Werkzeug beträgt der erforderliche Zyklus 7,2 Sekunden. Am Ende erreichte die tatsächliche stabile Periode 7,0 Sekunden und die Tagesproduktion lag bei 197.000 Stück, nahe dem theoretischen Höchstwert.
| Projekt | Parameter |
|---|---|
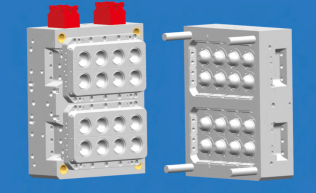
| Formenname | 90-Port-Bogenabdeckungsform |
| Anzahl der Formkavitäten | 16 Kavitäten (4×4-Anordnung) |
| Formgröße | 650×850×530 mm |
| An Spritzgießmaschine angepasst | 420 Tonnen Schließkraft |
| Produktmaterial | PP (Schmelztemperatur 310℃) |
| Formzyklus | 7,0 Sekunden |
| Tagesausgabe | Ungefähr 197.000 |
Das 16-fach-Layout nutzt die Schablonengröße der 420T-Maschine voll aus. Die projizierte Fläche einer einzelnen Kavität beträgt etwa 28 cm², die gesamte projizierte Fläche beträgt etwa 450 cm² und der Sicherheitsfaktor der Schließkraft beträgt das 1,5-fache, was nicht nur sicherstellt, dass sich die Form nicht ausdehnt, sondern auch die Energieverschwendung eines großen Pferdewagens vermeidet.
Diese Form verwendet eine vollständige Heißkanal-Nadelventildüse mit insgesamt 16 unabhängigen Nadelventilen, wobei jede Düse einem Hohlraum entspricht. Im Vergleich zu Kaltkanal oder offenem Heißkanal spiegelt sich der Kostenvorteil der Nadelventillösung wider in:
| Projekt | Kaltkanal | Heißkanal öffnen | Nadelventil-Heißkanal (in diesem Fall) |
|---|---|---|---|
| Vorschubkopfgewicht/Kavität | 2,5g | 0,5g | 0g |
| Materialverlust zurückgeben | etwa 15 % | ca. 3 % | 0% |
| Tormarkierungen | Muss beschnitten werden | Mit gebürstetem | Flach, keine Nachbearbeitung erforderlich |
| Arbeitskosten | Hoch (Schnitttor) | Mittel (Reinigen und Zeichnen) | Extrem niedrig |
Kostenrechnung: Das Nettogewicht jeder Kuppelabdeckung beträgt etwa 9,5 g, die Materialhöhe jedes Hohlraums der Kaltkanallösung beträgt etwa 2,5 g und die Rohstoffausnutzungsrate beträgt nur 79 %. Berechnet auf Basis von PP-Rohstoff zu 1.003 EUR/Tonne, Rohstoffabfallkosten pro 10.000 Produkte:
Kaltkanal: 25kg Rohmaterial verschwendet → 25,08 EUR/10.000 Stück
Nadelventil-Heißkanal: Abfall 0 → 0,000 EUR/10.000 Stück
Bei einer Tagesproduktion von 197.000 Einheiten beträgt die tägliche Rohstoffkosteneinsparung ca. 49,41 EUR und die jährliche Ersparnis ca. 14.798 EUR (basierend auf 300 Tagen). Die einmalige Investition in das 16-fach-Nadelverschlusssystem erhöht sich um ca. 7.524–10.032 EUR und kann sich in einem halben Jahr amortisieren.
Da die Kuppelabdeckung keine In-Mold-Etikettierung erfordert, sind keine Vakuumadsorption, Etikettenpositionierung und andere Mechanismen erforderlich, und die Formstruktur wird erheblich vereinfacht:
Entfällt das Etikettenadsorptionsloch und der Luftweg auf der Seite der festen Form;
Sparen Sie die Wartezeit für die Etikettierung des Roboters (2-3 Sekunden);
Das Auswurfsystem erfordert nur eine herkömmliche Druckplatte oder einen Auswurfstift.
Dies verkürzt den Zyklus direkt auf 7 Sekunden (Beschriftungsabdeckungen dauern normalerweise 10–12 Sekunden) und senkt die Formverarbeitungskosten um etwa 15 %.
| Aktion | Zeit (Sekunden) | Beschreibung |
|---|---|---|
| Schließen der Form | 0,6 | Hochgeschwindigkeits- und Niederdruck-Formklemmung |
| Einspritzung + Druckhaltung | 1.2 | Das Nadelventil öffnet sich sequentiell, um die Belastung zu reduzieren |
| Kühlung | 3,5 | Kernzeit, bestimmt den Zyklus |
| Formöffnung | 0,5 | Schnelles Öffnen der Form |
| Auswurf + Roboteraufnahme | 1.2 | 16 Produkte werden gleichzeitig ausgeworfen |
| Gesamt | 7.0 | - |
Die Abkühlzeit macht 50 % des Gesamtzyklus aus. Zur Kompressionskühlung verwendet die Form eine Hochdruckwasserkühlung (0,55 MPa, 18–22 °C) in Kombination mit ringförmigen, anpassbaren Wasserkanälen, um den dicksten Teil der Kuppelabdeckung (ca. 1,5 mm Schnallenposition) innerhalb von 3,5 Sekunden auf die Entformungstemperatur (ca. 60 °C) zu reduzieren.
Die Spritzgießmaschine wird von einem 420T-Servomotor angetrieben und der tatsächliche Stromverbrauch pro Form beträgt etwa 0,22 kWh (einschließlich Trocknung, Formtemperaturregler und Roboter). Berechnet auf der Grundlage einer 7-Sekunden-Periode:
Etwa 514 Modi pro Stunde (3600÷7)
Stromverbrauch pro Stunde: 514 × 0,22 ≈ 113 kWh
Berechnet bei 0,100 EUR pro Kilowattstunde: 11,34 EUR/Stunde
Stromkosten pro Stück: 90,4 ÷ (514×16) ≈ 0,0014 EUR/Stück
Wenn eine herkömmliche Spritzgießmaschine mit Asynchronmotor verwendet wird, beträgt die Stromrechnung für eine einzelne Maschine etwa 0,0023 EUR. Das Servomodell spart etwa 5.142 EUR Stromkosten pro Jahr.
verwendet Homopolymer-PP (wie HP500N oder ähnliche Marken) mit einem Schmelzindex von etwa 12–15 g/10 Minuten, wobei sowohl Fließfähigkeit als auch Zähigkeit berücksichtigt werden. Das Nettogewicht jeder Kuppel beträgt 9,5 g (einschließlich Schnallen und Kuppel). Der Rohstoffpreis wird mit 1.003 EUR/Tonne berechnet:
Einzelne Rohstoffkosten: 0,0095 kg × 1,00 EUR/kg = 0,0095 EUR
Tägliche Rohstoffkosten: 197.000 × 0,0095 ≈ 1.877,58 EUR
Jährliche Rohstoffkosten: ca. 563.073 EUR (300 Tage)
Das Nadelventilsystem verursacht keine Verschwendung zurückgegebener Materialien und ist die erste Verteidigungslinie zur Kontrolle der Rohstoffkosten. Gleichzeitig wird eine Regelung mit geschlossenem Regelkreis verwendet, um das Injektionsvolumen jeder Kavität konstant zu halten (Gewichtsabweichung ±0,1 g), um die Verschwendung mehrerer Injektionen zu vermeiden.
Die tatsächliche Betriebsausbeute beträgt 98,5 %, und die Hauptmängel sind:
| Fehlertyp | Prozentsatz |
|---|---|
| Schnalle fehlt Material | 0,7% |
| Flash | 0,5 % |
| Schrumpfspuren | 0,3% |
Jede Verbesserung der Ausbeute um 1 % reduziert 1970 Abfallprodukte pro Tag, spart etwa 18,7 kg Rohstoffe (im Wert von 18,81 EUR) und spart jährlich 5.643 EUR. Aus diesem Grund wird bei diesem Verfahren strikt alle zwei Stunden gewogen, um sicherzustellen, dass das Gewicht jeder Kavität stabil ist.
Das 16-fach-Werkzeug ist mit einem Hochgeschwindigkeitsmanipulator (Aufnahmezeit ≤ 1,2 Sekunden) ausgestattet. Nach dem Auswurf fällt das Produkt direkt auf das Förderband und wird zur automatischen Stapel- und Verpackungsmaschine transportiert. Jeder Bediener in der gesamten Spritzgießwerkstatt kann 6 Spritzgießmaschinen des gleichen Typs (einschließlich Bogenabdeckungen, Becherkörper usw.) betreuen.
Arbeitskosten: 167,17 EUR/Monat/Person, 6 Einheiten pro Person → Arbeitskosten pro Einheit betragen ca. 167,17 EUR/Monat
Tagesproduktion von 197.000 Einheiten → Arbeitskosten pro Einheit: 167,17 ÷ (197.000 × 30) ≈ 0,00003 EUR/Stück
Fast vernachlässigbar. Bei Verwendung einer halbautomatischen oder manuellen Abholung steigen die Arbeitskosten pro Einheit auf 0,0013–0,0025 EUR, was ein Überleben auf dem Niedrigpreismarkt völlig unmöglich macht.
Der 16-Kavitäten-Nadelventil-Heißkanal erfordert einen höheren Wartungsaufwand, aber die Kosten werden durch die folgenden Maßnahmen kontrolliert:
Reinigen Sie die Nadelventilnadel alle 100.000 Formen (ca. 5 Tage), um ein Festklemmen zu verhindern;
Ersetzen Sie die Ventilnadeldichtung alle 500.000 Formzyklen;
Erden Sie die Anschnittbuchse alle 2 Millionen Formzyklen.
Nach dem Umbau: Die Wartungskosten für die Form betragen ca. 0,0001 EUR/Stück und die jährlichen Wartungskosten belaufen sich auf ca. 5.894 EUR (basierend auf einer Jahresproduktion von 59 Millionen Stück).
Nehmen Sie als Beispiel eine einzelne Kuppelabdeckung mit 90 Anschlüssen (PP-Material, 9,5 g, ohne Etikett, Heißkanal mit 16 Kavitäten):
| Kostenposition | Betrag (EUR/Stück) | Prozentsatz |
|---|---|---|
| Rohstoff (PP, 1.003 EUR/Tonne) | 0,0095 EUR | 85,4% |
| Stromkosten (Servo 420T) | 0,0014 EUR | 12,4% |
| Arbeit (automatisiert) | 0,00003 EUR | 0,3% |
| Formwartung | 0,0001 EUR | 0,9% |
| Werksabschreibung und andere | 0,0001 EUR | 1,0% |
| Gesamt | 0,0112 EUR | 100% |
Die Gesamtkosten einer einzelnen Einheit betragen etwa 0,0112 EUR, während der Marktpreis etwa 0,0125–0,0150 EUR beträgt und die Bruttogewinnspanne etwa 10–25 % beträgt. Bei großvolumigen Produkten ist dies eine gesündere Gewinnspanne. Wenn ein Kaltkanal (Rohstoffkosten steigen auf 0,0118 EUR) oder ein Nicht-Servomotor (Stromkosten steigen auf 0,0023 EUR) verwendet werden, betragen die Kosten nahezu 0,0135 EUR und der Gewinn wird praktisch aufgezehrt.
| Problem | Grund | Lösung |
|---|---|---|
| An der Schnalle treten Einfallstellen auf | Unzureichende Druckhaltung und ungleichmäßige Kühlung | Erhöhen Sie die lokale Kühlung und verlängern Sie die Haltezeit auf 1,2 Sekunden |
| Das Nadelventil ist nicht fest geschlossen und es kommt zur Fadenbildung | Unzureichender Luftdruck, Abschaltverzögerung | Überprüfen Sie den Luftdruck ≥0,6 MPa, stellen Sie die Schließverzögerung auf 0,05 Sekunden ein |
| 16 Kavitätengewicht ist inkonsistent | Die Heißkanaltemperatur ist ungleichmäßig und die Düse ist verstopft | Düsentemperatur selbstständig anpassen und Filter regelmäßig reinigen |
Die Heißkanal-Nadelventillösung mit 16 Kavitäten für das 90-Port-Kuppelwerkzeug hat eine Tagesproduktion von 197.000 Teilen in einem 7-Sekunden-Zyklus erreicht. Die Gesamtkosten eines einzelnen Stücks wurden auf 0,0112 EUR gesenkt, wodurch die Wettbewerbsfähigkeit auf dem Markt mit geringen Gewinnen erfolgreich aufrechterhalten werden konnte. Die Kernerfahrung kann wie folgt zusammengefasst werden:
Nadelventil-Heißkanal ist der erste Hebel zur Kostenreduzierung – der Materialkopf wird eliminiert, die Rohstoffausnutzungsrate beträgt 100 % und die Investition kann sich in einem halben Jahr amortisieren;
Hohe Hohlraumanzahl (16 Hohlräume) und große Tonnage (420 Tonnen) maximieren die Produktionskapazität der Einheiten und reduzieren die gemeinsamen Kosten;
Servo-Spritzgießmaschine + automatische Aufnahme senken die Strom- und Arbeitskosten auf ein extrem niedriges Niveau;
Der 7-Sekunden-Zyklus basiert auf einer effizienten Kühlung (18–22 °C Hochdruckwasser + konformer Wasserweg). Mit jeder Verkürzung der Abkühlzeit um 0,5 Sekunden erhöht sich die Tagesleistung um etwa 28.000 Stück;
Jede Verbesserung der Ertragsrate um 1 % führt zu einer Ersparnis von 5.643 EUR pro Jahr. Detailliertes Management ist Gewinn.
In Zukunft wird mit der Reife von Kuppelformen mit 48 oder sogar 64 Kavitäten erwartet, dass die Zykluszeit innerhalb von 5 Sekunden liegt und die Kosten für ein einzelnes Stück weiter auf unter 0,0088 EUR sinken werden. Allerdings ist die 16-Kavitäten-Lösung in diesem Fall immer noch die optimale Lösung im Hinblick auf die Kapitalrendite-Balance – moderate Investition, einfache Wartung und hohe Stabilität – und für die meisten Spritzgussunternehmen geeignet.
| Projekt | Parameter |
|---|---|
| Anzahl der Kavitäten | 16 |
| Zyklus | 7,0 Sekunden |
| Tagesausgabe | 197.000 Stück |
| Einzelstück Nettogewicht | 9,5g |
| Rohstoffkosten | 0,0095 EUR/Stück |
| Gesamtkosten | 0,0112 EUR/Stück |
| Ertrag | 98,5 % |
| Formgröße | 650×850×530mm |
| Angepasste Maschine | 420T |
Hinweis: Die oben genannten Kosten basieren auf PP-Rohstoffen von 1.003 EUR/Tonne, Industriestrom von 0,100 EUR/kWh und dem Arbeitsniveau in Ostchina im Jahr 2024. Bitte passen Sie sie basierend auf den tatsächlichen lokalen Preisen an.