Hallo zusammen, ich bin Vertriebsingenieur bei H T Mould. Nachdem ich mehr als zehn Jahre lang hart in der Formenindustrie gearbeitet habe, habe ich zu viele Kunden gesehen, die mit der Frage zu kämpfen hatten, „ob die Form teuer ist oder nicht“, aber nur wenige Menschen haben klar berechnet, „wie viel Geld man mit dem Betrieb der Form verdienen kann“. Heute möchte ich einen echten Fall vorstellen – einen Satz Bodenformen für Lebensmittelverpackungen mit acht Kavitäten. Dies ist kein technischer Fantasiemythos, sondern ein Projekt, das ehrlich das ultimative Ziel „Stabilität, Effizienz und niedrige Kosten“ erreicht. Vom anfänglichen Zögern des Kunden bis zur anschließenden proaktiven Platzierung zusätzlicher Bestellungen hat mir der gesamte Prozess zutiefst klar gemacht: Bei einem guten Formensatz geht es nicht um die Kosten, sondern um die Gelddruckmaschine.
Bei diesem Produkt handelt es sich um eine Bodenschale für Lebensmittelverpackungen aus dünnwandigem PP (Polypropylen). Das Dünnwandformen selbst ist eine technische Tätigkeit – dünne Wandstärken, lange Fließwege und schnelle Füllgeschwindigkeit erfordern extrem hohe Anforderungen an das Kühlsystem, die Abgasstruktur und die Heißkanalstabilität der Form. Die anfängliche Forderung des Kunden war sehr klar: Ein Satz Formen, rund um die Uhr, hoher Ertrag, geringer Wartungsaufwand und genügend Formen.
Wir empfehlen eine Eins-aus-Acht-Struktur. Viele Kollegen machen vielleicht einen von vier oder einen von sechs, weil es „sicherer“ ist. Nachdem wir jedoch die Spezifikationen der Spritzgießmaschine des Kunden, die Produktprojektionsfläche und die Fließfähigkeit von dünnwandigem PP bewertet hatten, gaben wir einen festen Plan mit acht Schritten vor. Warum? Dennjeder Hohlraum ist ein Profitcenter. Die Ausbringung einer einzelnen Form ist im Vergleich zu einer von sechs um 33 % gestiegen, während sich der Spritzgießzyklus kaum erhöht hat – das ist die erste Berechnung, die wir für unsere Kunden durchgeführt haben.
Die endgültige Lebensdauer der Form ist auf 3 Millionen Zyklen festgelegt. Aber gemäß den Trackingdaten unseres HT für ähnliche dünnwandige PP-Formen ist es durchaus möglich, bei normaler Wartung 5 Millionen oder sogar 6 Millionen Formdurchlaufzeiten zu erreichen. Dabei handelt es sich nicht um einen Slogan, sondern um eine echte Datenansammlung.
 Klicken Sie auf das Bild, um das Video anzusehen
Klicken Sie auf das Bild, um das Video anzusehen
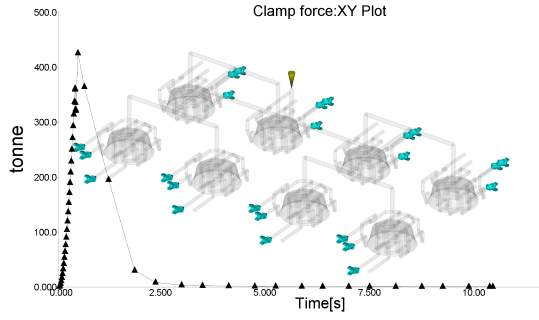
Schauen wir uns zunächst einen Satz tatsächlicher Produktionsdaten an (aus der Überwachung vor Ort beim Kunden):
| Parameter | Wert |
|---|---|
| Einspritzstelle | 96,9 mm |
| Spitzenspannkraft | 152,4 bar |
| Formöffnungszeit | 1,79~1,80 s |
| Schließzeit der Form | 1,56 s |
| Lagerzeit | 2,16~2,21 s |
| Gesamtzyklus | 7,37 s |
Ja, 7,37 Sekunden Zyklus. Eines von acht, acht Produkten wird in 7,37 Sekunden hergestellt. Rechnen wir mal:
Dies ist die Produktionskapazität einer Spritzgießmaschine und eines Formensatzes. Beim Kunden laufen mehrere Maschinen gleichzeitig und der Skaleneffekt ist erstaunlich.
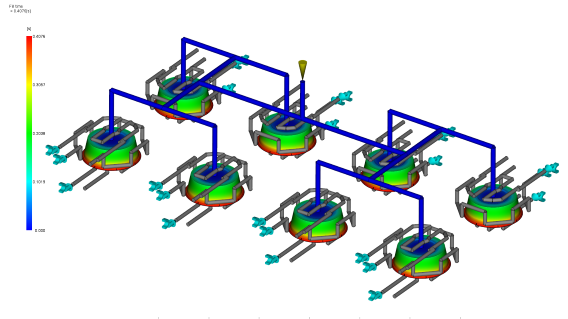
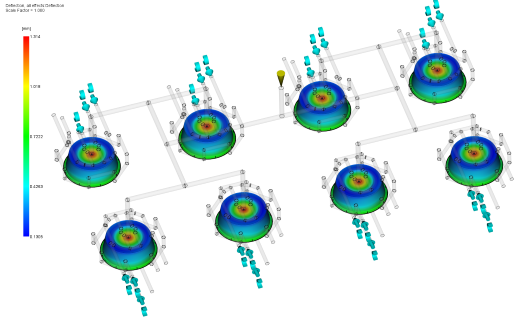
Sehen Sie sich die Ergebnisse der Formflussanalyse an: Füllzeit 0,4076 Sekunden, was sehr gut mit der tatsächlichen Einspritzzeit von 0,204 bis 0,206 Sekunden übereinstimmt (kürzere Füllzeit pro Hohlraum). Das durch die Formflussanalyse vorhergesagte Fließgleichgewicht wurde in der tatsächlichen Produktion verifiziert. Aus der Aufzeichnungstabelle geht hervor, dass die Einspritzposition (InjStrPos 96,6–96,7 mm), die Nachdruckposition (HoldStrPos 40,8–40,9 mm) und die Restmaterialmenge (RestmillPos 35,3 mm) jeder Kavität nahezu identisch sind. Die Acht-Kavitäten-Balance ist ausgezeichnet, was die Grundlage für eine effiziente Produktion ist.
In Bezug auf das Kühlsystem, FormflussanzeigeKühlwassertemperatur 26,66°CDie tatsächliche Temperaturregelung der Heißdüse ist genau (299–305 °C) und das Heizleistungsverhältnis jedes Abschnitts erhält eine echte Rückmeldung. Beim dünnwandigen PP-Formteil besteht die größte Angst vor Verzug durch ungleichmäßige Abkühlung, und das Kühldesign unserer Form ermöglicht die Fertigstellung des Produkts unmittelbar nach dem Formen, ohne dass eine Nachformung erforderlich ist.



Viele Kunden fragen: „Wie viel teurer sind Ihre Formen als die von so und so?“ Meine Antwort lautet immer: Bitte berechnen Sie die Formkosten pro Million Formen.
Die Lebensdauer dieses Formensatzes beträgt 3 Millionen Formen (eigentlich bis zu 5 Millionen+). Wie hoch sind die Formkosten, die jedem Produkt zugeordnet sind?
Gehen Sie davon aus, dass der Formpreis beträgt Werkzeugkosten pro Produkt = X ÷ 24.000.000
Wenn das ist, was wir bei H T immer betont haben: Es ist viel wirtschaftlicher, die Form auf einmal herzustellen, als die Form wiederholt zu reparieren und im Voraus zu verschrotten.
1. Geringer Energieverbrauch
Ein Zyklus von 7,37 Sekunden bedeutet, dass die Spritzgießmaschine im hohen Effizienzbereich arbeitet. Das Dünnwandformen erfordert eine hohe Geschwindigkeit und einen hohen Druck, aber je kürzer der Zyklus, desto geringer ist der Energieverbrauch pro Produkteinheit. Tatsächliche Messungen des Kunden zeigen, dass der Energieverbrauch eines einzelnen Stücks etwa 25 % beträgt im Vergleich zu vier Formen des gleichen Typs, die mit einer Form hergestellt wurden.
2. Wartungskosten sind kontrollierbar
Unser Wartungsansatz ist pragmatisch:
- Täglich: Schmieröl hinzufügen (5 Minuten Vorgang, ein normaler Arbeiter kann es tun)
- Alle 100.000 Formvorgänge: Überprüfen Sie den Abluftschlitz und reinigen Sie ihn (um zu verhindern, dass eingeschlossene Luft verbrennt, etwa 30 Minuten)
- Alle 1 Million Gussvorgänge: Überprüfen Sie Verschleißteile wie Heißdüsen, Federn, Gasausstoßstifte, verschleißfeste Blöcke usw. und ersetzen Sie sie gegebenenfalls
Diese Wartungshäufigkeit gehört zum sehr freundlichen Niveau unter dünnwandigen Formen. Warum? Da unser Design ausreichend Spielraum für Verschleiß lässt, sind wichtige Komponenten aus importiertem Stahl gefertigt und beschichtet. Kundenfeedback: Bei Erreichen von 2 Millionen Formvorgängen wurde die Heißdüse nicht ausgetauscht, sondern lediglich eine Reinigung und ein Austausch des Dichtungsrings durchgeführt.
3. Rendite über 99 %
Dabei handelt es sich um die tatsächlichen Produktionsdaten des Kunden. Aus der Aufzeichnungstabelle geht hervor, dass die Schließkraft stabil bei 152,1–152,4 bar liegt, die Zykluszeit nur ±0,01 Sekunden schwankt und die Parameter jeder Kavität konsistent sind. Niedrige Fehlerrate bedeutet:
- Weniger Ausschusskosten (PP-Material ist nicht billig)
- Reduzieren Sie die Kosten für die manuelle Sortierung
- Geringeres Risiko von Kundenbeschwerden und Retouren
4. Automatisierte Anpassung
Die Form ist mit einem Luftauswurfstift und einem verschleißfesten Block ausgestattet, der mit einem Roboter automatisch entfernt werden kann. Der Kunde wird vor Ort mit einem Roboter ausgestattet und das Produkt wird innerhalb von 1,79 Sekunden nach dem Öffnen der Form ohne manuellen Eingriff entnommen. Arbeitskosten? Fast Null, ein Techniker schaut sich drei Maschinen an.
Machen wir eine konservative Finanzberechnung (basierend auf tatsächlichen Kundendaten):
| Projekt | Wert | Beschreibung |
|---|---|---|
| Single-Mode-Ausgang | 8 Stück | Einer von acht |
| Zykluszeit | 7,37 Sekunden | Ist-Daten |
| Leistung pro Stunde | 3.904 Stück | 3600÷7,37×8 |
| Tagesleistung (22h) | 85.888 Stück | 2h reserviert für Formwechsel/Wartung |
| Monatliche Ausgabe (26 Tage) | 2.233.088 Stück | |
| Jahresproduktion (11 Monate) | 24.564.000 Stück | 1 Monat reserviert für Überholung/Urlaub |
| Einzelverkaufspreis (Beispiel) | 0,0188 EUR | Der Marktpreis für die Unterschale dünnwandiger Verpackungsschachteln liegt bei etwa 0,0125–0,0251 EUR |
| Jahresproduktionswert | Ca. 461.494 EUR | |
| Materialkosten (ca. 60 %) | 277.147 EUR | |
| Stromgebühr + Arbeitsaufwand + Wartung (ca. 15 %) | 68.973 EUR | |
| Jahresbruttogewinn | Ca. 115.373 EUR | Ohne Schimmelamortisation |
Die Form ist eine einmalige Investition, angenommen 37.622 EUR, die im ersten Jahr vollständig abgeschrieben wird. Der Nettogewinn im ersten Jahr beträgt ca. 90.292 EUR und der Jahresüberschuss ab dem zweiten Jahr beträgt ca. 115.373 EUR.
Wenn der Kunde 5 Millionen Formvorgänge erreicht, kann diese Form fast zwei Jahre lang laufen (berechnet als etwa 6.500 Formvorgänge pro Tag). Die Gesamtproduktion beträgt 40 Millionen Produkte und der Gesamtbruttogewinn übersteigt 752.436 EUR. Ein Satz Formen, zwei Jahre, mehr als 752.436 EUR Bruttogewinn. Dies ist das, was wir eine „Gelddruckmaschine“ nennen.
Dieser Kunde war zunächst zögerlich. Zuvor hatten sie einen Satz Vier-in-Eins-Formen mit einer Zykluszeit von mehr als 9 Sekunden und einer Ausbeute von etwa 92 % verwendet. In jeder Schicht musste jemand auf die Grate aufpassen und diese beschneiden. Nach dem Wechsel unserer Form überraschten sie die Daten im ersten Monat:
Der Chef des Kunden sagte etwas zu mir, woran ich mich bis heute erinnere: „Wenn ich das gewusst hätte, hätte ich gar nicht erst Preise vergleichen und mich direkt an Sie wenden sollen.“
Später fügten sie 3 Sätze derselben Form hinzu. Mittlerweile laufen vier Formensätze gleichzeitig und produzieren täglich mehr als 340.000 Produkte, die an drei Lebensmittelverpackungsfabriken geliefert werden, und die Nachfrage übersteigt das Angebot.
Ich verkaufe seit so vielen Jahren Formen und habe gesehen, dass zu viele Menschen ihre Energie für „Verhandlungen“ verschwenden. Tatsächlich macht der Werkzeugpreis jedoch nur einen kleinen Teil des gesamten Projektlebenszyklus aus. Was Ihr Geldverdienen wirklich beeinflusst, sind diese Dinge:
Unser H T-Set aus acht dünnwandigen PP-Formen ist nicht das billigste, aber es muss das sein, mit dem Sie am profitabelsten sind. 3 Millionen Gussvorgänge sind eine konservative Zahl, und 5 bis 6 Millionen Gussvorgänge sind bei normaler Wartung durchaus machbar. Wir verfügen über detaillierte technische Lösungen, Berichte zur Formflussanalyse und Betriebsdaten vor Ort beim Kunden. Sie sind jederzeit herzlich willkommen, das Unternehmen zu besuchen oder vor Ort beim Kunden vorbeizuschauen, um sich selbst ein Bild zu machen – eine Form wird in 7,37 Sekunden hergestellt, 8 Produkte werden sauber hergestellt und die Ausbeute liegt bei über 99,5 %.
Gute Form, kein Druck auf Geld, nur Geld.
H T Mould-Vertriebsingenieur