Autor: H T Mould Senior Moulding Engineer
Als wir den Auftrag erhielten, diese Deckelform für Lebensmittelverpackungsschachteln zu entwickeln, waren die Kernanforderungen des Kunden sehr klar: Die Kosten pro Kavität sollten niedrig sein, der Zyklus sollte kurz sein und die Formlebensdauer sollte stabil sein. Das Produkt hat ein Acht-von-eins-Layout und das Material ist dünnwandiges PP mit einer Wandstärke von nur 0,35–0,45 mm, was ein typisches dünnwandiges Hochgeschwindigkeits-Spritzgussteil ist.
In der Verpackungsindustrie ergibt sich der Gewinn häufig nicht aus dem Verkaufspreis eines einzelnen Produkts, sondern aus der Ausbringungsmenge pro Stunde und der Gesamtleistung innerhalb des gesamten Lebenszyklus der Form. Deshalb haben wir uns während der Formenbauphase drei Ziele gesetzt:
Den Ergebnissen nach zu urteilen, hat dieser Formensatz die Erwartungen völlig übertroffen.
 Klicken Sie auf das Bild, um das Video anzusehen
Klicken Sie auf das Bild, um das Video anzusehen
Wie aus den tatsächlichen Produktionsaufzeichnungen hervorgeht:
| Bildungslink | Parameterwert |
|---|---|
| Einspritzzeit | Etwa 0,21 s |
| Druckhaltezeit | Extrem kurz |
| Abkühlzeit | 1,7s |
| Werkzeug öffnen und schließen + auswerfen | 3–4s |
| Einzelzyklus | 6,4–6,96 Sekunden |
Das bedeutet:
Dies ist die erste Stufe unter den dünnwandigen Verpackungsformen.
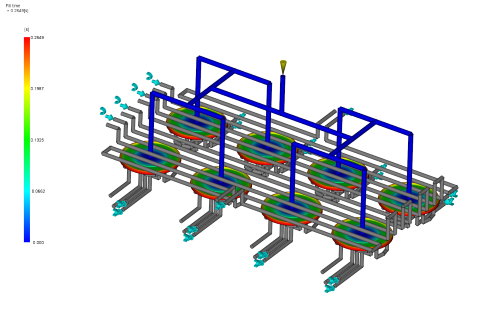
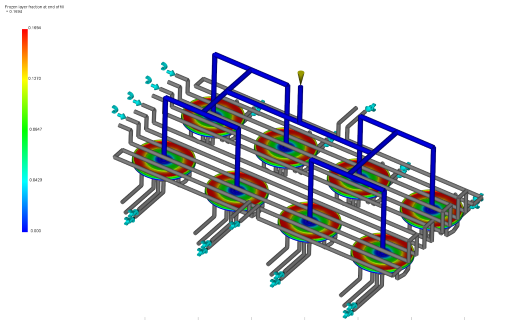
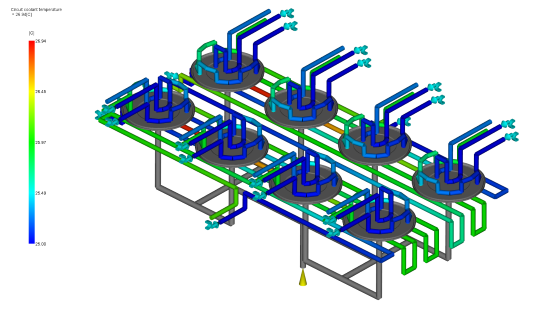
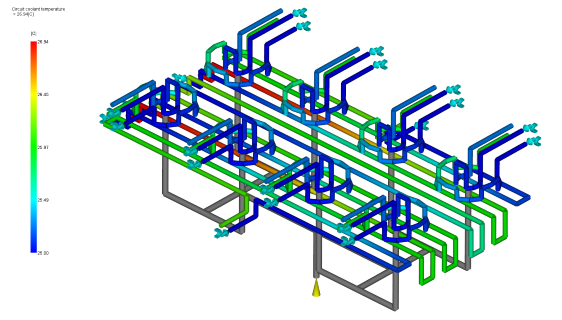
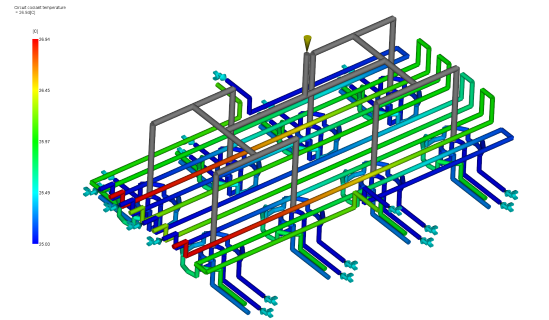
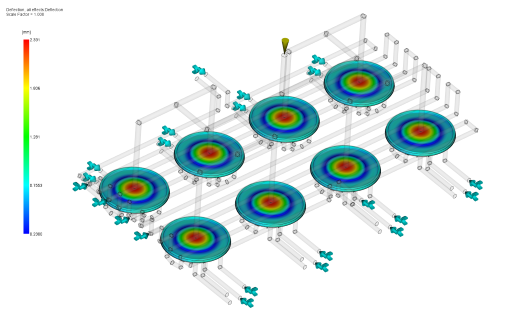
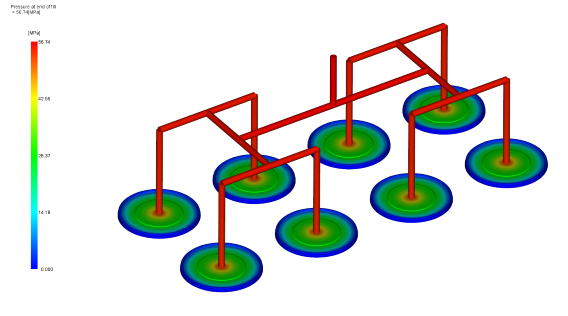
Anhand der Formflussdaten können wir mehrere wichtige Konstruktionspunkte bestätigen:
| Formflussparameter | Wert/Merkmal | Designwert |
|---|---|---|
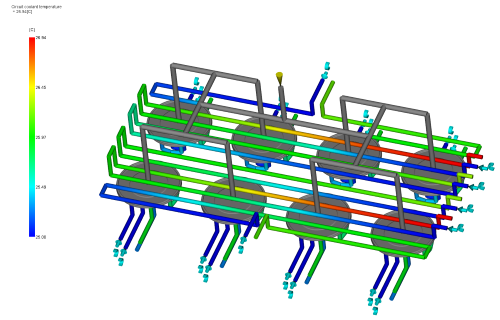
| Kristallkonstante Temperatur | 26,8°C | Die Temperaturregelung der Form ist äußerst stabil und reduziert Schrumpfungsschwankungen |
| Stromkreisisolationstemperatur | 26mW/°C | Ausgezeichnetes Wärmeausgleichsdesign zur Vermeidung lokaler Überhitzung |
| Aktuelle Temperaturkurve | Glatt | Heizungssystem reagiert schnell und hat kein Überschwingen |
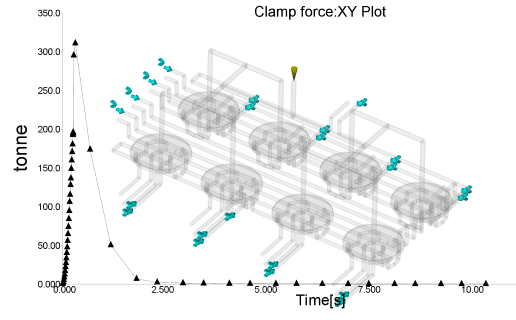
| Formschließkraftkurve | Glatt | Die Spannkraft weist geringe Schwankungen auf, was zu einer gleichmäßigen Entlüftung und Größe führt |
| Luftdruck | 0,5 atmHg | Das Abgasdesign ist sinnvoll, um Lufteinschlüsse zu vermeiden |
Diese Angaben bestimmen direkt die Stabilität dünnwandiger Füllungen. PP neigt bei Hochgeschwindigkeitseinspritzung zu Fließstreifen, Unterspritzung oder Gratbildung. Wir erreichen jedoch eine gleichmäßige Füllung jeder Kavität durch einen Mehrpunkt-Heißkanal mit sequenziellen Ventilen und einer präzisen Temperaturzoneneinteilung.
Sie können der Parameterschnittstelle der Spritzgießmaschine entnehmen:
| Spritzgießmaschinenparameter | Wertebereich |
|---|---|
| Einspritzdruck | 85–95 bar |
| Haltedruck | 30–40 bar |
| Einspritzgeschwindigkeit | 65–95 % |
| Gegendruck | 35 bar |
| Schneckengeschwindigkeit | 144–624 U/min (verschiedene Stufen) |
Erläuterung dieser Parameter: Wir verfolgen die Strategie der Hochgeschwindigkeits- und Hochdruckeinspritzung + Niederdruckhaltung, um die Füllgeschwindigkeit sicherzustellen und Restspannungen zu vermeiden.
Die Lebensdauer dieser Form beträgt 3 Millionen Mal und die tatsächliche normale Verwendung kann 5-6 Millionen Mal betragen. Wir berechnen auf Basis von 5 Millionen Modi:
| Kostenposition | Wert | Aufteilungsergebnisse |
|---|---|---|
| Gesamtinvestition in die Form | 43.892–50.162 EUR (einschließlich Heißkanal, Verarbeitung, Formversuch) | - |
| Formkosten pro 10.000 Formen | - | 87,78–100,32 EUR |
| Leistung pro Form | 8 Produkte | - |
| Formkosten pro 10.000 Produkte | - | 10,91–12,54 EUR |
Im Vergleich zu den in der Branche üblichen 1,5–2 Millionen Formen wird die Kostenverwässerung um mehr als 40 % reduziert.
Wir haben einen klaren Wartungsplan:
| Wartungsartikel | Frequenz | Kostenbewertung |
|---|---|---|
| Schmieröl täglich hinzufügen | 1 Zeit/Tag | Extrem niedrig |
| Abluftschlitz prüfen und reinigen | pro 100.000 Zyklen | Niedrig (30 Minuten) |
| Überprüfen Sie die Heisskanaldüse, die Feder, den Gasausstoßstift und den Verschleißblock | pro 1 Million Zyklen | Mittel (ggf. ersetzen) |
Im tatsächlichen Betrieb liegen die Gesamtwartungskosten pro 1 Million Formzyklen bei 376,22–627,03 EUR, was weit unter dem Branchendurchschnitt liegt.
Produktionsaufzeichnungen zeigen:
| Produktionsparameter | Stabiler Bereich | Handwerklicher Wert |
|---|---|---|
| Einspritzort | 92–95mm | Form hat eine extrem hohe Wiederholgenauigkeit und Prozessfähigkeit Cpk > 1,33 |
| Druckhalteposition | 47–48mm | |
| Klebeort | 82–83mm | |
| Zyklische Schwankung | ≤ 0,05 Sekunden |
Dies zeigt, dass die Formwiederholgenauigkeit extrem hoch ist und die Prozessfähigkeit Cpk > 1,33 beträgt. Bei dünnwandigen PP-Produkten kann eine Ausbeute von über 99 % erreicht werden, was bedeutet, dass nahezu kein Abfallverlust entsteht und häufige Stillstände und Anpassungen nicht erforderlich sind.
Nehmen Sie als Beispiel die Tagesproduktion von 90.000 Deckeln:
| Projekt | Wertebereich | Beschreibung |
|---|---|---|
| Einzelpreis | 0,0150–0,0188 EUR | Üblich in der Verpackungsindustrie |
| Täglicher Produktionswert | 1.379–1.693 EUR | 90.000 Stück × Einzelpreis |
| Monatlicher Ausgabewert (25 Tage) | 33.860–42.638 EUR | - |
| Material (PP) | 0,0038–0,0050 EUR/Stück | - |
| Strom + Arbeit | 0,0025 EUR/Stück | - |
| Formzuteilung + Wartung | 0,0006 EUR/Stück | - |
| Gesamtkosten pro Einheit | 0,0069–0,0082 EUR | - |
| Bruttogewinn pro Einheit | 0,0082–0,0107 EUR | - |
| Bruttogewinnspanne | 55–65 % | - |
| Bruttogewinn pro Tag | 752–941 EUR | - |
| Bruttogewinn pro Monat | 18.811–22.573 EUR | - |
Dieser Formensatz amortisiert in der Regel die gesamte Forminvestition innerhalb von 3-4 Monaten, und dann ist es reiner Gewinn.
Viele Kollegen werden fragen: Sind dünnwandige Formen nicht leicht zu tragen? Unsere Erfahrung liegt in drei Punkten:
Während des Betriebs von 3 Millionen Modulen sind wir auch auf einige typische Probleme gestoßen und haben diese mit unseren Kollegen geteilt:
| Frage | Grund | Gegenmaßnahmen |
|---|---|---|
| Blitz nimmt allmählich zu | Die Auslassnut ist verstopft oder die Trennfläche ist abgenutzt | Auslassnut reinigen und ggf. Trennfläche schleifen |
| Teilweise Unterzahlung | Heiße Düse ist verstopft oder Temperaturregelung driftet ab | Reinigen Sie die Heisskanaldüse und kalibrieren Sie das Thermoelement |
| Unausgeglichener Auswurf | Gasausstoß oder Federermüdung | Ersetzen Sie alle 1 Million Mal einen Satz. |
| Der Zyklus wird länger | Abkühlungsskala oder langsame Bewegung der Ventilnadel | Reinigen Sie den Wasserweg und schmieren Sie die Ventilnadel |
Das sind keine großen Probleme, der Schlüssel liegt in der vorbeugenden Wartung, anstatt darauf zu warten, das Problem zu beheben, nachdem es kaputt ist.
Dieser Satz von acht PP-Deckelformen für Lebensmittelverpackungen wurde durch Fakten bewiesen:
Hohe Effizienz + lange Lebensdauer + geringer Wartungsaufwand = hohe Rentabilität
Für Verpackungsunternehmen sind Formen keine Kosten, sondern Vermögenswerte.
Bei einem guten Formensatz geht es nicht darum, wie viel Sie für den Kauf ausgeben, sondern darum, wie viel Geld Sie damit jeden Tag in Ihrer Fabrik verdienen.
H T Mould verfügt über mehr als 15 Jahre praktische Erfahrung in dieser Art von dünnwandigen Projekten mit mehreren Kavitäten. Wir stellen nicht nur Formen zur Verfügung, sondern bieten auch Formlösungen mit den „niedrigsten Kosten pro Form“.
Wenn Ihr Produkt ebenfalls zu dem dünnwandigen, großvolumigen, niedrigen Stückwerttyp gehört, können Sie uns gerne mitteilen. Wir helfen Ihnen, die Rechnung zu begleichen.
H T Mould Technology Center
Fokus auf Formen mit hoher Lebensdauer, hoher Effizienz und hoher Rendite