قوالب الحقن الرقيق: التحديات التقنية الأساسية والحلول الهندسية العملية.
في ظل الطلب المتزايد على المنتجات البلاستيكية خفيفة الوزن، أصبحت تقنيات الحقن الرقيق معيارًا مهمًا لقياس مستوى شركات القوالب. ويُقصد بالحقن الرقيق عادة المنتجات ذات سماكة جدار أقل من 1 مم، بينما تصل بعض التطبيقات المتقدمة إلى نحو 0.3 مم فقط. وبالمقارنة مع الحقن التقليدي، يواجه هذا النوع من المنتجات متطلبات أكثر صرامة في سيولة المادة، وقوة القالب، ودقة التشغيل، وكفاءة التبريد.
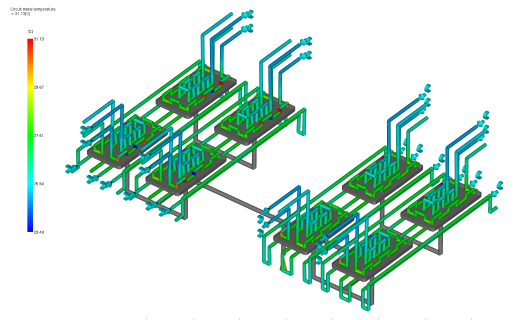
عندما يكون التجويف ضيقًا جدًا، ترتفع مقاومة تدفق البوليمر وتزداد سرعة التبريد بشكل واضح. وإذا لم يُصمم القالب بصورة صحيحة، تظهر مشكلات مثل النقص في الحقن أو اللحامات الواضحة أو التعبئة غير المكتملة. لذلك تبدأ H T Mould دائمًا بتحليل تدفق القالب باعتباره خطوة أساسية قبل التصميم النهائي.
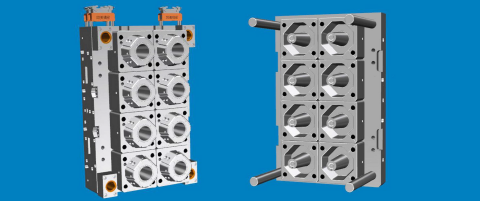
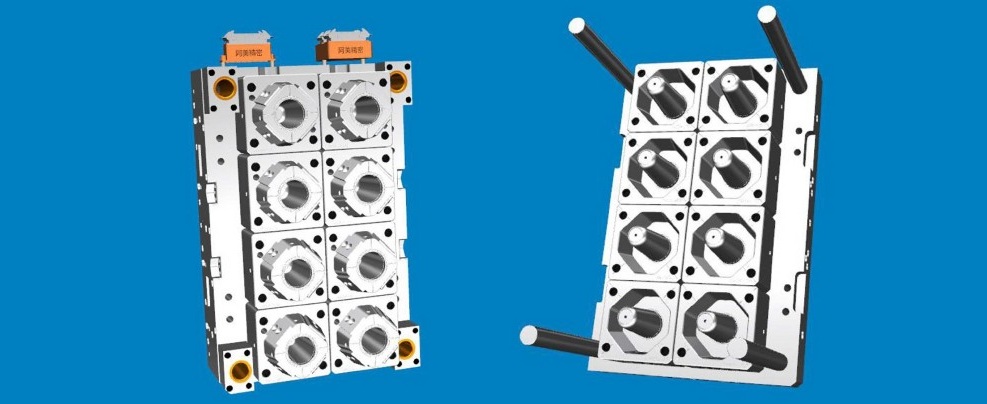
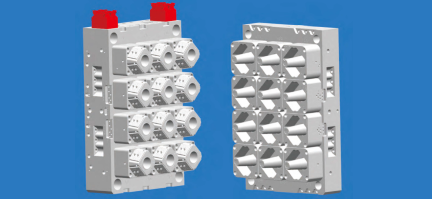
في مرحلة التصميم، نستخدم أدوات تحليل متقدمة لمحاكاة درجة حرارة مقدمة الذوبان، وإجهاد القص، وتوزيع الضغط، وقوة الإغلاق المطلوبة. ويسمح لنا ذلك بتحسين مواقع البوابات، وأبعاد المجاري، وتخطيط التجاويف. وفي تطبيقات مثل الأكواب الرقيقة سعة 650 مل وعلب الوجبات، نعتمد غالبًا على تصميمات من 6 أو 8 تجاويف مع المحافظة على توازن التعبئة، ما يتيح تثبيت زمن الدورة عند أقل من 10 ثوان، وقد نصل إلى 6.2 ثانية في بعض تطبيقات IML.

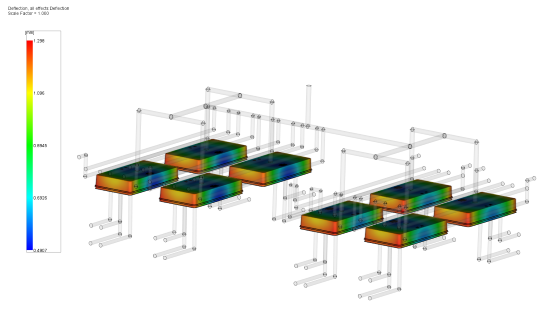
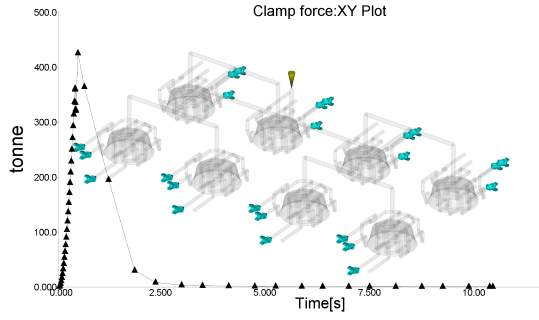
يتطلب الحقن الرقيق عادة سرعات وضغوط حقن مرتفعة جدًا، قد تتجاوز بعدة أضعاف ما هو مستخدم في الحقن التقليدي. وإذا لم تكن بنية القالب صلبة بالقدر الكافي، فقد يحدث تشوه مرن في اللوحات، ما يؤدي إلى عدم استقرار الأبعاد أو تفاوت السماكة أو حتى لامركزية المنتج.
تمتلك H T Mould خبرة واسعة في تصميم القوالب عالية الصلابة. فنحن نختار مواد حاملة قوية ونوزع الأعمدة الداعمة وسماكات اللوحات بعناية للحد من التشوه إلى مستويات ميكرونية. كما نمتلك خبرة فعلية في معالجة المشكلات الميدانية من خلال تعديل توازن البوابات، وضبط أنظمة الإخراج، وتصحيح المجال الحراري دون تعطيل الإنتاج.
تتطلب المنتجات الرقيقة دقة أبعاد عالية جدًا، لأن أي انحراف صغير في التشغيل قد يتضخم في المنتج النهائي. ولهذا تعتمد H T Mould على معدات تشغيل عالية السرعة والدقة لضمان تصنيع التجاويف والقلوب ومجاري التبريد ضمن مستويات دقيقة للغاية.
والأهم من ذلك أننا نعتمد على تحليل تدفق القالب للتنبؤ بالانكماش والالتواء المحتمل، ثم نطبق تصحيحًا هندسيًا مسبقًا داخل تصميم التجويف نفسه، بحيث يعود المنتج إلى شكله المستهدف بعد فك القالب. وبفضل هذه الخبرة، تمكنا من تحقيق إنتاج مستقر لمنتجات بسماكة تصل إلى 0.32 مم.

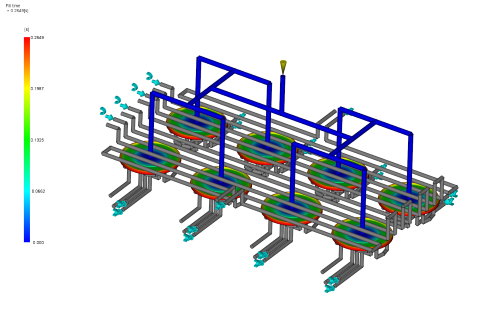
يعد زمن الدورة المؤشر الاقتصادي الأهم في الحقن الرقيق. فعلى الرغم من أن المنتجات الرقيقة تبدد الحرارة بسرعة، فإن التبريد غالبًا ما يمثل معظم زمن الدورة. وإذا كان توزيع التبريد غير متوازن أو غير كافٍ، يطول الزمن وتزداد احتمالات الالتواء والإجهاد الداخلي.
تتبع H T Mould مبدأ التبريد المتوافق مع شكل المنتج، حيث توزع مجاري المياه بحسب الشكل ثلاثي الأبعاد للقطعة من أجل تحقيق مجال حراري متجانس. وبفضل هذا النهج، نجحنا في خفض دورة الكوب IML سعة 650 مل في تصميم 1x8 إلى 6.2 ثانية، بينما تبقى قوالب علب الوجبات 1x6 ضمن أقل من 10 ثوان بثبات جيد وجودة إنتاج مرتفعة.
إن تصميم وتصنيع قوالب الحقن الرقيق يجمع بين علم سريان المواد، وميكانيكا الهياكل، وانتقال الحرارة، والتشغيل الدقيق. ومن خلال خبرتها المتراكمة في تحليل التدفق، والتصميم الصلب، والتشغيل الدقيق، والتعويض المسبق للتشوه، وأنظمة التبريد عالية الكفاءة، طورت H T Mould حلولًا ناضجة وموثوقة تناسب الإنتاج الصناعي الفعلي.
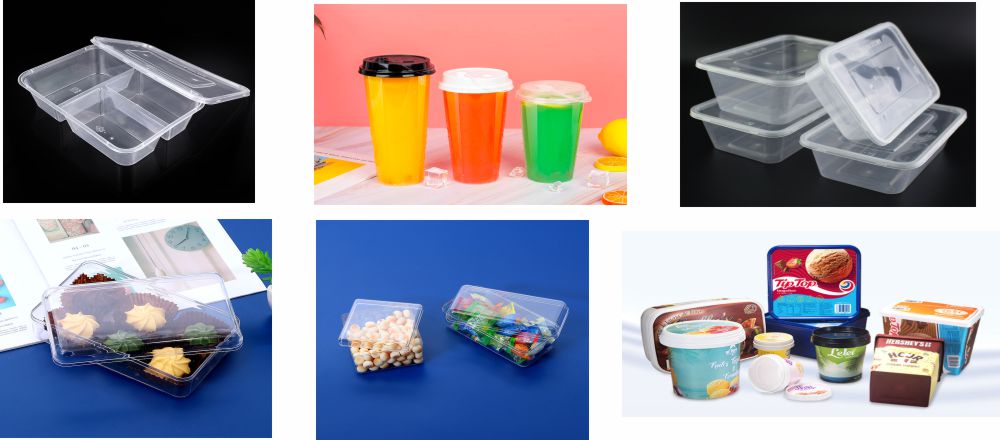
فيما يلي مجموعة من دراسات الحالة التي توضح بصورة عملية نتائجنا التقنية والهندسية في مجال قوالب التغليف الرقيق.