في السوق سريع النمو لشاي الفواكه ومشروبات دلو الفاكهة، تؤثر كفاءة الإنتاج وجودة مظهر حاويات التغليف بشكل مباشر على القدرة التنافسية للعلامة التجارية. في مواجهة الطلب اليومي الكبير الحجم الذي يبلغ حوالي 54500 قطعة، أصبحت كيفية ضمان جودة صب المنتجات ذات السعة الكبيرة 1000 مل مع الأخذ في الاعتبار وضعي الإنتاج لوضع العلامات داخل القالب (IML) وعدم وضع العلامات تحديًا أساسيًا في تصميم القالب وتكنولوجيا قولبة الحقن. تأخذ هذه المقالة قالب دلو الفاكهة 119-1000 كمثال لتحليل مسار التنفيذ الفني بالتفصيل للهيكل ذو 6 تجاويف، ودورة مدتها 9.5 ثانية (بدون وضع العلامات) ودورة مدتها 12 ثانية (وضع العلامات داخل القالب)، ومشاركة المعلمات الرئيسية وتجربة التحسين في الإنتاج الفعلي.
في السنوات الأخيرة، تمت ترقية سعة شاي الفواكه ومشروبات شاي الفواكه بشكل مستمر، وأصبحت البراميل الكبيرة سعة 1000 مل (1 لتر) "حجم مبيعات" العلامات التجارية لسلسلة الشاي. عادةً ما يحتاج هذا النوع من الدلاء إلى تلبية المتطلبات التالية:
مادة PP شفافة للغاية أو شفافة لعرض جزيئات الفاكهة؛
حجم كبير، ولكن يجب أن يكون سمك الجدار موحدًا لتجنب علامات الانكماش؛
من الممكن وضع العلامات داخل القالب لتعزيز التعرف على العلامة التجارية وتقليل عمليات وضع العلامات اللاحقة؛
إنتاج يومي عالي ليتناسب مع التشغيل عالي السرعة لخط التعبئة.
الطاقة الإنتاجية المستهدفة التي يقترحها العميل هي: إنتاج متواصل على مدار 24 ساعة، بإنتاج يومي يبلغ حوالي 54,500 قطعة. تم حساب الدورة النظرية على أساس قالب ذو 6 تجاويف، ويجب التحكم فيها خلال 11 ثانية (بما في ذلك وقت العمل). بعد التقييم، تم تحديد مجموعتين من الخطط في النهاية:
الإنتاج بدون وضع العلامات: وقت الدورة المستهدفة هو 9.5 ثانية؛
إنتاج الملصقات داخل القالب: وقت الدورة المستهدف هو 12 ثانية.
| مشروع | المعلمة |
|---|---|
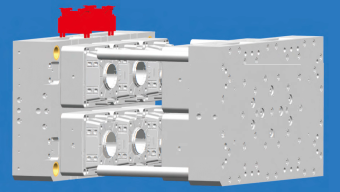
| نموذج العفن | 119-1000 قالب دلو الفاكهة |
| عدد تجاويف صب | 6 تجاويف |
| حجم القالب | 650×1110×652 ملم |
| مناسبة لآلات القولبة بالحقن | 400 طن (قوة التثبيت) |
| حجم المنتج | 1000 مل |
| المواد الرئيسية | PP (درجة حرارة الانصهار 310 درجة مئوية) |
يعتمد التصميم ذو 6 تجاويف ترتيب "2×3" لضمان مساحة إسقاط معقولة للقالب على آلة 400T، مع ترك مساحة للروبوت لالتقاط الملصق ووضع الملصق عليه.
تم اعتماد محلول خلط من الفوهة القصيرة للعداء الساخن + الفوهة القصيرة للعداء البارد. العداء الساخن مسؤول عن موازنة الضغط ودرجة الحرارة في التجاويف الستة. تعمل الفوهة القصيرة للعداء البارد على تقليل طول رأس المادة ونسبة المادة المرتجعة. بعد تحليل تدفق القالب وتحسينه، يتم التحكم في الفرق في وقت التعبئة لكل تجويف في حدود 3%، مما يضمن بشكل فعال اتساق الوزن للبراميل الستة (±0.5 جم).
| مشروع التبريد | المعلمة |
|---|---|
| درجة حرارة ماء التبريد | 18-22℃ |
| ضغط مياه التبريد | 0.5-0.6 ميجا باسكال |
| تصميم الممر المائي | ممر مائي قابل للتوافق + ممر مائي من نوع التقسيم |
نظرًا للارتفاع الكبير لبرميل الفاكهة (حوالي 160-180 مم)، فمن الصعب على الممر المائي التقليدي ذو الخط المستقيم تبريد الجزء الأوسط من البرميل بكفاءة. يعتمد التصميم على قنوات مياه متوافقة ثلاثية الأبعاد، ويرتب قنوات مياه حلقية على طول محيط البرميل، ويجمع بين الأقسام الحلزونية لتعزيز تبريد القاع والفم. يُظهر قياس درجة الحرارة الفعلي أن الحد الأقصى لفرق درجة الحرارة للبرميل هو ≥5 درجة مئوية، ويمثل وقت التبريد حوالي 50% من إجمالي الدورة.
| عملية | وقت |
|---|---|
| لقط القالب وقفل | 1.2 ثانية |
| الحقن + الضغط | 1.8 ثانية |
| وقت التبريد | 4.5 ثانية |
| فتح القالب | 0.8 ثانية |
| طرد المنتج وإزالة الروبوت | 1.2 ثانية |
| دورة إجمالية | 9.5 ثانية |
عند عدم وضع العلامات، يكون الروبوت مسؤولاً فقط عن إخراج المنتج ولا يحتاج إلى انتظار إجراء وضع العلامات. في هذا الوقت، تتحرك آلة التشكيل بالحقن بإحكام، مما يتطلب إخراجًا سلسًا للقالب وسرعة التقاط الروبوت ≥ 2.5m/s.
التحدي الرئيسي: تتطلب الدورة 9.5 ثانية متطلبات تبريد عالية للغاية. يتم حقن مادة PP عند درجة حرارة 310 درجة مئوية، ويجب خفض سطح تجويف القالب بسرعة إلى حوالي 40-50 درجة مئوية لإزالة القالب. يتم تحقيق معدل تبادل حراري عالي من خلال ماء تبريد بدرجة حرارة 18 درجة مئوية + معدل تدفق كبير (0.5-0.6Mpa). في الوقت نفسه، من الضروري تجنب تشوه فوهة البرميل - ولهذا السبب، تتم إضافة قناة تبريد حلقية معززة إلى فوهة البرميل.
| عملية | وقت |
|---|---|
| وضع العلامات قبل إغلاق القالب | 1.8 ثانية |
| لقط القالب وقفل | 1.2 ثانية |
| الحقن + الضغط | 1.8 ثانية |
| وقت التبريد | 5.5 ثانية |
| فتح القالب | 0.8 ثانية |
| قم بإزالة المنتج + الملصق معًا | 0.9 ثانية |
| دورة إجمالية | 12.0 ثانية |
صعوبات في وضع الملصق: يجب أن تغطي ملصقات التجاويف الستة بدقة منطقة العلامة التجارية لجسم البرميل ولا يمكن تشويهها. الحل هو تصميم فتحات امتزاز فراغية صغيرة في المواضع المقابلة لتجويف القالب الثابت. سيتم امتصاص الملصق تلقائيًا بعد وضعه. أثناء عملية القولبة بالحقن، سوف يقوم مصهور PP بإذابة الملصق على السطح بالحرارة.
| المعلمة | تعيين القيمة | تأثير |
|---|---|---|
| درجة حرارة البرميل | 310℃ | تأكد من سيولة PP واملأ وعاء بسعة 1000 مل |
| درجة حرارة القالب (القالب المتحرك) | 28-32℃ | توازن التبلور وتحسين الشفافية |
| درجة حرارة القالب (العفن الثابت) | 35-40 درجة مئوية (عند وضع العلامات) | يفضي إلى تسمية الانصهار |
| ضغط الحقن | 85-105 ميجا باسكال | تعبئة سريعة لتجنب علامات اللحام |
| عقد الضغط | 50-65 ميجا باسكال، الضغط لمدة 2.0 ثانية | منع ظهور علامات الحوض، خاصة في المناطق ذات الجدران السميكة في الأسفل |
| الضغط الخلفي | 8-12 ميجا باسكال | تحسين التوحيد التلدين |
| درجة حرارة ماء التبريد | 18-22℃ | تبادل حراري مستقر |
| ضغط مياه التبريد | 0.55 ميجا باسكال (مستحسن) | معدل التدفق المضمون ≥25 لتر/دقيقة لكل دائرة |
ملاحظة خاصة: أثناء وضع العلامات، بسبب المقاومة الحرارية بين الملصق (عادة PP أو PET) والذوبان، من الضروري زيادة درجة حرارة القالب الثابتة إلى حوالي 38 درجة مئوية وتمديد التبريد لمدة 0.5-1 ثانية، وإلا فإن حافة الملصق عرضة لـ "الهالة" أو التزييف.
سجل التشغيل المستمر لمدة 72 ساعة:
| وضع الإنتاج | متوسط الفترة | الإخراج اليومي | أَثْمَر | سيئة للغاية |
|---|---|---|---|---|
| لا يوجد وضع العلامات | 9.47 ثانية | 55200 قطعة | 98.3% | كميات ضئيلة من النتوءات وبقع المواد الباردة على فوهة البرميل |
| وضع العلامات في القالب | 12.05 ثانية | 43,200 | 96.8% | إزاحة التسمية، فقاعة التسمية |
مجتمعة، يمكن للعملاء التبديل بمرونة وفقًا لمتطلبات الطلب: يعتمد شاي الفواكه المخصص المتطور وضع العلامات، والنماذج الترويجية العادية تعتمد ملصق الانكماش الخارجي بدون وضع العلامات.
الفوائد الاقتصادية: يتم حسابها على أساس 300 يوم إنتاج سنويًا وتشغيل متواصل على مدار 24 ساعة:
الإنتاج السنوي بدون وضع العلامات: 16.56 مليون قطعة؛
إنتاج العلامات السنوية: 12.96 مليون قطعة.
يوفر كل برميل وضع العلامات حوالي 0.0434 ر.س من تكاليف العمالة والمواد مقارنة بما بعد وضع العلامات، ويوفر حوالي 558,863.84 ر.س سنويًا، مما يغطي الاستثمار الإضافي في قوالب IML.
| ظاهرة المشكلة | سبب | حل |
|---|---|---|
| توجد علامات لحام واضحة على جسم البرميل | التدفق في 6 غرف غير متوازن وسرعة الحقن بطيئة للغاية. | قم بزيادة سرعة الحقن إلى ما يزيد عن 80 مم/ثانية، واضبط درجة حرارة العداء الساخن بشكل مستقل |
| التجاعيد في التسمية في القالب | عدم كفاية امتصاص الفراغ، تصبح الملصقات رطبة | فتحات تفريغ φ0.5mm/6 لكل تجويف، رطوبة التخزين <50% |
| يكون فم البرميل بيضاويًا عند إخراجه | التبريد غير المتكافئ وقوة الطرد المفرطة | قناة مياه تبريد محسنة، يتم توزيع وإخراج دبابيس القاذف مقاس 8 φ6 مم |
من خلال عدد التجاويف العالية بـ 6 تجاويف، والتبريد المطابق الأمثل والتحكم الدقيق في التوقيت، حقق قالب دلو الفاكهة 119-1000 بنجاح إنتاجًا مستقرًا يبلغ 9.5 ثانية بدون وضع العلامات و12 ثانية مع وضع العلامات داخل القالب، مع أقصى إنتاج يومي يبلغ 55,200 قطعة. تثبت هذه الحالة:
يمكن للحاويات ذات الجدران الرقيقة كبيرة الحجم (1000 مل، سمك الجدار 0.8-1.2 مم) تحقيق دورة إنتاج قريبة من دورة الأكواب الصغيرة من خلال قوالب عالية التجويف؛
يؤدي وضع العلامات داخل القالب إلى زيادة وقت الدورة بحوالي 25%، ولكن التكلفة الإجمالية أقل وتزداد القيمة المضافة للمنتج؛
التبريد المطابق + مياه التبريد ذات درجة الحرارة المنخفضة هو مفتاح الكفاءة العالية. التحكم في درجة حرارة القالب أقل من 30 درجة مئوية يمكن أن يقلل من وقت التبريد بأكثر من 15%.
في المستقبل، مع زيادة سرعة المناورات الآلية (مثل الروبوتات التعاونية ذات المحاور الستة) وتطبيق أنظمة تغيير القالب السريع، من المتوقع أن يتم ضغط دورة وضع العلامات إلى 10.5 ثانية، وستكون دورة عدم وضع العلامات في غضون 8 ثوانٍ، مما يجعل تكلفة إنتاج دلو فواكه سعة 1000 مل أقرب إلى مستوى كوب سعة 500 مل.
تم تطبيق هذه الحالة بنجاح على ثلاثة موردين رائدين لمواد تعبئة الشاي في الصين وتم تصديرها إلى سوق جنوب شرق آسيا، مما يوفر قالبًا تقنيًا قابلاً لإعادة الاستخدام لتصميم قالب دلاء شاي الفواكه الكبيرة.
| مشروع | لا وضع العلامات | وضع العلامات في القالب |
|---|---|---|
| دورة | 9.5 ثانية | 12.0 ثانية |
| الإخراج اليومي | 54500 قطعة | 43,200 |
| درجة حرارة القالب (العفن الثابت) | 30℃ | 38℃ |
| وقت التبريد | 4.5 ثانية | 5.5 ثانية |
| أَثْمَر | 98.3% | 96.8% |
ملاحظة: يتأثر الإنتاج الفعلي باستقرار آلة التشكيل بالحقن ودرجة الحرارة المحيطة ودفعات المواد الخام. يوصى بإجراء تصميم اختبار DOE قبل الإنتاج الضخم الأول.