
انقر على الصورة لمشاهدة فيديو الإنتاج
عزيزي العملاء والأصدقاء والزملاء، مرحبا!
أنا Zhang Gong من H T Mould. أود اليوم أن أشارككم مشروعًا تمثيليًا نسبيًا أكملناه مؤخرًا——تطوير القالب وتحسين الإنتاج الضخم لصندوق تغليف الشوكولاتة الشفاف PS. تستخدم هذه المجموعة من القوالب1 من 8 تخطيط تجاويف، المنتج عبارة عن صندوق تغليف شوكولاتة شفاف، وله متطلبات عالية على تشطيب السطح واتساق الأبعاد وكفاءة التشكيل.
من خلال هذا المشروع، لم نقم فقط بحل المشاكل الشائعة لعلامات التدفق والفقاعات في الأجزاء الشفافة، ولكن أيضًا حققنا نتائج جيدة من حيث استقرار الإنتاج الضخم. أدناه سأبدأ منميزات المنتج ، تحليل تدفق القالب ، تصميم القالب ، تصحيح أخطاء عملية القولبة بالحقن ، بيانات الإنتاج الضخمالتوسع في خمسة أبعاد.
يحتاج العميل إلى إنتاج أعلبة تغليف شوكولاتة مربعة، المادة PS (بوليسترين)،يتطلبشفافية عاليةلا توجد علامات تدفق مرئية، ولا فقاعات، ولا خطوط فضية، وسمك جدار موحد، وأبعاد فتح وإغلاق ثابتة. ومن المتوقع أن يكون الإنتاجأكثر من 500,000 قطعة شهريا، لذلك نوصي باستخدام1 من أصل 8 حلول لقوالب العداء الساخنلتحسين الكفاءة وتقليل تكلفة الوحدة.
تتمتع مادة PS نفسها بسيولة جيدة، لكن شفافيتها حساسة للغاية للعملية: إذا كانت درجة الحرارة مرتفعة جدًا، فسوف تتحلل بسهولة وتتحول إلى اللون الأصفر، بينما إذا كانت درجة الحرارة منخفضة جدًا، فسوف تنتج علامات ضغط داخلي أو تدفق؛ إذا كانت سرعة الحقن سريعة جدًا، فسيتم إنتاج علامات الرش، وإذا كانت سرعة الحقن بطيئة جدًا، فستكون علامات اللحام واضحة. وهذا يضع متطلبات أعلى على تصميم القالب وعملية القولبة بالحقن.
قبل فتح القالب رسميًا، استخدمنا Mouldflow لإجراء تحليل كامل لتدفق القالب. والصور المرفقة هي نتائج التحليل في ذلك الوقت. سأختار بعض النقاط الأساسية للحديث عنها:
1. ملء تحليل الوقت(وقت التعبئة = 0.4729 ثانية)
يتم التحكم في وقت التعبئة بحوالي 0.47 ثانية، ويكون ملء كل تجويف متوازنًا بشكل أساسي، ويتم التحكم في الفرق بين الحد الأقصى والحد الأدنى لوقت التعبئة في حدود 10%، وهو مثالي للقالب متعدد التجاويف مع 1 من 8.
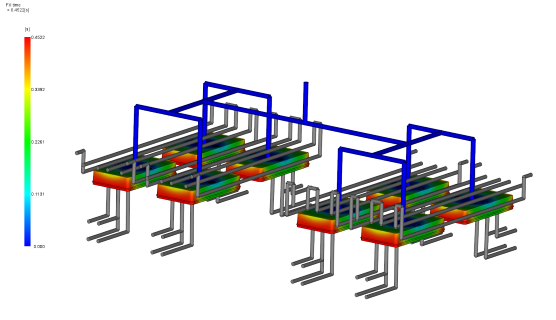
2. توزيع درجة حرارة العفن
انطلاقًا من "درجة حرارة الدائرة المعدنية" (31.7~31.9 درجة مئوية) و"درجة حرارة سائل تبريد الدائرة" (25.65~26.30 درجة مئوية)، فإن مسار مياه التبريد مصمم بشكل معقول ويتم التحكم في اختلاف درجة حرارة سطح القالب في حدود 1 درجة مئوية، وهو أمر بالغ الأهمية لمنع الالتواء والانكماش غير المتساوي لأجزاء PS الشفافة.
3. درجة حرارة سطح العداء الساخن(41.88 درجة مئوية)
يتم التحكم في درجة حرارة طرف العداء الساخن بشكل صحيح لمنع دخول المواد الباردة إلى تجويف القالب وتقليل ظهور علامات التدفق.
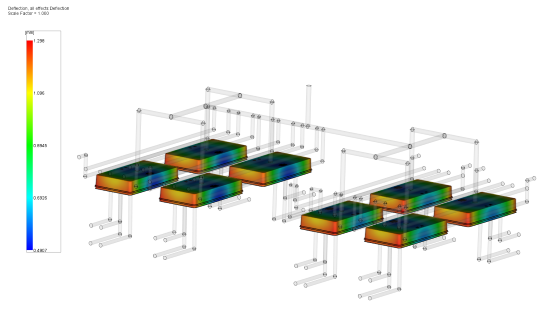
4. تحليل تشوه صفحة الحرب(الانحراف 0.8945 مم → 0.4907 مم)
كانت صفحة الحرب في الخطة الأولية كبيرة جدًا. من خلال ضبط موضع قناة ماء التبريد وتحسين منحنى الاحتفاظ بالضغط، تمكنا من التحكم في الالتواء النهائي في حدود 0.5 مم لتلبية متطلبات المطابقة لصندوق التغليف.
يسمح لنا تحليل تدفق القالب بتجنب ثلاثة مخاطر على الأقل مقدمًا:ملء غير متوازن، وارتفاع درجة الحرارة المحلية، والاعوجاج المفرط. وهذا أيضًا هو السبب وراء إصرارنا في H T على "التحليل أولاً، ثم فتح القالب".
بناءً على نتائج التحليل، قمنا بتحديد حلول القوالب التالية:

معدات الإنتاج الضخم هي آلة التشكيل بالحقن Aotai. لقد قمنا بفرز الإعدادات الرئيسية التالية من معلمات الإنتاج الفعلية للمرفق:
انطلاقا من دورات الإنتاج العشرة المتتالية المسجلة في المرفق:
| دورة | ملء الوقت (ق) | وقت إغلاق القالب (ق) | وقت فتح القالب (ق) | إجمالي الدورة (الدورات) | متوسط سرعة الحقن | الحد الأقصى لضغط الحقن (بار) |
|---|---|---|---|---|---|---|
| 0-9 | 3.91~4.06 | 1.71 | 1.89~1.90 | 9.34~9.46 | 212~222 | 141~148 |
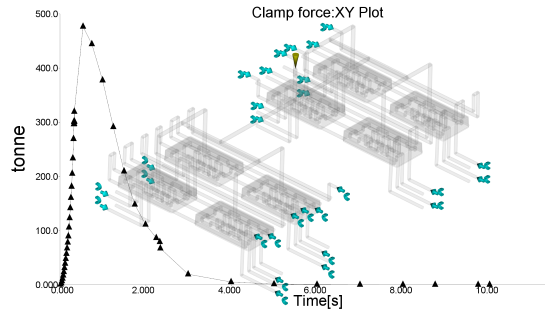
المرفق يوضح الاستخدامحقن متعدد المراحل(P1/P2/P3):
- P1: 65 بار، 65%
- P2: 100 بار، 70%
- P3:0 بار،0%
يتم اعتماد "وضع التثبيت" للضغط، مما يقلل بشكل فعال من الانكماش.


خلال مرحلة تجربة القالب، واجهنا العديد من المشاكل النموذجية:
المشكلة 1: ظهور علامات تدفق طفيفة في بعض التجاويف
→ ضبط توازن درجة الحرارة للعداء الساخن. وبعد الفحص تبين أن نسبة التسخين للفوهة رقم 2 كانت منخفضة (9.1%). بعد التصحيح، كانت درجة حرارة كل تجويف ثابتة واختفت علامات التدفق.
المشكلة 2: هناك إجهاد على سطح المنتج أثناء عملية إزالة القالب
← قم بزيادة عدد عمليات القذف وتحسين تصميم دبوس القاذف، مع تقليل القيمة النهائية لضغط التثبيت وتقليل قوة التثبيت.
المشكلة 3: الدورة طويلة جدًا (أكثر من 12 ثانية)
→ تحسين تدفق مياه التبريد، وتقليل وقت التبريد من 4.5 ثانية إلى 3 ثوان، وضبط منحنى سرعة فتح القالب (انظر "بدء منحدر السرعة / منحدر السرعة النهائي" في المرفق)، بحيث تستقر الدورة عند 9.4 ثانية.
في الوقت الحاضر، هذه المجموعة من القوالب تعمل بثبات لأكثر من12000 موجيمع وجود 8 تجاويف لكل قالب، زاد معدل الإنتاج من 98.5% في المرحلة الأولية لتجربة القالب إلى99.8%. النتائج الرئيسية هي كما يلي:
| مؤشر القدرة | القيمة العددية |
|---|---|
| دورة صب | 9.4 ثانية/الوضع |
| عدد الحالات لكل حالة | 8 قطع |
| القدرة الإنتاجية اليومية القصوى النظرية (24 ساعة) | حوالي 73.500 قطعة |
| القدرة الإنتاجية اليومية الفعلية (85% كفاءة) | حوالي 62.000 قطعة |
| أَثْمَر | 99.8% |
تمت الموافقة على مظهر الأجزاء الشفافة من قبل العميلالتفتيش الكامل، لا توجد علامات تدفق، فقاعات، خطوط فضية، يصل حجم CPK1.33 أو أعلى، يلبي تمامًا متطلبات مطابقة صندوق التغليف.
ملاحظات العملاء، هذه المجموعة من القوالباستقراروأداء الشفافيةتجاوزًا للتوقعات، أدى الجمع بين إنتاج قالب واحد مكون من 8 قطع ودورة سريعة مدتها 9.4 ثانية إلى تقليل تكلفة قطعة واحدة بشكل كبير، وإضافة مجموعة ثانية من طلبات القوالب من نفس النوع.
ومن خلال هذا المشروع قمنا بتلخيص عدة نقاط لقالب PS شفاف متعدد التجاويفأفكار:
1. تحليل تدفق العفن ليس مجرد إجراء شكلي، والذي يحدد بشكل مباشر موضع البوابة وتوازن التبريد والتحكم في صفحة الالتواء. تتوافق البيانات التحليلية لهذا القالب بشكل كبير مع معايير الإنتاج الضخم.
2. دقة التحكم في درجة حرارة العداء الساخنإنه شريان الحياة للأجزاء الشفافة. إنه أمر لا غنى عنه للتحكم المستقل PID لكل منطقة، ووظيفة الحفاظ على الحرارة، والتسخين المسبق المتزامن.
3. يجب أن تكون سرعة الحقن "سريعة ولكن ليست فوضوية"، الأجزاء الشفافة PS مناسبة للتعبئة المتوسطة والعالية السرعة، ولكن يجب تجنب الحقن، لذلك نعتمد منحنى حقن متعدد المراحل.
4. توازن التبريدوالأهم من مجرد خفض درجة حرارة القالب، يجب التحكم في اختلاف درجة حرارة سطح القالب في حدود 1 درجة مئوية لضمان اتساق التجاويف المتعددة.
5. القذف والعادمتحدد التفاصيل الاستقرار على المدى الطويل، ولا تقم بتبسيط نظام الإخراج لتوفير التكاليف.
هناك نقطة أخيرة يجب إضافتها: يميل العديد من الزملاء إلى الخلط بين "عدد القوالب" و"عدد القطع" عند حساب القدرة الإنتاجية للقالب متعدد التجاويف. خذ هذه الحالة كمثال:
- زمن الدورة 9.4 ثانية ← 383 قالب في الساعة ← 8 قطع لكل قالب ← 3064 مادة في الساعة
- القيمة النظرية حوالي 73.500 قطعة خلال 24 ساعة يومياً. الإنتاج الفعلي يأخذ بعين الاعتبار تغيرات القالب، تنظيف الآلة، فحوصات الجودة وعوامل أخرى، ويتم حسابه على أساس معدل تشغيل 85%.تبلغ الطاقة الإنتاجية اليومية حوالي 62000 قطعةهذه هي بيانات الطاقة الإنتاجية الحقيقية والموثوقة.
تلتزم شركة H T Mould بتزويد العملاء بـ "تحليل-تصميم-القالب التجريبي-الإنتاج الضخم"خدمة العملية الكاملة. على الرغم من أن هذه المجموعة من قوالب علب تغليف الشوكولاتة الشفافة PS ليست الأكثر تعقيدًا من الناحية الفنية، إلا أنها كذلكقالب دقيق متعدد التجاويف شفافممثل نموذجي ل. آمل أن تكون مشاركة اليوم مصدر إلهام للجميع.
إذا كان لديك أيضًا منتجات بأجزاء شفافة مماثلة، أو قوالب متعددة التجاويف أو متطلبات مظهر عالية، فلا تتردد في الاتصال بفريقنا الفني H T. لا يمكننا فقط صنع القوالب، ولكننا نفهم أيضًا تكنولوجيا القولبة بالحقن.
شكرا لكم جميعا!
—— قونغ تشانغ من H T Mould