مع التوسع السريع في سوق الشاي الجاهز العالمي، وخاصة مشروبات الأكواب التي يمثلها شاي الفقاعات، ارتفع الطلب على الأكواب البلاستيكية عالية الجودة والاتساق والقابلة لإعادة التدوير. تستخدم أكواب الشاي بالحليب التقليدية في الغالب ملصقات ذات شاشة حريرية أو ملصقات قابلة للانكماش بالحرارة، والتي تعاني من مشاكل مثل ضعف مقاومة التآكل، والملصقات التي يسهل سقوطها، ولا يمكن إعادة تدويرها.
تضع تقنية وضع العلامات داخل القالب (IML، In-Mold Labeling) الملصق المطبوع في تجويف القالب من خلال روبوت وتدمجه مع البلاستيك المنصهر أثناء عملية القولبة بالحقن، مما يجعل الملصق يصبح جزءًا من المنتج. هذه العملية لها المزايا التالية:
العلبة التي تمت مشاركتها هذه المرة عبارة عن مجموعة من أكواب الشاي بالحليب H T Mould 90700 (سعة حوالي 700 مل) قالب IML ذو 12 تجويف، مصمم لآلة التشكيل بالحقن 480T. معلماتها الاسمية هي كما يلي:
| مشروع | المعلمة |
|---|---|
| اسم المنتج | 90700 كوب شاي بالحليب |
| عدد تجاويف صب | 12 تجاويف |
| لا توجد دورة وضع العلامات | 8 ثواني |
| دورة وضع العلامات | 10 ثواني |
| القدرة الإنتاجية اليومية (وضع العلامات) | حوالي 103,680 قطعة/يوم |
| حجم القالب | 720×1100×625 ملم |
| نماذج متوافقة | 480 طن |
| درجة حرارة البرميل | 310℃ |
| درجة حرارة ماء التبريد | 18–22℃ |
| ضغط مياه التبريد | 0.5-0.6 ميجا باسكال |
تجدر الإشارة إلى أنه يمكن تقليل وقت الدورة إلى 8 ثوانٍ دون وضع علامة، ولكن بعد إضافة عملية IML، يتم تمديد وقت الدورة إلى 10 ثوانٍ. هذا الاختلاف الذي يبلغ ثانيتين هو المقايضة الفنية والهندسية التي تركز عليها هذه المقالة.
كوب الشاي بالحليب 90700 عبارة عن قطعة أسطوانية رقيقة الجدران، ويبلغ سمك الجدار المشترك 0.45-0.55 مم، وارتفاعه حوالي 170-190 مم، وقطره حوالي 90 مم. متطلبات الأبعاد الرئيسية:
حجم القالب هو 720×1100×625 ملم والوزن حوالي 3.8-4.2 طن. اعتماد محلول نصف تبريد من نوع صمام العداء الساخن + محلول نصف تبريد (يعتمد بشكل خاص على الظروف الفعلية). يتم ترتيب التجاويف الـ 12 في صفين × 6 أعمدة، بمسافة مركزية تبلغ حوالي 145 مم، مما يضمن التحكم في عرض القالب في حدود 1100 مم.
نقاط التصميم الرئيسية:
تخطيط تحليل تدفق القالب الشامل للقالب ذو 12 تجويف
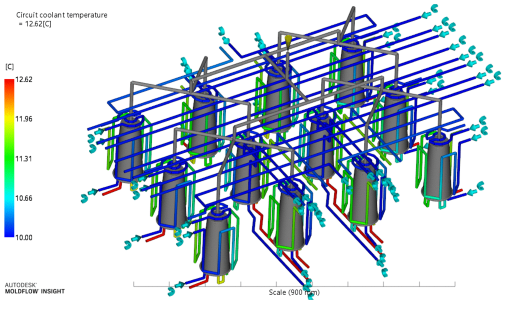
نظرًا لمتطلبات الدورة الصارمة (10 ثوانٍ فقط بما في ذلك وضع العلامات)، تعد كفاءة التبريد أمرًا أساسيًا. يعتمد تبريد القالب مزيجًا من الممر المائي المطابق الحلزوني (الأساسي) وخزان المياه الحلقي (التجويف):
يعتمد مدخل ومخرج الماء موصلات سريعة، وضغط الماء هو 0.5-0.6 ميجا باسكال، ودرجة حرارة الماء هي 18-22 درجة مئوية.
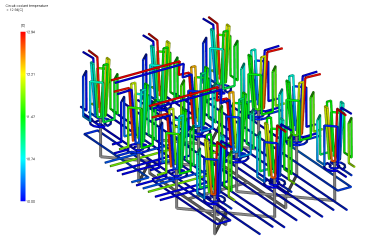
تم التحقق منه عن طريق تحليل تدفق القالب (Moldflow): في دورة مدتها 10 ثوانٍ، تكون درجة الحرارة القصوى للمنتج أثناء الطرد حوالي 55-65 درجة مئوية، ولا يوجد خطر التصاق القالب.
تحليل نقل مياه التبريد الأساسية/تجويف القالب
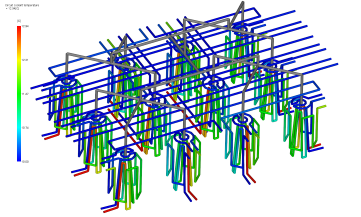
تحليل تأثير التبريد للممر المائي الحلزوني المطابق
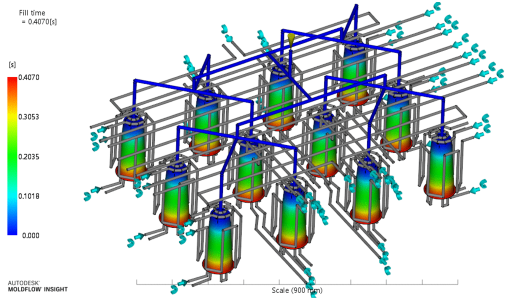
تحليل ملء تدفق القالب
12-تحليل محاكاة التعبئة المتوازنة للتجويف
| مرحلة العمل | لا توجد فترة وضع العلامات (ثواني) | دورة وضع العلامات (ثواني) | سبب الاختلاف |
|---|---|---|---|
| لقط العفن | 1.2 | 1.2 | نفس |
| صب الحقن + الضغط | 1.8 | 1.8 | نفس |
| التبريد (بما في ذلك الاحتفاظ بالضغط الجزئي) | 3.5 | 4.5 | +1.0 تأثير عزل الملصق |
| فتح القالب | 0.8 | 0.8 | نفس |
| طرد + إزالة المنتج | 0.7 | 0.7 | نفس |
| وضع التسمية | — | 1.0 | +1.0 مناور لوضع العلامات وتحديد المواقع وامتصاص الفراغ |
| المجموع | 8.0 | 10.0 | +2.0 |
يمكن ملاحظة أنه من بين ثانيتين مضافتين إلى دورة وضع الملصق، يتم استخدام حوالي ثانية واحدة لوضع الملصق، والثانية الأخرى هي وقت التبريد الذي يجب تمديده لأن الملصق يعيق التبريد.
عند عدم وضع العلامات، يتصل مصهور PP مباشرة بسطح قالب الفولاذ، وله موصلية حرارية عالية (حوالي 15-20 واط/م·ك)، ويتم نقل الحرارة بسرعة إلى قناة مياه التبريد. تمتلئ الأجزاء ذات الجدران الرقيقة بسرعة ويمكن أن تدخل بسرعة في مرحلتي الاحتفاظ بالضغط والتبريد.
الملصق الموجود في القالب عبارة عن فيلم بلاستيكي (عادةً PP أو PE، بسُمك 40-80 ميكرومتر) مع موصلية حرارية تبلغ 0.2-0.3 واط/م·ك فقط، وهو ما يعادل إضافة طبقة عازلة للحرارة بين المصهور وسطح القالب. يجب أن تخترق الحرارة الملصق قبل أن يتم نقلها إلى قالب الفولاذ، مما يؤدي إلى انخفاض كفاءة التبريد بنسبة 30% إلى 40%.
تحليل تبريد تدفق القالب

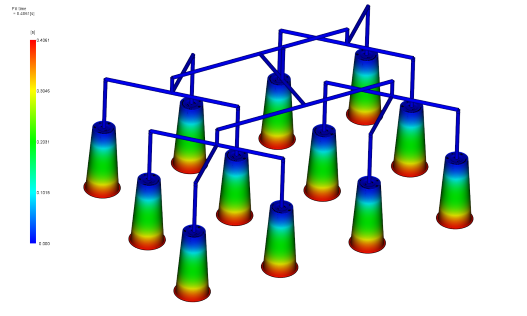
تحليل مجال درجة حرارة المنتج بعد وضع العلامات داخل القالب
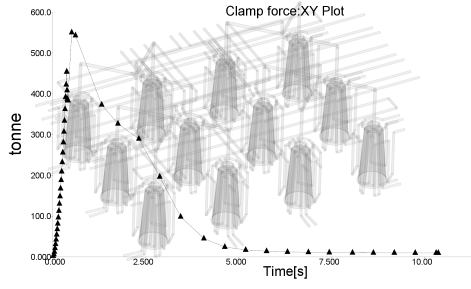
المساحة المتوقعة لكوب الشاي بالحليب (بما في ذلك قناة التدفق): تبلغ مساحة التجويف الفردي حوالي 95 سم²، ويبلغ إجمالي تجويف 12 حوالي 1140 سم². يبلغ ضغط حقن PP حوالي 60-80 ميجا باسكال، ويتم حساب قوة التثبيت المطلوبة بناءً على متوسط الضغط في التجويف الذي يتراوح بين 30-40 ميجا باسكال:
F = 1140 × 35/10 ≈ 399 طن
لذلك يعتبر موديل 480T كافياً وبهامش أمان 20%.
يبلغ عرض القالب 1100 مم، ويجب اختيار آلة قولبة بالحقن مع تباعد قضيب الربط ≥ 1100 مم. أخيرًا، اختار هذا المشروع الطراز المحلي 480T بمسافة بين قضبان الربط تبلغ 1200×1000 مم، والذي تم التحقق من توفره.

ترتيب تجويف القالب وتحليل القوة الهيكلية
يستخدم الملصق فيلم PP 50μm، طباعة بالحفر بـ 6 ألوان + طلاء مضاد للكهرباء الساكنة؛ يستخدم الروبوت مؤازرة ثلاثية المحاور، و12 مجموعة من أكواب الشفط المستقلة، ودقة اختيار ووضع تبلغ ±0.1 مم، مما يلبي متطلبات الإنتاج عالية السرعة.
صفحة حرب صب المنتج وتحليل دقة الأبعاد
| بند التكلفة | سعر الوحدة/السعر | التكلفة اليومية (ر.س) | تكلفة واحدة (ر.س) |
|---|---|---|---|
| مادة خام PP (15 جرام/القطعة) | 4.61 ر.س/كجم | 13,219 | 0.1276 |
| التسمية في القالب | 0.0434 ر.س/قطعة | 8,294 | 0.0800 |
| رسوم الكهرباء (إجمالي طاقة المعدات 90 كيلوواط) | 0.434 ر.س/درجة | 1,728 | 0.0167 |
| يدوي (شخصان يعملان في ثلاث نوبات) | 162.78 ر.س / شخص / فئة | 1,800 | 0.0174 |
| استهلاك العفن (5 سنوات) | رسوم العفن 350.000 | 192 | 0.0019 |
| الصيانة / المواد الاستهلاكية | — | 500 | 0.0048 |
| المجموع | — | 25,733 | 0.2484 |
سعر البيع حوالي 0.35-0.244 ر.س/قطعة، هامش الربح الإجمالي حوالي 29%-45%، وفترة استرداد الاستثمار حوالي 8-12 شهرًا.
تكون دورة وضع العلامات أطول بثانيتين من دون وضع العلامات: ثانية واحدة لوضع الملصق وثانية واحدة للتعويض عن فقدان التبريد، وهي تكلفة موضوعية لعملية IML؛ يحتاج عرض القالب الذي يبلغ 1100 مم إلى مطابقة آلة التشكيل بالحقن ذات المسافات الكبيرة؛ يوصى بأن تكون درجة حرارة المادة 240-260 درجة مئوية، وهي أكثر أمانًا.
يعد وضع العلامات داخل القالب مشروعًا منهجيًا. يجب تصحيح أخطاء القالب والروبوت ووحدة تغذية الملصقات وآلة قولبة الحقن معًا ويجب عدم استخدامها معًا.
فيديو إنتاج القالب:

انقر على الصورة لمشاهدة فيديو إنتاج يوتيوب
حاشية: تعتمد البيانات الواردة في هذه المقالة على إزالة الحساسية لحالات الإنتاج الضخم الفعلية. نرحب بزملاء الصناعة لمزيد من التواصل حول موضوعات مثل تحسين التبريد والتحكم الثابت في الملصقات وتغيير القالب السريع.