หมายเหตุ: มูลค่าเงินในหน้านี้แปลงจากหยวนจีนเป็นบาทไทยที่อัตรา 1 CNY = 4.7510244458 THB และปัดเศษเพื่อให้อ่านง่าย
ในตลาดที่กำลังเติบโตอย่างรวดเร็วสำหรับชาผลไม้และเครื่องดื่มผลไม้แบบถัง ประสิทธิภาพการผลิตและคุณภาพรูปลักษณ์ของบรรจุภัณฑ์ส่งผลโดยตรงต่อความสามารถในการแข่งขันของแบรนด์ เมื่อต้องเผชิญกับความต้องการปริมาณมากในแต่ละวันประมาณ 54,500 ชิ้น วิธีการรับประกันคุณภาพการขึ้นรูปของผลิตภัณฑ์ที่มีความจุขนาดใหญ่ 1,000 มล. ในขณะที่คำนึงถึงโหมดการผลิตสองรูปแบบ ได้แก่ การติดฉลากในแม่พิมพ์ (IML) และการไม่ติดฉลาก กลายเป็นความท้าทายหลักในการออกแบบแม่พิมพ์และเทคโนโลยีการฉีดขึ้นรูป บทความนี้ใช้แม่พิมพ์ถังผลไม้ 119-1,000 ชิ้นเป็นตัวอย่างในการวิเคราะห์โดยละเอียดเกี่ยวกับเส้นทางการใช้งานทางเทคนิคของโครงสร้าง 6 ช่อง รอบ 9.5 วินาที (ไม่มีการติดฉลาก) และรอบ 12 วินาที (การติดฉลากในแม่พิมพ์) และแบ่งปันพารามิเตอร์หลักและประสบการณ์การปรับให้เหมาะสมในการผลิตจริง
ในช่วงไม่กี่ปีที่ผ่านมา ความจุของชาผลไม้และเครื่องดื่มชาผลไม้ได้รับการอัพเกรดอย่างต่อเนื่อง และถังขนาดใหญ่ 1,000 มล. (1 ลิตร) ได้กลายเป็น "ปริมาณการขาย" ของแบรนด์ชาในเครือ ที่เก็บข้อมูลประเภทนี้มักจะต้องเป็นไปตามข้อกำหนดต่อไปนี้:
วัสดุ PP โปร่งใสสูงหรือโปร่งแสงเพื่อแสดงอนุภาคผลไม้
ปริมาณมาก แต่ความหนาของผนังต้องสม่ำเสมอเพื่อหลีกเลี่ยงเครื่องหมายการหดตัว
การติดฉลากในแม่พิมพ์ช่วยเพิ่มการจดจำแบรนด์และลดกระบวนการติดฉลากที่ตามมา
ผลผลิตรายวันสูงเพื่อให้สอดคล้องกับการทำงานความเร็วสูงของสายการบรรจุ
กำลังการผลิตเป้าหมายที่ลูกค้าเสนอคือ: การผลิตต่อเนื่อง 24 ชั่วโมง โดยมีผลผลิตประมาณ 54,500 ชิ้นต่อวัน เมื่อคำนวณโดยใช้แม่พิมพ์ 6 ช่อง จะต้องควบคุมวงจรทางทฤษฎีภายใน 11 วินาที (รวมเวลาดำเนินการ) หลังจากการประเมิน ในที่สุดก็ได้กำหนดแผนสองชุด:
การผลิตที่ไม่มีการติดฉลาก: รอบเวลาเป้าหมายคือ 9.5 วินาที;
การผลิตฉลากในแม่พิมพ์: รอบเวลาเป้าหมายคือ 12 วินาที
| โครงการ | พารามิเตอร์ |
|---|---|
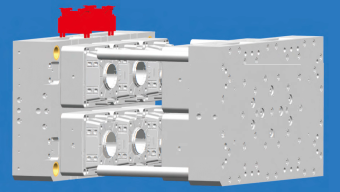
| แบบแม่พิมพ์ | แม่พิมพ์ถังผลไม้ 119-1000 |
| จำนวนช่องการขึ้นรูป | 6 คาวิที |
| ขนาดแม่พิมพ์ | 650×1110×652 มม |
| เหมาะสำหรับเครื่องฉีดพลาสติก | 400 ตัน (แรงจับยึด) |
| ปริมาณสินค้า | 1,000มล |
| วัสดุหลัก | พีพี (อุณหภูมิหลอมเหลว 310°C) |
เค้าโครง 6 ช่องใช้การจัดเรียง "2×3" เพื่อให้แน่ใจว่าพื้นที่ฉายภาพที่เหมาะสมของแม่พิมพ์บนเครื่อง 400T ขณะเดียวกันก็เหลือพื้นที่ให้หุ่นยนต์หยิบและติดฉลาก
มีการใช้สารละลายผสมระหว่างหัวฉีดร้อนและหัวฉีดเย็นแบบสั้น ฮอทรันเนอร์มีหน้าที่รักษาสมดุลของความดันและอุณหภูมิของทั้ง 6 ช่อง หัวฉีดสั้นแบบวิ่งเย็นจะช่วยลดความยาวของหัววัสดุและสัดส่วนของวัสดุที่ส่งคืน หลังจากการวิเคราะห์และเพิ่มประสิทธิภาพการไหลของแม่พิมพ์ ความแตกต่างในเวลาในการเติมของแต่ละคาวิตี้จะถูกควบคุมภายใน 3% ทำให้มั่นใจได้ถึงความสม่ำเสมอของน้ำหนักของหกบาร์เรล (±0.5g) ได้อย่างมีประสิทธิภาพ
| โครงการทำความเย็น | พารามิเตอร์ |
|---|---|
| อุณหภูมิน้ำหล่อเย็น | 18-22℃ |
| แรงดันน้ำหล่อเย็น | 0.5-0.6 เมกะพาสคัล |
| การออกแบบทางน้ำ | ทางน้ำที่สอดคล้อง + ทางน้ำประเภทพาร์ติชัน |
เนื่องจากถังผลไม้มีความสูงสูง (ประมาณ 160-180 มม.) จึงเป็นเรื่องยากสำหรับทางน้ำแบบเส้นตรงแบบดั้งเดิมในการระบายความร้อนบริเวณตรงกลางของถังผลไม้อย่างมีประสิทธิภาพ การออกแบบใช้ช่องน้ำที่เป็นไปตามรูปแบบ 3 มิติ จัดเรียงช่องน้ำเป็นรูปวงแหวนตามรูปร่างของถัง และรวมฉากกั้นแบบเกลียวเพื่อเพิ่มความเย็นจากด้านล่างและปาก การวัดอุณหภูมิจริงแสดงให้เห็นว่าความแตกต่างของอุณหภูมิสูงสุดของถังคือ ≤5°C และเวลาในการทำความเย็นคิดเป็นประมาณ 50% ของรอบทั้งหมด
| กระบวนการ | เวลา |
|---|---|
| การหนีบและล็อคแม่พิมพ์ | 1.2 วินาที |
| การฉีด + การยึดแรงดัน | 1.8 วินาที |
| เวลาทำความเย็น | 4.5 วินาที |
| การเปิดแม่พิมพ์ | 0.8 วินาที |
| การขับผลิตภัณฑ์และการกำจัดหุ่นยนต์ | 1.2 วินาที |
| วงจรทั้งหมด | 9.5 วินาที |
เมื่อไม่ได้ติดฉลาก หุ่นยนต์จะรับผิดชอบเฉพาะในการนำผลิตภัณฑ์ออกมาเท่านั้น และไม่ต้องรอการดำเนินการติดฉลาก ในเวลานี้ เครื่องฉีดขึ้นรูปเคลื่อนที่อย่างแน่นหนา โดยต้องมีการดีดแม่พิมพ์ออกอย่างราบรื่นและความเร็วในการหยิบของหุ่นยนต์ ≥ 2.5 ม./วินาที
ความท้าทายหลัก: รอบ 9.5 วินาทีมีความต้องการการระบายความร้อนที่สูงมาก วัสดุ PP ถูกฉีดที่อุณหภูมิ 310°C และต้องลดพื้นผิวของโพรงแม่พิมพ์ลงอย่างรวดเร็วเหลือประมาณ 40-50°C เพื่อการถอดแบบ อัตราการแลกเปลี่ยนความร้อนสูงทำได้โดยใช้น้ำหล่อเย็น 18 ℃ + อัตราการไหลขนาดใหญ่ (0.5-0.6Mpa) ในเวลาเดียวกันจำเป็นต้องหลีกเลี่ยงการเสียรูปของปากถัง - ด้วยเหตุนี้จึงมีการเพิ่มช่องระบายความร้อนแบบวงแหวนเสริมเข้ากับปากถัง
| กระบวนการ | เวลา |
|---|---|
| การติดฉลากก่อนปิดแม่พิมพ์ | 1.8 วินาที |
| การหนีบและล็อคแม่พิมพ์ | 1.2 วินาที |
| การฉีด + การยึดแรงดัน | 1.8 วินาที |
| เวลาทำความเย็น | 5.5 วินาที |
| การเปิดแม่พิมพ์ | 0.8 วินาที |
| ถอดสินค้า+ฉลากออกพร้อมกัน | 0.9 วินาที |
| วงจรทั้งหมด | 12.0 วินาที |
ความยากในการวางตำแหน่งฉลาก: ฉลากทั้ง 6 ช่องจะต้องครอบคลุมพื้นที่เครื่องหมายการค้าของตัวถังอย่างถูกต้องและไม่สามารถบิดเบี้ยวได้ วิธีแก้ไขคือการออกแบบรูดูดซับสุญญากาศขนาดเล็กในตำแหน่งที่สอดคล้องกันของช่องแม่พิมพ์คงที่ ฉลากจะถูกดูดโดยอัตโนมัติหลังจากวางแล้ว ในระหว่างการฉีดขึ้นรูป การหลอม PP จะทำให้ฉลากละลายด้วยความร้อนบนพื้นผิว
| พารามิเตอร์ | ตั้งค่า | ผล |
|---|---|---|
| อุณหภูมิถัง | 310℃ | ตรวจสอบความลื่นไหลของ PP และเติม vat ขนาด 1,000 มล |
| อุณหภูมิแม่พิมพ์ (แม่พิมพ์เคลื่อนที่) | 28-32℃ | ปรับสมดุลความเป็นผลึกและปรับปรุงความโปร่งใส |
| อุณหภูมิแม่พิมพ์ (แม่พิมพ์คงที่) | 35-40 ℃ (เมื่อติดฉลาก) | เอื้อต่อการติดฉลาก |
| แรงดันในการฉีด | 85-105 เมกะปาสคาล | เติมเร็วเพื่อหลีกเลี่ยงรอยเชื่อม |
| คอยกดดัน | 50-65 MPa แรงกดค้างไว้ 2.0 วินาที | ป้องกันรอยจมโดยเฉพาะบริเวณด้านล่างที่มีผนังหนา |
| ดันหลัง | 8-12 เมกะปาสคาล | ปรับปรุงความสม่ำเสมอของการทำให้เป็นพลาสติก |
| อุณหภูมิน้ำหล่อเย็น | 18-22℃ | การแลกเปลี่ยนความร้อนที่เสถียร |
| แรงดันน้ำหล่อเย็น | 0.55 MPa (แนะนำ) | รับประกันอัตราการไหล ≥25ลิตร/นาทีต่อวงจร |
หมายเหตุพิเศษ: ในระหว่างการติดฉลาก เนื่องจากความต้านทานความร้อนระหว่างฉลาก (โดยปกติคือ PP หรือ PET) กับการหลอมละลาย จึงจำเป็นต้องเพิ่มอุณหภูมิแม่พิมพ์คงที่เป็นประมาณ 38°C และยืดเวลาการทำความเย็นออกไป 0.5-1 วินาที มิฉะนั้น ขอบของฉลากมีแนวโน้มที่จะ "รัศมี" หรือการบิดงอ
บันทึกการทำงานต่อเนื่อง 72 ชั่วโมง:
| โหมดการผลิต | ระยะเวลาเฉลี่ย | ผลผลิตรายวัน | ผลผลิต | เมเจอร์แย่ |
|---|---|---|---|---|
| ไม่มีโหมดการติดฉลาก | 9.47 วินาที | 55,200 ชิ้น | 98.3% | ติดตามจำนวนเสี้ยนและจุดวัสดุเย็นบนปากกระบอกปืน |
| โหมดการติดฉลากในแม่พิมพ์ | 12.05 วินาที | 43,200 | 96.8% | ออฟเซ็ตฉลาก ฟองฉลาก |
เมื่อนำมารวมกัน ลูกค้าสามารถเปลี่ยนได้อย่างยืดหยุ่นตามความต้องการในการสั่งซื้อ: ชาผลไม้แบบกำหนดเองระดับไฮเอนด์จะใช้โหมดการติดฉลาก และรุ่นส่งเสริมการขายทั่วไปจะใช้ฉลากที่ไม่มีการติดฉลาก + ฉลากหดภายนอก
ผลประโยชน์ทางเศรษฐกิจ: คำนวณจากวันผลิต 300 วันต่อปีและการทำงานต่อเนื่อง 24 ชั่วโมง:
ผลผลิตประจำปีโดยไม่มีการติดฉลาก: 16.56 ล้านชิ้น;
ผลผลิตการติดฉลากประจำปี: 12.96 ล้านชิ้น
กระบอกติดฉลากแต่ละอันช่วยประหยัดค่าแรงและวัสดุได้ประมาณ 0.380 บาท เมื่อเทียบกับการติดฉลากครั้งต่อ ๆ ไป และประหยัดได้ประมาณ 4.89 ล้านบาท ในหนึ่งปี ซึ่งครอบคลุมการลงทุนเพิ่มเติมในแม่พิมพ์ IML
| ปรากฏการณ์ปัญหา | เหตุผล | สารละลาย |
|---|---|---|
| มีรอยเชื่อมชัดเจนบนตัวลำกล้อง | การไหลในห้องทั้ง 6 ไม่สมดุลและความเร็วในการฉีดช้าเกินไป | เพิ่มความเร็วในการฉีดให้สูงกว่า 80 มม./วินาที และปรับอุณหภูมิของฮอทรันเนอร์อย่างอิสระ |
| ฉลากในแม่พิมพ์มีรอยย่น | การดูดซับสุญญากาศไม่เพียงพอ ฉลากจะชื้น | รูสุญญากาศ φ0.5มม./6 ต่อช่อง ความชื้นในการจัดเก็บ <50% |
| ปากกระบอกปืนจะเป็นรูปไข่เมื่อดีดออก | การระบายความร้อนไม่สม่ำเสมอและแรงดีดตัวที่มากเกินไป | ช่องน้ำหล่อเย็นที่ได้รับการปรับปรุงประสิทธิภาพ หมุดดีดตัวขนาด 8 φ6 มม. ถูกกระจายและดีดออก |
แม่พิมพ์ถังผลไม้ 119-1000 มีจำนวนโพรงสูง 6 ช่อง การระบายความร้อนตามรูปแบบที่เหมาะสมที่สุด และการควบคุมเวลาที่แม่นยำ ประสบความสำเร็จในการผลิตที่มั่นคงโดยใช้เวลา 9.5 วินาทีโดยไม่ต้องติดฉลาก และ 12 วินาทีเมื่อใช้การติดฉลากในแม่พิมพ์ โดยมีผลผลิตสูงสุดต่อวันที่ 55,200 ชิ้น กรณีนี้พิสูจน์ว่า:
ภาชนะผนังบางขนาดใหญ่ (1,000 มล. ผนังหนา 0.8-1.2 มม.) สามารถบรรลุวงจรการผลิตที่ใกล้เคียงกับถ้วยขนาดเล็กผ่านแม่พิมพ์ที่มีช่องสูง
การติดฉลากในแม่พิมพ์จะเพิ่มรอบเวลาประมาณ 25% แต่ต้นทุนโดยรวมลดลง และเพิ่มมูลค่าเพิ่มของผลิตภัณฑ์
การระบายความร้อนตามรูปแบบ + น้ำหล่อเย็นอุณหภูมิต่ำเป็นกุญแจสำคัญในการมีประสิทธิภาพสูง การควบคุมอุณหภูมิแม่พิมพ์ให้ต่ำกว่า 30°C สามารถลดระยะเวลาการทำความเย็นลงได้มากกว่า 15%
ในอนาคต ด้วยความเร็วที่เพิ่มขึ้นของเครื่องมือควบคุมอัตโนมัติ (เช่น หุ่นยนต์ร่วมปฏิบัติงานแบบหกแกน) และการประยุกต์ใช้ระบบเปลี่ยนแม่พิมพ์อย่างรวดเร็ว คาดว่าวงจรการติดฉลากจะถูกบีบอัดเป็น 10.5 วินาที และรอบการไม่ติดฉลากจะใช้เวลาภายใน 8 วินาที ซึ่งจะทำให้ต้นทุนการผลิตของถังผลไม้ขนาด 1,000 มล. ใกล้เคียงกับถ้วยขนาด 500 มล.
กรณีนี้ประสบความสำเร็จในการนำไปใช้กับซัพพลายเออร์วัสดุบรรจุภัณฑ์ชาชั้นนำสามรายในประเทศจีน และส่งออกไปยังตลาดเอเชียตะวันออกเฉียงใต้ โดยเป็นเทมเพลตทางเทคนิคที่สามารถนำมาใช้ซ้ำได้สำหรับการออกแบบแม่พิมพ์ถังชาผลไม้ขนาดใหญ่
| โครงการ | ไม่มีการติดฉลาก | การติดฉลากในแม่พิมพ์ |
|---|---|---|
| วงจร | 9.5 วินาที | 12.0 วินาที |
| ผลผลิตรายวัน | 54,500 ชิ้น | 43,200 |
| อุณหภูมิแม่พิมพ์ (แม่พิมพ์คงที่) | 30℃ | 38℃ |
| เวลาทำความเย็น | 4.5 วินาที | 5.5 วินาที |
| ผลผลิต | 98.3% | 96.8% |
หมายเหตุ: ผลลัพธ์จริงจะได้รับผลกระทบจากความเสถียรของเครื่องฉีดพลาสติก อุณหภูมิแวดล้อม และชุดวัตถุดิบ ขอแนะนำให้ดำเนินการออกแบบการทดสอบ DOE ก่อนการผลิตจำนวนมากครั้งแรก