หมายเหตุ: มูลค่าเงินในหน้านี้แปลงจากหยวนจีนเป็นบาทไทยที่อัตรา 1 CNY = 4.7510244458 THB และปัดเศษเพื่อให้อ่านง่าย
ในบรรดาอุปกรณ์เสริมสำหรับถ้วยชานมและถ้วยชาผลไม้ ฝาครอบโค้ง (ฝาปิดโค้ง) ได้กลายเป็นหนึ่งในวัสดุสิ้นเปลืองที่ใช้มากที่สุดในร้านชงชา เนื่องจากมีข้อดี เช่น วางซ้อนกันได้มั่นคง การปิดผนึกที่ดี และการใส่หลอดได้ง่าย อย่างไรก็ตาม ฝาครอบโค้งเป็นผลิตภัณฑ์ที่มีมูลค่าเพิ่มต่ำ ปริมาณสูง โดยมีอัตรากำไรที่จำกัดอย่างมาก วิธีลดต้นทุนของชิ้นเดียวให้เหลือเพียงไม่กี่เซ็นต์ในขณะที่รับประกันคุณภาพเป็นข้อเสนอหลักของการออกแบบแม่พิมพ์และการผลิตแม่พิมพ์ฉีด
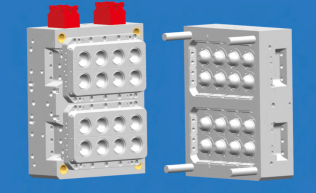
บทความนี้ใช้แม่พิมพ์ฝาครอบโค้ง 90 พอร์ตเป็นตัวอย่างในการวิเคราะห์อย่างเป็นระบบว่าโซลูชันวาล์วเข็มนักวิ่งร้อน 16 โพรงบรรลุรอบ 7 วินาทีและการผลิต 197,000 ชิ้นต่อวันได้อย่างไร และแยกตรรกะการควบคุมต้นทุนออกจากห้ามิติของการลงทุนในแม่พิมพ์ การใช้พลังงาน แรงงาน วัตถุดิบ และการบำรุงรักษา
ฝาครอบโค้งมักจะจับคู่กับถ้วยชานมหรือถ้วยชาผลไม้ขนาด 90 เส้นผ่าศูนย์กลาง (เส้นผ่านศูนย์กลาง 90 มม.) ข้อกำหนดคือ:
ท็อปโค้งมีความโค้ง ทำให้วางซ้อนกันได้ง่ายไม่ติดขัด
หัวเข็มขัดขอบพอดีกับปากถ้วยอย่างใกล้ชิด แต่แรงเปิดคือ ≤15N;
ไม่มีการติดฉลาก มักเป็น PP สีขาว สีดำ หรือโปร่งใส
ราคามีความอ่อนไหวอย่างมาก โดยทั่วไปราคาหน้าโรงงานของชิ้นเดียวจะอยู่ระหว่าง 0.4751-0.7127 บาท และกำไรจะวัดเป็นเซนต์
เป้าหมายของลูกค้า: การผลิตต่อเนื่องตลอด 24 ชั่วโมง โดยมีกำลังการผลิตประมาณ 197,000 ชิ้นต่อวัน คำนวณจากแม่พิมพ์ 16 ช่อง รอบที่ต้องการคือภายใน 7.2 วินาที ในท้ายที่สุด ระยะเวลาคงตัวจริงอยู่ที่ 7.0 วินาที และผลผลิตรายวันอยู่ที่ 197,000 ชิ้น ซึ่งใกล้เคียงกับจุดสูงสุดทางทฤษฎี
| โครงการ | พารามิเตอร์ |
|---|---|
| ชื่อแม่พิมพ์ | แม่พิมพ์ครอบโค้ง 90 พอร์ต |
| จำนวนช่องการขึ้นรูป | 16 ช่อง (จัดเรียง 4×4) |
| ขนาดแม่พิมพ์ | 650×850×530 มม |
| เหมาะสำหรับเครื่องฉีดพลาสติก | แรงหนีบ 420 ตัน |
| วัสดุของผลิตภัณฑ์ | พีพี (อุณหภูมิหลอมเหลว 310°C) |
| วงจรการปั้น | 7.0 วินาที |
| ผลผลิตรายวัน | ประมาณ 197,000 |
เค้าโครงแบบ 16 ช่องใช้ขนาดเทมเพลตของเครื่อง 420T ได้อย่างเต็มที่ พื้นที่ฉายภาพช่องเดียวคือประมาณ 28 ซม.² พื้นที่ฉายภาพทั้งหมดประมาณ 450 ซม.² และปัจจัยด้านความปลอดภัยของแรงจับยึดคือ 1.5 เท่า ซึ่งไม่เพียงแต่ทำให้แม่พิมพ์ไม่ขยายตัวเท่านั้น แต่ยังหลีกเลี่ยงการสิ้นเปลืองพลังงานของรถลากม้าขนาดใหญ่อีกด้วย
แม่พิมพ์นี้ใช้หัวฉีดวาล์วเข็มแบบวิ่งร้อนเต็มรูปแบบ โดยมีวาล์วเข็มอิสระทั้งหมด 16 วาล์ว แต่ละหัวฉีดสอดคล้องกับช่อง เมื่อเปรียบเทียบกับโคลด์รันเนอร์หรือนักวิ่งร้อนแบบเปิด ข้อได้เปรียบด้านต้นทุนที่เกิดจากโซลูชันวาล์วเข็มจะสะท้อนให้เห็นใน:
| โครงการ | โคลด์รันเนอร์ | เปิดนักวิ่งสุดฮอต | ฮอทรันเนอร์วาล์วเข็ม (ในกรณีนี้) |
|---|---|---|---|
| น้ำหนักหัววัสดุ/ช่อง | 2.5ก | 0.5ก | 0 ก |
| คืนวัสดุที่สูญหาย | ประมาณ 15% | ประมาณ 3% | 0% |
| เครื่องหมายประตู | จำเป็นต้องตัดออก | มีการแปรงฟัน | ราบรื่น ไม่ต้องมีการประมวลผลภายหลัง |
| ค่าแรง | สูง (ตัดประตู) | ปานกลาง (แปรงสะอาด) | ต่ำมาก |
การบัญชีต้นทุน: น้ำหนักสุทธิของฝาครอบโดมแต่ละอันอยู่ที่ประมาณ 9.5 กรัม หัววัสดุของแต่ละช่องของสารละลายวิ่งเย็นคือประมาณ 2.5 กรัม และอัตราการใช้วัตถุดิบเพียง 79% ตามวัตถุดิบ PP 38,008 บาท/ตันคำนวณ ต้นทุนของเสียวัตถุดิบต่อผลิตภัณฑ์ 10,000 รายการ:
โคลด์รันเนอร์: สูญเสียวัตถุดิบ 25 กก. → 950.20 บาท/10,000 ชิ้น
ฮอทรันเนอร์วาล์วเข็ม: ของเสีย 0 → 0.0000 บาท/10,000 ชิ้น
ด้วยการผลิต 197,000 ชิ้นต่อวัน ต้นทุนวัตถุดิบรายวันจึงประหยัดได้ประมาณ 1,872 บาท และประหยัดเงินรายปีได้ประมาณ 0.56 ล้านบาท (อิงจาก 300 วัน) การลงทุนครั้งเดียวของระบบวาล์วเข็ม 16 ช่องคือประมาณ 0.29-0.38 ล้านบาท ซึ่งสามารถคืนสภาพได้ภายในครึ่งปี
เนื่องจากฝาครอบส่วนโค้งไม่เกี่ยวข้องกับการติดฉลากในแม่พิมพ์ จึงไม่จำเป็นต้องมีการดูดซับสุญญากาศ การวางตำแหน่งฉลาก และกลไกอื่น ๆ และโครงสร้างของแม่พิมพ์ก็ง่ายขึ้นอย่างมาก:
กำจัดรูดูดซับฉลากและเส้นทางอากาศที่ด้านแม่พิมพ์คงที่
ประหยัดเวลาในการรอการติดฉลากหุ่นยนต์ (2-3 วินาที)
ระบบดีดออกต้องใช้เพียงแผ่นดันหรือหมุดดีดออกธรรมดาเท่านั้น
ซึ่งจะทำให้รอบการติดฉลากสั้นลงโดยตรงเหลือ 7 วินาที (โดยปกติแล้วฝาการติดฉลากจะใช้เวลา 10-12 วินาที) และลดต้นทุนการแปรรูปแม่พิมพ์ได้ประมาณ 15%
| การกระทำ | เวลา (วินาที) | แสดงให้เห็น |
|---|---|---|
| การหนีบแม่พิมพ์ | 0.6 | การหนีบแม่พิมพ์ด้วยความเร็วสูงและแรงดันต่ำ |
| การฉีด + การยึดแรงดัน | 1.2 | วาล์วเข็มเปิดตามลำดับเพื่อลดความเครียด |
| เย็นลง | 3.5 | เวลาหลักเป็นตัวกำหนดรอบ |
| การเปิดแม่พิมพ์ | 0.5 | เปิดแม่พิมพ์อย่างรวดเร็ว |
| ดีดออก + กระบะหุ่นยนต์ | 1.2 | สินค้า 16 รายการถูกดีดออกพร้อมกัน |
| ทั้งหมด | 7.0 | - |
เวลาในการทำความเย็นคิดเป็น 50% ของรอบการทำงานทั้งหมด สำหรับการระบายความร้อนด้วยการบีบอัด แม่พิมพ์ใช้การระบายความร้อนด้วยน้ำแรงดันสูง (0.55Mpa, 18-22°C) รวมกับช่องน้ำที่ปรับรูปวงแหวนได้ เพื่อลดส่วนที่หนาที่สุดของฝาครอบโดม (ตำแหน่งหัวเข็มขัดประมาณ 1.5 มม.) ให้เป็นอุณหภูมิการถอด (ประมาณ 60°C) ภายใน 3.5 วินาที
เครื่องฉีดขึ้นรูปขับเคลื่อนด้วยเซอร์โวมอเตอร์ 420T และการใช้พลังงานจริงต่อแม่พิมพ์คือประมาณ 0.22 kWh (รวมถึงการทำให้แห้ง ตัวควบคุมอุณหภูมิแม่พิมพ์ และหุ่นยนต์) คำนวณตามช่วงเวลา 7 วินาที:
ประมาณ 514 โหมดต่อชั่วโมง (3600-7)
การใช้พลังงานต่อชั่วโมง: 514 × 0.22 = 113 kWh
ไฟฟ้าแต่ละกิโลวัตต์ชั่วโมงคำนวณเป็น 3.80 บาท: 429.49 บาท/ชั่วโมง
ค่าไฟฟ้าสำหรับผลิตภัณฑ์เดียว: 90.4 ÷ (514×16) ÷ 0.0523 บาท/ชิ้น
หากใช้เครื่องฉีดขึ้นรูปแบบมอเตอร์อะซิงโครนัสแบบดั้งเดิม ค่าไฟฟ้าสำหรับเครื่องเดียวจะอยู่ที่ประมาณ 0.0855 บาท และรุ่นเซอร์โวจะช่วยประหยัดค่าไฟฟ้าได้ประมาณ 0.19 ล้านบาท ต่อปี
การใช้โฮโมโพลีเมอร์ PP (เช่น HP500N หรือยี่ห้อที่คล้ายกัน) ดัชนีการหลอมจะอยู่ที่ประมาณ 12-15 กรัม/10 นาที โดยคำนึงถึงทั้งความลื่นไหลและความเหนียว น้ำหนักสุทธิของแต่ละโดมคือ 9.5 กรัม (รวมตัวล็อคและโดม) ราคาวัตถุดิบขึ้นอยู่กับ 38,008 บาท/ตันคำนวณ:
ต้นทุนวัตถุดิบเดี่ยว: 0.0095กก. × 38.01 บาท/kg = 0.361 บาท
ต้นทุนวัตถุดิบรายวัน: 197,000 × 0.076 ประมาณ 71,132 บาท
ต้นทุนวัตถุดิบต่อปี: ประมาณ 21.33 ล้านบาท (300 วัน)
ระบบวาล์วเข็มไม่มีการสูญเสียวัสดุที่ส่งคืนและเป็นด่านแรกในการควบคุมต้นทุนวัตถุดิบ ในเวลาเดียวกัน การควบคุมแบบวงปิดจะใช้เพื่อรักษาปริมาตรการฉีดของแต่ละคาวิตี้ให้สม่ำเสมอ (ส่วนเบี่ยงเบนของน้ำหนัก ±0.1g) เพื่อหลีกเลี่ยงการสูญเสียการฉีดหลายครั้ง
อัตราผลตอบแทนจากการดำเนินงานจริงคือ 98.5% และข้อบกพร่องหลักคือ:
| ประเภทที่ไม่ดี | สัดส่วน |
|---|---|
| หัวเข็มขัดขาดวัสดุ | 0.7% |
| ขอบบิน | 0.5% |
| เครื่องหมายหดตัว | 0.3% |
อัตราผลตอบแทนที่เพิ่มขึ้นทุกๆ 1% จะช่วยลดเศษเหล็กได้ 1,970 ชิ้นต่อวัน ช่วยประหยัดวัตถุดิบได้ประมาณ 18.7 กิโลกรัม (มูลค่า 712.65 บาท) และประหยัด 0.21 ล้านบาท ต่อปี ด้วยเหตุนี้ กระบวนการจึงดำเนินการชั่งน้ำหนักทุกๆ 2 ชั่วโมงอย่างเคร่งครัดเพื่อให้แน่ใจว่าน้ำหนักของแต่ละช่องจะคงที่
แม่พิมพ์ 16 ช่องมีอุปกรณ์ควบคุมความเร็วสูง (เวลารับ ≤ 1.2 วินาที) หลังจากดีดออก ผลิตภัณฑ์จะตกลงไปบนสายพานลำเลียงโดยตรง และจะถูกส่งไปยังเครื่องเรียงซ้อนและบรรจุภัณฑ์อัตโนมัติ ผู้ปฏิบัติงานแต่ละรายในโรงงานฉีดขึ้นรูปทั้งหมดสามารถดูแลเครื่องฉีดขึ้นรูปประเภทเดียวกันได้ 6 เครื่อง (รวมถึงฝาครอบส่วนโค้ง ตัวถ้วย ฯลฯ)
ค่าแรง: ตาม 38,008 บาท/เดือน/คน แต่ละคนสามารถรับชมได้ 6 สถานี → ค่าแรงของแต่ละสถานีอยู่ที่ประมาณ 6,333 บาท/เดือน
การผลิตรายวัน 197,000 หน่วย → ต้นทุนค่าแรงต่อหน่วย: 1,333 ÷ (197,000 × 30) ÷ 0.0011 บาท/ชิ้น
เกือบจะไม่มีนัยสำคัญ หากใช้การรับสินค้าแบบกึ่งอัตโนมัติหรือแบบแมนนวล ต้นทุนค่าแรงต่อหน่วยจะเพิ่มขึ้นเป็น 0.0475-0.0950 บาท ทำให้เป็นไปไม่ได้เลยที่จะอยู่รอดในตลาดที่มีราคาต่ำ
ทางวิ่งร้อนแบบวาล์วเข็ม 16 ช่องมีข้อกำหนดในการบำรุงรักษาที่สูงกว่า แต่ต้นทุนจะถูกควบคุมโดยมาตรการต่อไปนี้:
ทำความสะอาดเข็มวาล์วแบบเข็มทุกๆ 100,000 แม่พิมพ์ (ประมาณ 5 วัน) เพื่อป้องกันไม่ให้ติด
เปลี่ยนแหวนซีลเข็มวาล์วทุกๆ 500,000 รอบแม่พิมพ์
บุชชิ่งประตูจะถูกกราวด์ทุกๆ 2 ล้านรอบของแม่พิมพ์
หลังการแปลง: ค่าบำรุงรักษาแม่พิมพ์อยู่ที่ประมาณ 0.0038 บาท/ชิ้น และค่าบำรุงรักษารายปีอยู่ที่ประมาณ 0.22 ล้านบาท (ขึ้นอยู่กับผลผลิตต่อปี 59 ล้านชิ้น)
ยกตัวอย่างฝาครอบโดม 90 พอร์ตเดี่ยว (วัสดุ PP, 9.5 กรัม, ไม่มีฉลาก, ฮอทรันเนอร์ 16 ช่อง):
| รายการต้นทุน | จำนวน (หยวน/ชิ้น) | สัดส่วน |
|---|---|---|
| วัตถุดิบ (พีพี, 38,008 บาท/ตัน) | 0.0760 | 85.4% |
| ค่าไฟ (เซอร์โว 420T) | 0.0110 | 12.4% |
| คู่มือ (อัตโนมัติ) | 0.00023 | 0.3% |
| การบำรุงรักษาแม่พิมพ์ | 0.0008 | 0.9% |
| ค่าเสื่อมราคาโรงงานและอื่นๆ | 0.0010 | 1.0% |
| ทั้งหมด | 0.0890 | 100% |
ต้นทุนรวมต่อหน่วยอยู่ที่ประมาณ 0.423 บาท ในขณะที่ราคาตลาดอยู่ที่ประมาณ 0.4751-0.5701 บาท และอัตรากำไรขั้นต้นอยู่ที่ประมาณ 10-25% สำหรับผลิตภัณฑ์ที่มีปริมาณมาก นี่คืออัตรากำไรที่ดีกว่า หากใช้ระบบวิ่งเย็น (ต้นทุนวัตถุดิบเพิ่มขึ้นเป็น 0.447 บาท) หรือใช้มอเตอร์แบบไม่มีเซอร์โว (ค่าไฟฟ้าเพิ่มขึ้นเป็น 0.0855 บาท) ต้นทุนจะใกล้เคียงกับ 0.513 บาท และโดยพื้นฐานแล้วกำไรจะถูกกินจนหมด
| ปรากฏการณ์ปัญหา | เหตุผล | สารละลาย |
|---|---|---|
| รอยจมปรากฏที่ตำแหน่งหัวเข็มขัด | การกักเก็บแรงดันไม่เพียงพอและการระบายความร้อนไม่สม่ำเสมอ | เพิ่มความเย็นภายในและขยายเวลาการถือครองเป็น 1.2 วินาที |
| วาล์วเข็มปิดไม่แน่นและเกิดการร้อยสาย | ความกดอากาศไม่เพียงพอ ปิดล่าช้า | ตรวจสอบความดันอากาศ ≥0.6Mpa ปรับความล่าช้าในการปิดเป็น 0.05 วินาที |
| น้ำหนัก 16 ช่องไม่สอดคล้องกัน | อุณหภูมิของฮอทรันเนอร์ไม่สม่ำเสมอและหัวฉีดอุดตัน | ปรับอุณหภูมิหัวฉีดได้อย่างอิสระและทำความสะอาดตัวกรองอย่างสม่ำเสมอ |
โซลูชันวาล์วเข็มแบบวิ่งร้อน 16 ช่องสำหรับแม่พิมพ์ฝาครอบส่วนโค้ง 90 พอร์ต สามารถผลิตได้ 197,000 ชิ้นต่อวันในรอบ 7 วินาที ต้นทุนต่อชิ้นที่ครอบคลุมลดลงเหลือ 0.423 บาท ซึ่งประสบความสำเร็จในการรักษาความสามารถในการแข่งขันในตลาดที่มีกำไรต่ำ ประสบการณ์หลักสามารถสรุปได้ดังนี้:
นักวิ่งร้อนวาล์วเข็มเป็นคันแรกในการลดต้นทุน - กำจัดหัววัสดุ, อัตราการใช้วัตถุดิบคือ 100% และสามารถกู้คืนการลงทุนได้ภายในครึ่งปี
จำนวนช่องสูง (16 ช่อง) รวมกับระวางบรรทุกขนาดใหญ่ (420T) ช่วยเพิ่มกำลังการผลิตสูงสุดต่อหน่วยและลดต้นทุนที่ใช้ร่วมกัน
เครื่องฉีดขึ้นรูปแบบเซอร์โว + การดึงชิ้นส่วนอัตโนมัติช่วยลดค่าไฟฟ้าและค่าแรงให้อยู่ในระดับที่ต่ำมาก
รอบ 7 วินาทีขึ้นอยู่กับการระบายความร้อนที่มีประสิทธิภาพ (น้ำแรงดันสูง 18-22°C + ทางน้ำที่เป็นไปตามข้อกำหนด) เวลาทำความเย็นที่ลดลงทุกๆ 0.5 วินาทีจะเพิ่มการผลิตรายวันประมาณ 28,000 ชิ้น
อัตราผลตอบแทนที่เพิ่มขึ้นทุกๆ 1% ส่งผลให้ประหยัดได้ 0.19-0.24 ล้านบาท ต่อปี และการจัดการรายละเอียดถือเป็นผลกำไร
ในอนาคต เมื่อแม่พิมพ์โดม 48 โพรงหรือ 64 โพรงมีอายุครบกำหนด รอบเวลาคาดว่าจะอยู่ภายใน 5 วินาที และราคาของชิ้นเดียวจะลดลงเหลือต่ำกว่า 0.333 บาท อีก อย่างไรก็ตาม โซลูชัน 16 โพรงในกรณีนี้ยังคงเป็นโซลูชันที่ดีที่สุดในแง่ของจุดสมดุลผลตอบแทนการลงทุน - การลงทุนปานกลาง การบำรุงรักษาง่าย และความเสถียรสูง และเหมาะสำหรับบริษัทฉีดขึ้นรูปส่วนใหญ่
| โครงการ | พารามิเตอร์ |
|---|---|
| จำนวนคาวิที | 16 |
| วงจร | 7.0 วินาที |
| ผลผลิตรายวัน | 197,000 ชิ้น |
| น้ำหนักสุทธิชิ้นเดียว | 9.5ก |
| ต้นทุนวัตถุดิบ | 0.361 บาท/ชิ้น |
| ต้นทุนทั้งหมด | 0.423 บาท/ชิ้น |
| ผลผลิต | 98.5% |
| ขนาดแม่พิมพ์ | 650×850×530มม |
| เครื่องปรับได้ | 420T |
หมายเหตุ: ต้นทุนข้างต้นอิงตามวัตถุดิบ PP 38,008 บาท/ตัน ไฟฟ้าอุตสาหกรรม 3.80 บาท/หน่วย และระดับแรงงานในจีนตะวันออกในปี 2024 โปรดปรับตามราคาท้องถิ่นที่เกิดขึ้นจริง