ในบริบทของการยกระดับอุตสาหกรรมบรรจุภัณฑ์ชาอย่างต่อเนื่อง ฝาครอบเชื่อมต่อแบบ "อเนกประสงค์" กำลังกลายเป็นผลิตภัณฑ์ยอดนิยมใหม่ในตลาด โดยทั่วไปสิ่งที่เรียกว่ามัลติฟังก์ชั่นหมายความว่าตัวฝาปิดจะรวมเอาส่วนการใช้งานต่างๆ เข้าด้วยกัน เช่น ฝาครอบแบบพลิก หัวดูด รูระบายอากาศ วาล์วป้องกันการไหลย้อนกลับ หูแขวน ฯลฯ เพื่อให้ผู้ใช้ได้รับประสบการณ์การใช้งานที่ดีที่สุดจากถ้วยเดียวและฝาปิดเดียว โดยไม่ต้องใช้อุปกรณ์เสริมเพิ่มเติม อย่างไรก็ตาม เบื้องหลังการบูรณาการด้านฟังก์ชันถือเป็นความท้าทายอย่างมากในการออกแบบแม่พิมพ์และกระบวนการฉีดขึ้นรูป - ความหนาของผนังบางมาก (ส่วนที่บางที่สุดเพียง 0.6 มม.) โครงสร้างที่ซับซ้อน ต้องการความแม่นยำของมิติสูง ขณะเดียวกันก็รักษาเสถียรภาพและความได้เปรียบด้านต้นทุนของการผลิตจำนวนมาก
บทความนี้ใช้แม่พิมพ์ฝาครอบเชื่อมต่ออเนกประสงค์ 90 พอร์ตเป็นตัวอย่างเพื่ออธิบายอย่างเป็นระบบจากมุมมองทางเทคนิคว่าโซลูชันหัวฉีดร้อนแบบวาล์วเข็ม 12 ช่องสามารถผลิต 115,000 ชิ้นต่อวันในรอบ 9 วินาทีได้อย่างไร นอกจากนี้ยังมุ่งเน้นไปที่การวิเคราะห์เทคโนโลยีที่สำคัญของการควบคุมจังหวะวาล์วเข็ม การเติมผนังบาง การออกแบบระบบทำความเย็น และการขึ้นรูปแบบบูรณาการของโครงสร้างอเนกประสงค์
ฝาครอบเชื่อมต่ออเนกประสงค์ 90 พอร์ตมักใช้กับชาผลไม้ ชานม และถ้วยกาแฟระดับไฮเอนด์ เมื่อเปรียบเทียบกับฝาครอบการเชื่อมต่อแบบธรรมดา จะมีการเพิ่มโมดูลการทำงานต่อไปนี้:
โครงสร้างใหม่เหล่านี้ส่งผลให้มีการกระจายความหนาของผนังไม่สม่ำเสมออย่างยิ่ง: พื้นที่วาล์วป้องกันการไหลย้อนกลับมีความหนาเพียง 0.6 มม. หูแขวนมีความหนา 1.2 มม. และรากของหัวฉีดมีความหนา 2.0 มม. ผนังบาง (0.6 มม.) และผนังหนา (2.0 มม.) อยู่ร่วมกัน ซึ่งทำให้มีความต้องการที่สูงมากในด้านความสมดุลในการเติม การควบคุมการหดตัว และประสิทธิภาพการทำความเย็น
เป้าหมายของลูกค้า: การผลิตต่อเนื่องตลอด 24 ชั่วโมง โดยมีผลผลิตประมาณ 115,000 ชิ้นต่อวัน การใช้แม่พิมพ์ 12 ช่องมีรอบเวลา 9 วินาที เหมาะสำหรับเครื่องฉีดขึ้นรูป 420T
| พารามิเตอร์ | ค่าตัวเลข |
|---|---|
| ชื่อแม่พิมพ์ | แม่พิมพ์ฝาครอบเชื่อมต่ออเนกประสงค์ 90 พอร์ต |
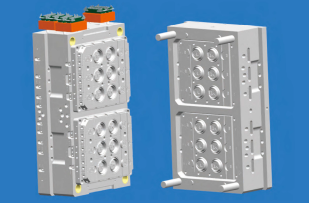
| จำนวนช่องการขึ้นรูป | 12 ช่อง (จัดเรียง 2×6) |
| ขนาดแม่พิมพ์ | 620×1025×540 มม |
| เครื่องปรับได้ | แรงหนีบ 420 ตัน |
| วัสดุของผลิตภัณฑ์ | พีพี (อุณหภูมิหลอมเหลว 310°C) |
| วงจรการปั้น | 9.0 วินาที |
| ผลผลิตรายวัน | ประมาณ 115,000 |
เมื่อเปรียบเทียบกับฝาครอบโค้ง 16 ช่องหรือแม่พิมพ์ฝาครอบแบบมีสาย รูปแบบ 12 ช่องจะ "อนุรักษ์นิยม" เล็กน้อย เหตุผลก็คือ ฝาครอบอเนกประสงค์มีโครงสร้างที่ซับซ้อน และช่อง 12 ช่องทำให้มีพื้นที่มากขึ้นสำหรับการจัดเรียงตัวเลื่อน หลังคาลาดเอียง และวงจรทำความเย็นอิสระ ในขณะเดียวกันก็ลดความเสี่ยงของการเติมที่ไม่สมดุล ระหว่างโครงสร้างที่ซับซ้อนและจำนวนคาวิตี้ที่สูง ช่อง 12 ช่องคือจุดสมดุลที่เหมาะสมที่สุดซึ่งตรวจสอบโดยการวิเคราะห์การไหลของแม่พิมพ์
| คำถาม | โคลด์รันเนอร์ | เปิดนักวิ่งสุดฮอต | ฮอทรันเนอร์วาล์วเข็ม |
|---|---|---|---|
| เติมพื้นที่ผนังบางได้ยาก | สูญเสียแรงดันมาก ช็อตสั้นได้ง่าย | ประตูนั้นวาดง่ายซึ่งส่งผลต่อผนังบาง | วาล์วเข็มควบคุมเวลาเปิดอย่างแม่นยำและให้ความสำคัญกับการเติมผนังบาง |
| มีรอยจมบริเวณผนังหนา | ไม่สามารถควบคุมแรงกดค้างไว้เป็นรายบุคคลได้ | ไม่มีเข็มวาล์ว รักษาแรงดันไม่ดี | การปิดเข็มวาล์วล่าช้าในบริเวณผนังหนาและคงแรงกดไว้นานขึ้น |
| เครื่องหมายประตู | ต้องมีการประมวลผลภายหลัง และง่ายต่อการสร้างความเสียหายให้กับโครงสร้างการทำงาน | สารตกค้างที่ดึงออกมาส่งผลต่อการปิดผนึก | เรียบเนียนไร้ร่องรอย ไม่จำเป็นต้องผ่านกระบวนการหลัง |
| ของเสียจากวัตถุดิบ | อัตราหัววัสดุ 15-20% | 3-5% | 0% |
ข้อได้เปรียบหลักของหัวฉีดร้อนของวาล์วเข็มคือแต่ละประตูสามารถควบคุมเวลาเปิดและเวลาปิดได้อย่างอิสระเพื่อให้ได้ "การฉีดขึ้นรูปตามลำดับ" ดังนั้นจึงจัดการการเติมและการยึดแรงดันของพื้นที่ความหนาของผนังที่แตกต่างกันได้อย่างแม่นยำ
| กลุ่มวาล์ว | พื้นที่ที่สอดคล้องกัน | เปิดเวลา | เวลาปิดทำการ | วัตถุประสงค์ |
|---|---|---|---|---|
| กลุ่มที่ 1 (4 ชิ้น) | พื้นที่ผนังบาง (รอบวาล์วกันการไหลย้อนกลับและรูระบายอากาศ) | 0.00 วินาที (เริ่มฉีด) | 0.5 วินาทีก่อนสิ้นสุดการฉีด | จัดลำดับความสำคัญการเติมเพื่อป้องกันช็อตช็อต |
| กลุ่มที่ 2 (4 ชิ้น) | บริเวณความหนาของผนังปานกลาง (ตัวครอบ, หูห้อย) | 0.3 วินาทีหลังจากเริ่มฉีด | สิ้นสุดระยะการกักเก็บแรงดัน | การเติมที่สมดุล |
| กลุ่มที่ 3 (4 ชิ้น) | พื้นที่ผนังหนา (รากของหัวฉีด, ซี่โครงเสริมแรง) | 0.6 วินาทีหลังจากเริ่มฉีด | 0.3 วินาทีก่อนสิ้นสุดแรงกดค้างไว้ | การปิดระบบล่าช้าการเติมเต็มเต็ม |
พารามิเตอร์ที่สำคัญ: เวลาในการฉีดทั้งหมด 1.5 วินาที; เวลากดค้างไว้ทั้งหมด 2.0 วินาที (กดค้างในสองขั้นตอน) การปิดเข็มวาล์วขับเคลื่อนด้วยแรงดันอากาศ (0.7Mpa) เวลาตอบสนอง ≤20ms
ด้วยการฉีดขึ้นรูปตามลำดับนี้ พื้นที่ผนังบางจะถูกเติมอย่างรวดเร็วด้วยความหนืดต่ำ และพื้นที่ผนังหนาได้รับแรงกดที่เพียงพอในขั้นตอนถัดไปของการบรรจุ และอัตรารอยจมจะลดลงจาก 4.2% ของแม่พิมพ์ทดลองเริ่มแรกเหลือน้อยกว่า 0.5%
| ท้าทาย | มาตรการทางเทคนิค |
|---|---|
| การแข็งตัวเร็ว | อุณหภูมิของถังเพิ่มขึ้นเป็น 310°C และอุณหภูมิของแม่พิมพ์เพิ่มขึ้นเป็น 45°C (พื้นที่ผนังบางได้รับความร้อนเฉพาะที่ 55°C) |
| ข้อกำหนดไฟฟ้าแรงสูง | ความเร็วในการฉีดเพิ่มขึ้นเป็น 120 มม./วินาที ขีดจำกัดบนของแรงดันการฉีดตั้งไว้ที่ 180MPa และกำหนดค่าตัวสะสมแรงดันสูง |
| รอยเชื่อม | ปรับลำดับการเปิดวาล์วเข็มและเพิ่มช่องไอเสีย |
| โซนทำความเย็น | พื้นที่ที่สอดคล้องกัน | ประเภททางน้ำ | อุณหภูมิของน้ำ | ไหล |
|---|---|---|---|---|
| โซน 1 | พื้นที่ผนังบาง (วาล์วกันไหลย้อน, รูระบายอากาศ) | ทางน้ำที่มีโครงสร้างขนาดเล็ก (φ4มม.) | 22℃ | 8L/min |
| โซน 2 | ครอบคลุมพื้นที่หลัก | ทางน้ำวงแหวน (φ10มม.) | 20℃ | 15L/min |
| โซน 3 | บริเวณผนังหนา (รากของหัวฉีด) | ทางน้ำเกลียว+บ่อน้ำ | 18℃ | 20L/min |
| โซน 4 | หูห้อยและตัวทำให้แข็ง | ทางน้ำตรง (φ8มม.) | 20℃ | 12L/min |
แม่พิมพ์นี้ตระหนักถึงการขึ้นรูปแบบบูรณาการของหน่วยการทำงาน 6 หน่วย รวมถึงวาล์วป้องกันการไหลย้อนกลับ รูระบายอากาศ ห่วงแขวน และบานพับ แต่ละโครงสร้างใช้กระบวนการขึ้นรูปพิเศษเพื่อให้มั่นใจถึงการทำงานที่เชื่อถือได้และอายุการใช้งานที่ยาวนาน
| พารามิเตอร์ | ตั้งค่า | แสดงให้เห็น |
|---|---|---|
| อุณหภูมิลำกล้อง (หลัง/กลาง/หน้า/หัวฉีด) | 260/290/310/310℃ | ผนังบางต้องใช้อุณหภูมิสูง |
| อุณหภูมิแม่พิมพ์ (แม่พิมพ์เคลื่อนที่/แม่พิมพ์คงที่) | 35/45℃ | แก้ไขพื้นที่ผนังบางของแม่พิมพ์ 55 ℃ |
| แรงดันฉีด (สูงสุด) | 165 เมกะปาสคาล | ข้อกำหนดการเติมผนังบาง |
| ความเร็วในการฉีด | 120 mm/s | การฉีดอย่างช้าๆ |
| กดค้างไว้/เวลา | 80MPa→50MPa/2.0 วินาที | การกดค้างไว้สองขั้นตอน |
| เวลาทำความเย็น | 5.0 วินาที | ระยะเวลารวม 9.0 วินาที |
| คำถาม | เหตุผล | สารละลาย |
|---|---|---|
| แม่พิมพ์ไดอะแฟรมวาล์วป้องกันการไหลย้อนกลับเกาะติด | การดูดซับสูญญากาศ ไดอะแฟรมบางเกินไป | เพิ่มการขับออกโดยใช้อากาศช่วยและลบมุมราก |
| รูระบายอากาศถูกปิดกั้น | การสะสมคาร์บอนในแกนกลางและการย่อยสลายของวัตถุดิบ | การทำความสะอาดอัลตราโซนิกปกติและการเติมสารปล่อย |
| น้ำหนัก 12 ช่องไม่สอดคล้องกัน | ความแตกต่างของอุณหภูมิของ Hot Runner และเข็มวาล์วไม่ตรงกัน | การควบคุมอุณหภูมิอิสระ จังหวะเข็มวาล์วปรับเทียบ |
โซลูชันหัวฉีดร้อนแบบวาล์วเข็ม 12 ช่องสำหรับแม่พิมพ์ฝาครอบอินไลน์มัลติฟังก์ชั่น 90 พอร์ต สามารถผลิตได้ 115,000 ชิ้นต่อวันในรอบ 9 วินาที ซึ่งสามารถเอาชนะปัญหาการขึ้นรูปของโครงสร้างที่มีผนังบาง (0.6 มม.) และผนังหนา (2.0 มม.) ที่มีอยู่ร่วมกันได้สำเร็จ ประเด็นด้านนวัตกรรมทางเทคโนโลยีหลักสรุปได้ดังนี้
| โครงการ | พารามิเตอร์ |
|---|---|
| จำนวนคาวิที | 12 |
| วงจร | 9.0 วินาที |
| ผลผลิตรายวัน | 115,000 ชิ้น |
| น้ำหนักสุทธิชิ้นเดียว | ประมาณ 14.0ก |
| ความหนาของผนังขั้นต่ำ | 0.6 มม. (วาล์วป้องกันการไหลย้อนกลับ) |
| ความหนาของผนังสูงสุด | 2.0 มม. (รากของหัวฉีด) |
| ความเร็วในการฉีด | 120mm/s |
| แรงดันในการฉีด | 165MPa |
| โซนทำความเย็น | เขตที่ 4 มีความเป็นอิสระ |
| เครื่องปรับได้ | 420T |
หมายเหตุ: พารามิเตอร์ข้างต้นอิงจากข้อมูลที่วัดได้จริงของวัสดุ PP แบบโคโพลีเมอร์และเครื่องฉีดขึ้นรูปแบบเซอร์โว 420T โปรดปรับแต่งการผลิตจริงตามชุดวัตถุดิบและสภาพแวดล้อม