
คลิกที่ภาพเพื่อดูวีดีโอการผลิต
เรียนลูกค้า เพื่อน และเพื่อนร่วมงาน สวัสดี!
ฉันชื่อกงจางจากเอชทีโมลด์ วันนี้ฉันอยากจะแบ่งปันกับคุณเกี่ยวกับโครงการที่ค่อนข้างเป็นตัวแทนที่เราเพิ่งเสร็จสิ้น——การพัฒนาแม่พิมพ์และการเพิ่มประสิทธิภาพการผลิตจำนวนมากของกล่องบรรจุภัณฑ์ช็อกโกแลตโปร่งใส PS. แม่พิมพ์ชุดนี้ใช้เค้าโครง 1 ใน 8 ของคาวิทีผลิตภัณฑ์นี้เป็นกล่องบรรจุภัณฑ์ช็อคโกแลตใส ซึ่งมีความต้องการสูงในด้านการตกแต่งพื้นผิว ความสม่ำเสมอของมิติ และประสิทธิภาพการขึ้นรูป
ด้วยโครงการนี้ เราไม่เพียงแต่แก้ไขปัญหาทั่วไปของเครื่องหมายการไหลและฟองอากาศในส่วนโปร่งใสเท่านั้น แต่ยังได้รับผลลัพธ์ที่ดีในแง่ของความเสถียรในการผลิตจำนวนมากอีกด้วย ด้านล่างฉันจะเริ่มจากคุณลักษณะของผลิตภัณฑ์ การวิเคราะห์การไหลของแม่พิมพ์ การออกแบบแม่พิมพ์ การแก้ไขจุดบกพร่องของกระบวนการฉีดขึ้นรูป ข้อมูลการผลิตจำนวนมากขยายออกไปในห้ามิติ
ลูกค้าต้องการผลิตกกล่องบรรจุภัณฑ์ช็อคโกแลตทรงสี่เหลี่ยม วัสดุเป็น PS (โพลีสไตรีน),จำเป็นต้องมีความโปร่งใสสูงไม่มีรอยการไหลที่มองเห็นได้ ไม่มีฟองอากาศ ไม่มีเส้นสีเงิน ความหนาของผนังสม่ำเสมอ และขนาดการเปิดและปิดที่มั่นคง คาดว่าจะมีการผลิตมากกว่า 500,000 ชิ้นต่อเดือนเราจึงแนะนำให้ใช้1 ใน 8 โซลูชั่นแม่พิมพ์วิ่งร้อนเพื่อปรับปรุงประสิทธิภาพและลดต้นทุนต่อหน่วย
วัสดุ PS นั้นมีความลื่นไหลได้ดี แต่ความโปร่งใสนั้นไวต่อกระบวนการอย่างมาก หากอุณหภูมิสูงเกินไป วัสดุจะสลายตัวได้ง่ายและเปลี่ยนเป็นสีเหลือง ในขณะที่หากอุณหภูมิต่ำเกินไป จะทำให้เกิดความเครียดภายในหรือรอยการไหล หากความเร็วการฉีดเร็วเกินไป จะทำให้เกิดรอยสเปรย์ และหากความเร็วการฉีดช้าเกินไป รอยเชื่อมจะชัดเจน สิ่งนี้ทำให้เกิดความต้องการที่สูงขึ้นในการออกแบบแม่พิมพ์และกระบวนการฉีดขึ้นรูป
ก่อนที่จะเปิดแม่พิมพ์อย่างเป็นทางการ เราใช้ Moldflow เพื่อทำการวิเคราะห์การไหลของแม่พิมพ์โดยสมบูรณ์ รูปภาพในเอกสารแนบเป็นผลการวิเคราะห์ในขณะนั้น ฉันจะเลือกประเด็นสำคัญสองสามประเด็นเพื่อพูดคุย:
1. การวิเคราะห์เวลาการเติม(เวลาเติม = 0.4729 วินาที)
เวลาในการเติมจะถูกควบคุมที่ประมาณ 0.47 วินาที โดยทั่วไปการเติมของแต่ละคาวิตี้จะมีความสมดุล และความแตกต่างระหว่างเวลาในการเติมสูงสุดและต่ำสุดจะถูกควบคุมภายใน 10% ซึ่งเหมาะอย่างยิ่งสำหรับแม่พิมพ์แบบหลายคาวิตี้ที่มี 1 ใน 8
2. การกระจายอุณหภูมิของแม่พิมพ์
เมื่อพิจารณาจาก "อุณหภูมิโลหะวงจร" (31.7~31.9°C) และ "อุณหภูมิน้ำหล่อเย็นวงจร" (25.65~26.30°C) ทางเดินของน้ำหล่อเย็นได้รับการออกแบบอย่างสมเหตุสมผล และความแตกต่างของอุณหภูมิพื้นผิวแม่พิมพ์จะถูกควบคุมภายใน 1°C ซึ่งมีความสำคัญอย่างยิ่งในการป้องกันการบิดเบี้ยวและการหดตัวที่ไม่สม่ำเสมอของชิ้นส่วน PS โปร่งใส
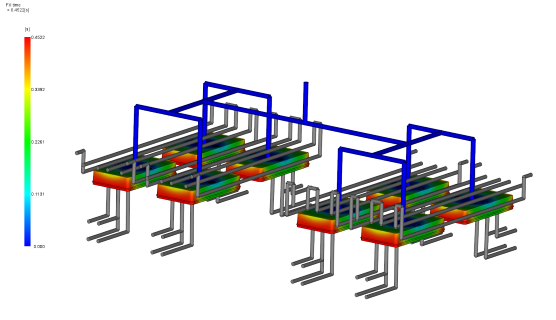
3. อุณหภูมิพื้นผิวของนักวิ่งร้อน(41.88°C)
อุณหภูมิของปลายหัวฉีดร้อนได้รับการควบคุมอย่างเหมาะสมเพื่อป้องกันไม่ให้วัสดุเย็นเข้าไปในโพรงแม่พิมพ์ และลดการเกิดรอยการไหล
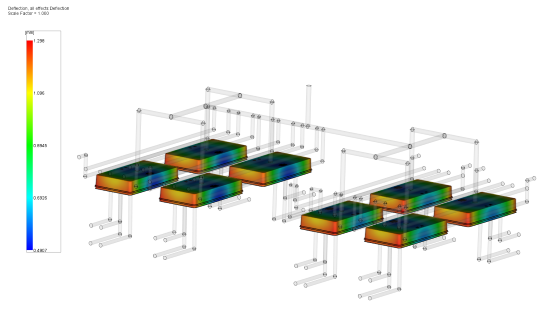
4. การวิเคราะห์การเสียรูปบิดเบี้ยว(ระยะโก่ง 0.8945มม. → 0.4907มม.)
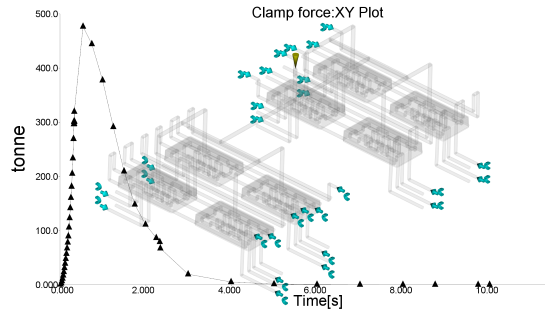
การบิดเบี้ยวของแผนเริ่มต้นมีขนาดใหญ่เกินไป ด้วยการปรับตำแหน่งของช่องน้ำหล่อเย็นและปรับเส้นโค้งการยึดแรงดันให้เหมาะสม เราได้ควบคุมการบิดงอขั้นสุดท้ายภายใน 0.5 มม. เพื่อให้ตรงตามข้อกำหนดที่ตรงกันของกล่องบรรจุภัณฑ์
การวิเคราะห์การไหลของแม่พิมพ์ช่วยให้เราหลีกเลี่ยงความเสี่ยงล่วงหน้าอย่างน้อยสามประการ:การบรรจุไม่สมดุล ความร้อนสูงเกินไป และการบิดเบี้ยวมากเกินไป. นี่เป็นเหตุผลว่าทำไม HT ของเราจึงยืนกรานที่จะ "วิเคราะห์ก่อน แล้วค่อยเปิดแม่พิมพ์"
จากผลการวิเคราะห์ เราได้กำหนดวิธีแก้ปัญหาแม่พิมพ์ดังต่อไปนี้:

อุปกรณ์การผลิตจำนวนมากคือเครื่องฉีดขึ้นรูป Aotai เราจัดเรียงการตั้งค่าหลักต่อไปนี้จากพารามิเตอร์การผลิตจริงของไฟล์แนบ:
โดยพิจารณาจากรอบการผลิต 10 รอบติดต่อกันที่บันทึกไว้ในเอกสารแนบ:
| วงจร | เวลาบรรจุ | เวลาปิดแม่พิมพ์ | เวลาเปิดแม่พิมพ์ (s) | รอบทั้งหมด | ความเร็วการฉีดเฉลี่ย | แรงดันฉีดสูงสุด (บาร์) |
|---|---|---|---|---|---|---|
| 0-9 | 3.91~4.06 | 1.71 | 1.89~1.90 | 9.34~9.46 | 212~222 | 141~148 |
เอกสารแนบแสดงการใช้งานของการฉีดแบบหลายขั้นตอน(P1/P2/P3):
- P1:65 บาร์,65%
- P2:100 บาร์,70%
- P3:0 บาร์,0%
"โหมดโฮลด์" ถูกนำมาใช้เพื่อการกักเก็บแรงดัน ซึ่งช่วยลดการหดตัวได้อย่างมีประสิทธิภาพ


ในระหว่างขั้นตอนการทดลองแม่พิมพ์ เราพบปัญหาทั่วไปหลายประการ:
ปัญหาที่ 1: มีรอยไหลเล็กน้อยปรากฏในบางช่อง
→ ปรับสมดุลอุณหภูมิของฮอทรันเนอร์ หลังจากการตรวจสอบพบว่าอัตราส่วนความร้อนของหัวฉีด #2 ต่ำ (9.1%) หลังจากแก้ไขแล้ว อุณหภูมิของแต่ละช่องจะสม่ำเสมอและรอยการไหลหายไป
ปัญหาที่ 2: มีความเครียดบนพื้นผิวของผลิตภัณฑ์ระหว่างการถอดแบบ
→ เพิ่มจำนวนการดีดออกและปรับเค้าโครงพินของอีเจ็คเตอร์ให้เหมาะสม ในขณะเดียวกันก็ลดค่าสุดท้ายของแรงกดค้างไว้และลดแรงกดค้างไว้
ปัญหาที่ 3: รอบนี้ยาวเกินไป (มากกว่า 12 วินาที)
→ ปรับการไหลของน้ำหล่อเย็นให้เหมาะสม ลดเวลาการทำความเย็นจาก 4.5 วินาทีเหลือ 3 วินาที และปรับกราฟความเร็วในการเปิดแม่พิมพ์ (ดู "Start Speed Ramp / End Speed Ramp" ในเอกสารแนบ) เพื่อให้รอบการทำงานมีความเสถียรที่ 9.4 วินาที
ปัจจุบันแม่พิมพ์ชุดนี้ทำงานได้อย่างเสถียรมานานกว่า12000 ช็อตโดยมี 8 ช่องต่อแม่พิมพ์ อัตราผลตอบแทนเพิ่มขึ้นจาก 98.5% ในระยะเริ่มแรกของการทดลองแม่พิมพ์เป็น99.8%. ผลลัพธ์หลักมีดังนี้:
| ดัชนีความจุ | ค่าตัวเลข |
|---|---|
| วงจรการปั้น | 9.4 วินาที/โหมด |
| จำนวนคดีต่อกรณี | 8 ชิ้น |
| กำลังการผลิตสูงสุดรายวันตามทฤษฎี (24 ชม.) | ประมาณ 73,500 ชิ้น |
| กำลังการผลิตจริงรายวัน (ประสิทธิภาพ 85%) | ประมาณ 62,000 ชิ้น |
| ผลผลิต | 99.8% |
ลักษณะของชิ้นส่วนโปร่งใสได้รับการอนุมัติจากลูกค้าการตรวจสอบอย่างเต็มรูปแบบไม่มีรอยไหล มีฟอง มีริ้วสีเงิน ขนาด CPK ถึง1.33 หรือสูงกว่าตรงตามข้อกำหนดการจับคู่กล่องบรรจุภัณฑ์อย่างสมบูรณ์
เสียงตอบรับจากลูกค้าแม่พิมพ์ชุดนี้ความมั่นคงและประสิทธิภาพที่โปร่งใสเหนือความคาดหมาย การผสมผสานระหว่างการผลิตแม่พิมพ์เดี่ยวจำนวน 8 ชิ้นและรอบการทำงานที่รวดเร็ว 9.4 วินาที ช่วยลดต้นทุนของชิ้นงานชิ้นเดียวได้อย่างมาก และเพิ่มคำสั่งซื้อแม่พิมพ์ชุดที่สองที่เป็นประเภทเดียวกันด้วย
จากโครงการนี้ เราได้สรุปประเด็นต่างๆ ไว้ดังนี้PS แม่พิมพ์หลายช่องโปร่งใสความคิด:
1. การวิเคราะห์การไหลของแม่พิมพ์ไม่ได้เป็นเพียงพิธีการเท่านั้นซึ่งกำหนดตำแหน่งเกต สมดุลความเย็น และการควบคุมการโก่งงอได้โดยตรง ข้อมูลการวิเคราะห์ของแม่พิมพ์นี้มีความสอดคล้องอย่างมากกับพารามิเตอร์การผลิตจำนวนมาก
2. ความแม่นยำในการควบคุมอุณหภูมิของนักวิ่งร้อนมันเป็นเส้นชีวิตของชิ้นส่วนโปร่งใส เป็นสิ่งที่ขาดไม่ได้สำหรับการควบคุม PID อิสระของแต่ละโซน ฟังก์ชันการเก็บความร้อน และการอุ่นล่วงหน้าแบบซิงโครนัส
3. ความเร็วการฉีดควร “เร็ว แต่ไม่วุ่นวาย”ชิ้นส่วนโปร่งใส PS เหมาะสำหรับการเติมปานกลางและความเร็วสูง แต่ต้องหลีกเลี่ยงการฉีด ดังนั้นเราจึงใช้เส้นโค้งการฉีดแบบหลายขั้นตอน
4. ความสมดุลของความเย็นสิ่งสำคัญมากกว่าการลดอุณหภูมิแม่พิมพ์เพียงอย่างเดียว ความแตกต่างของอุณหภูมิพื้นผิวแม่พิมพ์จะต้องได้รับการควบคุมภายใน 1°C เพื่อให้มั่นใจว่ามีหลายช่องมีความสม่ำเสมอ
5. การดีดออกและไอเสียรายละเอียดกำหนดความเสถียรในระยะยาว ไม่ทำให้ระบบดีดออกง่ายขึ้นเพื่อประหยัดค่าใช้จ่าย
ประเด็นสุดท้ายที่ต้องเสริม: เพื่อนร่วมงานหลายคนมักจะสับสนระหว่าง "จำนวนแม่พิมพ์" และ "จำนวนชิ้น" เมื่อคำนวณกำลังการผลิตแม่พิมพ์แบบหลายช่อง ใช้กรณีนี้เป็นตัวอย่าง:
- รอบเวลา 9.4 วินาที → 383 แม่พิมพ์ต่อชั่วโมง → 8 ชิ้นต่อแม่พิมพ์ → 3,064 รายการต่อชั่วโมง
- มูลค่าทางทฤษฎีประมาณ 73,500 ชิ้นใน 24 ชั่วโมงต่อวัน การผลิตจริงคำนึงถึงการเปลี่ยนแปลงแม่พิมพ์ การทำความสะอาดเครื่องจักร การตรวจสอบคุณภาพ และปัจจัยอื่นๆ และคำนวณจากอัตราการปฏิบัติงาน 85%กำลังการผลิตรายวันประมาณ 62,000 ชิ้นซึ่งเป็นข้อมูลกำลังการผลิตจริงและเชื่อถือได้
H T Mould มุ่งมั่นที่จะให้บริการลูกค้าด้วย "การวิเคราะห์-การออกแบบ-การทดลองแม่พิมพ์-การผลิตจำนวนมาก"บริการทุกขั้นตอน แม้ว่าแม่พิมพ์กล่องบรรจุภัณฑ์ช็อคโกแลตโปร่งใส PS ชุดนี้จะไม่ซับซ้อนที่สุดในทางเทคนิค แต่ก็เป็นเช่นนั้นแม่พิมพ์ที่มีความแม่นยำหลายช่องโปร่งใสตัวแทนทั่วไปของ ฉันหวังว่าการแบ่งปันในวันนี้จะเป็นแรงบันดาลใจให้กับทุกคน
หากคุณมีผลิตภัณฑ์ที่มีชิ้นส่วนโปร่งใสที่คล้ายกัน แม่พิมพ์หลายช่อง หรือมีข้อกำหนดรูปลักษณ์สูง โปรดติดต่อทีมเทคนิค HT ของเรา ไม่เพียงแต่เราสามารถสร้างแม่พิมพ์ได้ แต่เรายังเข้าใจเทคโนโลยีการฉีดขึ้นรูปอีกด้วย
ขอบคุณทุกท่าน!
——HT โมลด์จางกง