หมายเหตุ: มูลค่าเงินในหน้านี้แปลงจากหยวนจีนเป็นบาทไทยที่อัตรา 1 CNY = 4.7510244458 THB และปัดเศษเพื่อให้อ่านง่าย
ผู้แต่ง: H T Mould วิศวกรอาวุโสด้านแม่พิมพ์
ผู้เขียน: วิศวกรการขึ้นรูปอาวุโส H T Mould
ในอุตสาหกรรมบรรจุภัณฑ์ กำไรมักไม่ได้มาจากราคาขายของผลิตภัณฑ์เดียว แต่มาจากปริมาณผลผลิตต่อชั่วโมงและผลผลิตทั้งหมดภายในวงจรชีวิตของแม่พิมพ์ทั้งหมด ดังนั้นเราจึงตั้งเป้าหมายสามประการในระหว่างขั้นตอนการออกแบบแม่พิมพ์:
ดูจากผลลัพธ์แล้ว แม่พิมพ์ชุดนี้เกินความคาดหมายโดยสิ้นเชิง
 คลิกที่ภาพเพื่อดูวิดีโอ
คลิกที่ภาพเพื่อดูวิดีโอ
สามารถดูได้จากบันทึกการผลิตจริง:
| กำลังสร้างลิงก์ | ค่าพารามิเตอร์ |
|---|---|
| เวลาฉีด | ประมาณ 0.21 วินาที |
| เวลาถือครอง | สั้นมาก |
| เวลาทำความเย็น | 1.7 วินาที |
| การเปิดและปิดแม่พิมพ์ + การดีดออก | 3–4 วินาที |
| รอบเดียว | 6.4–6.96 วินาที |
ซึ่งหมายความว่า:
นี่เป็นระดับแรกในบรรดาแม่พิมพ์บรรจุภัณฑ์ที่มีผนังบาง
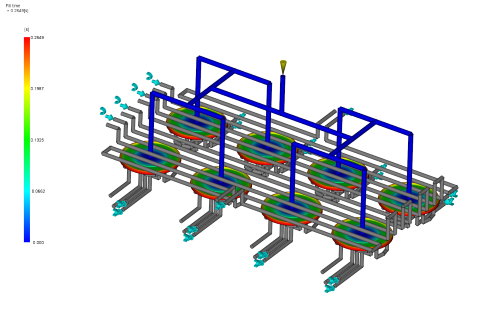
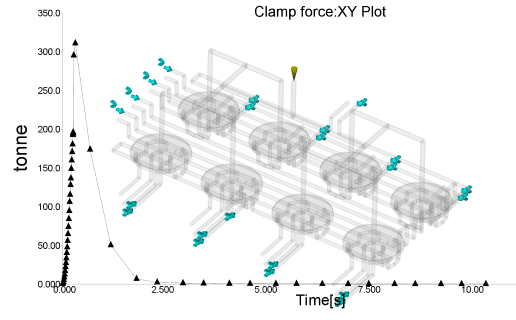
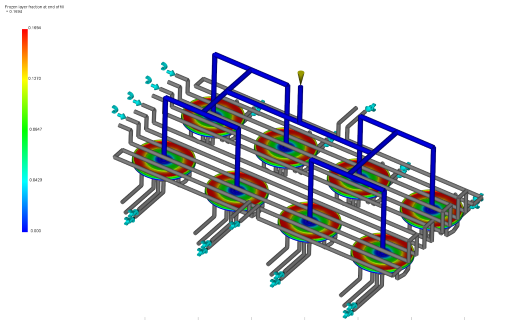
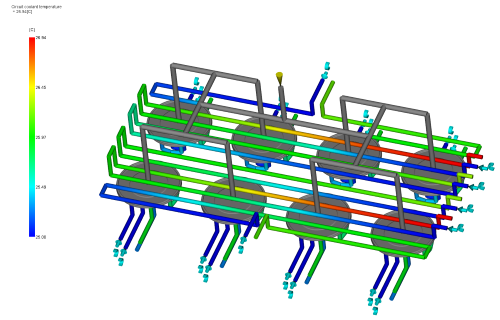
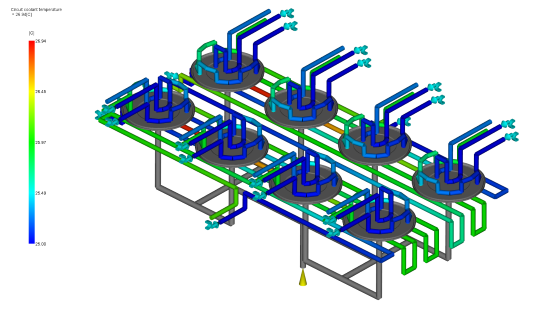
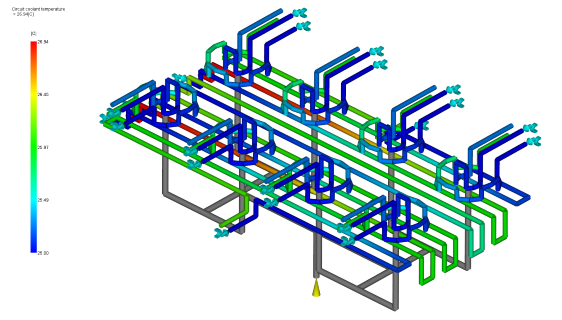
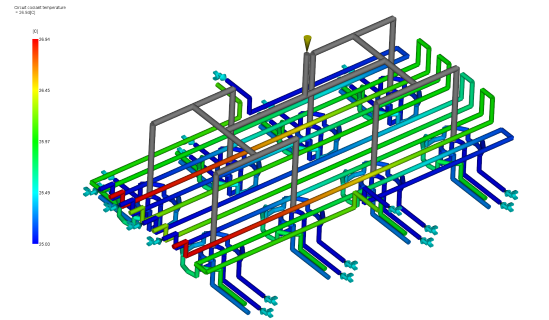
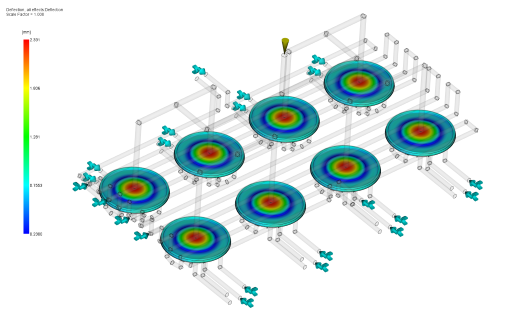
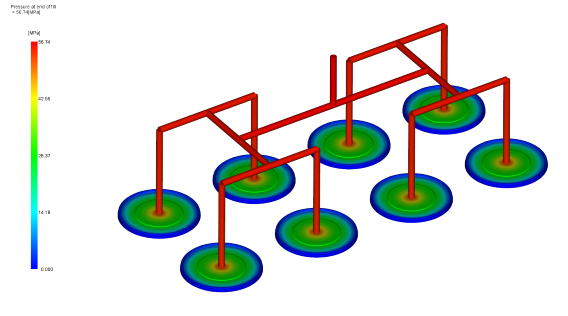
จากข้อมูลการไหลของแม่พิมพ์ เราสามารถยืนยันจุดการออกแบบที่สำคัญหลายประการ:
| พารามิเตอร์การไหลของแม่พิมพ์ | คุณค่า/ลักษณะเฉพาะ | ค่าการออกแบบ |
|---|---|---|
| อุณหภูมิคงที่ของคริสตัล | 26.8°ซ | การควบคุมอุณหภูมิแม่พิมพ์มีความเสถียรอย่างยิ่งและลดความผันผวนของการหดตัว |
| อุณหภูมิการแยกวงจร | 26มิลลิวัตต์/°ซ | การออกแบบสมดุลทางความร้อนที่ดีเยี่ยมเพื่อหลีกเลี่ยงความร้อนสูงเกินไปในท้องถิ่น |
| เส้นโค้งอุณหภูมิปัจจุบัน | เรียบ | ระบบทำความร้อนตอบสนองอย่างรวดเร็วโดยไม่โอเวอร์โหลด |
| เส้นโค้งแรงหนีบ | เรียบ | แรงจับยึดมีความผันผวนเล็กน้อย ซึ่งเอื้อต่อไอเสียและขนาดที่สม่ำเสมอ |
| ความกดอากาศ | 0.5 เอทีเอ็มปรอท | การออกแบบไอเสียที่เหมาะสมเพื่อหลีกเลี่ยงอากาศที่ติดอยู่ |
รายละเอียดเหล่านี้จะกำหนดความเสถียรของการเติมผนังบางโดยตรง PP มีแนวโน้มที่จะเกิดรอยไหล การฉีดน้อยเกินไป หรือแฟลชภายใต้การฉีดความเร็วสูง อย่างไรก็ตาม เราบรรลุการเติมในแต่ละช่องอย่างสม่ำเสมอผ่านทางระบบท่อร้อนรันเนอร์วาล์วแบบหลายจุดตามลำดับ + การแบ่งเขตอุณหภูมิที่แม่นยำ
คุณสามารถดูได้จากอินเทอร์เฟซพารามิเตอร์ของเครื่องฉีดพลาสติก:
| พารามิเตอร์ของเครื่องฉีดพลาสติก | ช่วงตัวเลข |
|---|---|
| แรงดันในการฉีด | 85–95 บาร์ |
| คอยกดดัน | 30–40 บาร์ |
| ความเร็วในการฉีด | 65–95% |
| ดันหลัง | 35 บาร์ |
| ความเร็วของสกรู | 144–624 รอบต่อนาที (ระยะต่างๆ) |
คำอธิบายของพารามิเตอร์เหล่านี้: เราใช้กลยุทธ์การฉีดความเร็วสูงและแรงดันสูง + การยึดด้วยแรงดันต่ำ เพื่อให้มั่นใจในความเร็วในการบรรจุและหลีกเลี่ยงความเค้นตกค้าง
อายุการใช้งานที่ออกแบบของแม่พิมพ์นี้คือ 3 ล้านครั้งของแม่พิมพ์ และการใช้งานจริงตามปกติสามารถเข้าถึง 5-6 ล้านครั้งของแม่พิมพ์ เราคำนวณตามโหมด 5 ล้านโหมด:
| รายการต้นทุน | ค่าตัวเลข | ผลการแบ่งส่วน |
|---|---|---|
| การลงทุนด้านแม่พิมพ์ทั้งหมด | 1.66-1.90 ล้านบาท (รวมถึงนักวิ่งร้อน การประมวลผล การทดลองแม่พิมพ์) | - |
| ต้นทุนแม่พิมพ์ต่อ 10,000 แม่พิมพ์ | - | 3,326-3,801 บาท |
| ผลผลิตต่อแม่พิมพ์ | 8 สินค้า | - |
| ต้นทุนแม่พิมพ์ต่อ 10,000 ผลิตภัณฑ์ | - | 413.34-475.10 บาท |
เมื่อเทียบกับแม่พิมพ์ทั่วไป 1.5-2 ล้านชิ้นในอุตสาหกรรม การลดสัดส่วนต้นทุนจะลดลงมากกว่า 40%
เราได้จัดทำแผนการบำรุงรักษาที่ชัดเจน:
| รายการบำรุงรักษา | ความถี่ | การประเมินต้นทุน |
|---|---|---|
| เพิ่มน้ำมันหล่อลื่นทุกวัน | 1 ครั้ง/วัน | ต่ำมาก |
| ตรวจสอบและทำความสะอาดช่องไอเสีย | ทุกๆ 100,000 ครั้งของแม่พิมพ์ | ต่ำ (30 นาที) |
| ตรวจสอบหัวฉีดร้อน สปริง หมุดดีดแก๊ส และบล็อกการสึกหรอ | ทุกๆ 1 ล้านครั้งของแม่พิมพ์ | ปานกลาง (แทนที่ตามความเหมาะสม) |
ในการใช้งานจริง ต้นทุนการบำรุงรักษาทั้งหมดต่อ 1 ล้านโมดูลจะถูกควบคุมที่ 14,253-23,755 บาท ซึ่งต่ำกว่าค่าเฉลี่ยของอุตสาหกรรมมาก
บันทึกการผลิตแสดง:
| พารามิเตอร์การผลิต | ช่วงที่มั่นคง | คุณค่าของงานฝีมือ |
|---|---|---|
| บริเวณที่ฉีด | 92–95 มม | ความสามารถในการทำซ้ำของแม่พิมพ์นั้นสูงมาก และความสามารถของกระบวนการ Cpk > 1.33 |
| ดำรงตำแหน่ง | 47–48มม | |
| ตำแหน่งละลาย | 82–83มม | |
| ความผันผวนของวัฏจักร | ≤ 0.05 วินาที |
นี่แสดงให้เห็นว่าความสามารถในการทำซ้ำของแม่พิมพ์นั้นสูงมากและความสามารถของกระบวนการ Cpk > 1.33 ในบรรดาผลิตภัณฑ์ PP ที่มีผนังบางนั้น สามารถบรรลุอัตราผลตอบแทนได้มากกว่า 99% ซึ่งหมายความว่าแทบจะไม่มีการสูญเสียของเสียเลย และไม่จำเป็นต้องปิดเครื่องและปรับเปลี่ยนบ่อยครั้ง
ยกตัวอย่างผลผลิตรายวันจำนวน 90,000 ฝาเป็นตัวอย่าง:
| โครงการ | ช่วงตัวเลข | แสดงให้เห็น |
|---|---|---|
| ราคาขายตัวเดียว | 0.5701-0.7127 บาท | ทั่วไปในอุตสาหกรรมบรรจุภัณฑ์ |
| มูลค่าส่งออกรายวัน | 0.05-0.06 ล้านบาท | 90,000 ชิ้น × ราคาต่อชิ้น |
| มูลค่าผลผลิตรายเดือน (25 วัน) | 1.28-1.62 ล้านบาท | - |
| วัสดุ(พีพี) | 0.1425-0.1900 บาท/ชิ้น | - |
| ค่าไฟฟ้า+ค่าแรง | 0.0950 บาท/ชิ้น | - |
| การจัดสรรแม่พิมพ์ + การบำรุงรักษา | 0.0238 บาท/ชิ้น | - |
| ต้นทุนรวมต่อหน่วย | 0.2613-0.3088 บาท | - |
| กำไรขั้นต้นต่อหน่วย | 0.3088-0.4038 บาท | - |
| อัตรากำไรขั้นต้น | 55–65% | - |
| กำไรขั้นต้นต่อวัน | 28,506-35,633 บาท | - |
| กำไรขั้นต้นต่อเดือน | 0.71-0.86 ล้านบาท | - |
แม่พิมพ์ชุดนี้มักจะกู้คืนการลงทุนแม่พิมพ์ทั้งหมดภายใน 3-4 เดือน จากนั้นจะเป็นกำไรล้วนๆ
เพื่อนร่วมงานหลายคนจะถามว่า: แม่พิมพ์ผนังบางสวมใส่ง่ายไม่ใช่หรือ? ประสบการณ์ของเราอยู่ในสามประเด็น:
ในระหว่างการทำงานของโมดูล 3 ล้านโมดูล เรายังพบปัญหาทั่วไปบางประการและแชร์กับเพื่อนๆ ของเรา:
| คำถาม | เหตุผล | มาตรการรับมือ |
|---|---|---|
| แฟลชจะค่อยๆ เพิ่มขึ้น | ร่องไอเสียอุดตันหรือพื้นผิวการแยกส่วนสึกหรอ | ทำความสะอาดร่องไอเสียและบดพื้นผิวที่แยกส่วนหากจำเป็น |
| การจ่ายเงินน้อยไปบางส่วน | หัวฉีดร้อนอุดตันหรือการควบคุมอุณหภูมิเบี่ยงเบน | ทำความสะอาดหัวฉีดร้อนและปรับเทียบเทอร์โมคัปเปิล |
| การดีดออกที่ไม่สมดุล | ตัวขับแก๊สหรือสปริงล้า | เปลี่ยนหนึ่งชุดทุกๆ 1 ล้านครั้งของแม่พิมพ์ |
| วงจรจะยาวขึ้น | ระดับความเย็นหรือการเคลื่อนไหวของเข็มวาล์วช้า | ทำความสะอาดท่อน้ำและหล่อลื่นเข็มวาล์ว |
ปัญหาเหล่านี้ไม่ใช่ปัญหาใหญ่ สิ่งสำคัญคือการบำรุงรักษาเชิงป้องกันมากกว่าการรอแก้ไขบางอย่างเมื่อมันพัง
แม่พิมพ์ฝาบรรจุภัณฑ์อาหาร PP แปดชุดนี้ได้รับการพิสูจน์แล้วจากข้อเท็จจริง:
ประสิทธิภาพสูง + อายุการใช้งานยาวนาน + การบำรุงรักษาต่ำ = ความสามารถในการทำกำไรที่แข็งแกร่ง
สำหรับบริษัทผลิตภัณฑ์บรรจุภัณฑ์ แม่พิมพ์ไม่ใช่ต้นทุน แต่เป็นสินทรัพย์
ชุดแม่พิมพ์ที่ดีไม่ได้ขึ้นอยู่กับจำนวนเงินที่คุณใช้จ่ายในการซื้อ แต่ขึ้นอยู่กับจำนวนเงินที่จะช่วยให้คุณมีรายได้ทุกวันในโรงงานของคุณ
H T Mould ได้สะสมประสบการณ์จริงมากกว่า 15 ปีในโครงการผนังบางหลายช่องประเภทนี้ เราไม่เพียงแต่จัดหาแม่พิมพ์เท่านั้น แต่ยังจัดหาโซลูชั่นการขึ้นรูปด้วย "ต้นทุนต่อแม่พิมพ์ที่ต่ำที่สุด" อีกด้วย
หากผลิตภัณฑ์ของคุณเป็นประเภทผนังบาง ปริมาณสูง มูลค่าต่อหน่วยต่ำ ยินดีในการสื่อสาร เราช่วยคุณชำระบิล
ศูนย์เทคโนโลยีแม่พิมพ์ HT
มุ่งเน้นไปที่อายุการใช้งานสูง ประสิทธิภาพสูง และแม่พิมพ์ที่ให้ผลตอบแทนสูง