หมายเหตุ: มูลค่าเงินในหน้านี้แปลงจากหยวนจีนเป็นบาทไทยที่อัตรา 1 CNY = 4.7510244458 THB และปัดเศษเพื่อให้อ่านง่าย
ด้วยการขยายตัวอย่างรวดเร็วของตลาดชาสำเร็จรูปทั่วโลก โดยเฉพาะอย่างยิ่งเครื่องดื่มแบบถ้วยที่ใช้ชานมไข่มุก ความต้องการถ้วยพลาสติกคุณภาพสูงที่รีไซเคิลได้ก็เพิ่มสูงขึ้น ถ้วยชานมแบบดั้งเดิมส่วนใหญ่ใช้ฉลากซิลค์สกรีนหรือฉลากหดด้วยความร้อน ซึ่งมีปัญหา เช่น ความทนทานต่อการสึกหรอต่ำ ฉลากที่หลุดง่าย และไม่สามารถรีไซเคิลได้
เทคโนโลยีการติดฉลากในแม่พิมพ์ (IML, In-Mold Labeling) ทำให้ฉลากที่พิมพ์แล้วเข้าไปในโพรงแม่พิมพ์ผ่านหุ่นยนต์และรวมเข้ากับพลาสติกหลอมเหลวในระหว่างกระบวนการฉีดขึ้นรูป ทำให้ฉลากกลายเป็นส่วนหนึ่งของผลิตภัณฑ์ กระบวนการนี้มีข้อดีดังต่อไปนี้:
เคสที่ใช้ร่วมกันในครั้งนี้คือชุดแม่พิมพ์ IML 12 ช่องสำหรับถ้วยชานม H T Mould90700 (ความจุประมาณ 700 มล.) ที่ออกแบบมาสำหรับเครื่องฉีดขึ้นรูป 480T พารามิเตอร์ระบุมีดังนี้:
| โครงการ | พารามิเตอร์ |
|---|---|
| ชื่อสินค้า | 90700 ถ้วยชานม |
| จำนวนช่องการขึ้นรูป | 12 คาวิที |
| ไม่มีวงจรการติดฉลาก | 8 วินาที |
| วงจรการติดฉลาก | 10 วินาที |
| กำลังการผลิตรายวัน (การติดฉลาก) | ประมาณ 103,680 ชิ้น/วัน |
| ขนาดแม่พิมพ์ | 720×1100×625 มม |
| รุ่นที่ใช้ร่วมกันได้ | 480T |
| อุณหภูมิถัง | 310℃ |
| อุณหภูมิน้ำหล่อเย็น | 18–22℃ |
| แรงดันน้ำหล่อเย็น | 0.5–0.6 เมกะปาสคาล |
ควรสังเกตว่ารอบเวลาสามารถลดลงเหลือ 8 วินาทีโดยไม่ต้องติดป้ายกำกับ แต่หลังจากเพิ่มกระบวนการ IML แล้ว รอบเวลาจะขยายเป็น 10 วินาที ความแตกต่าง 2 วินาทีนี้เป็นข้อดีทางเทคนิคและวิศวกรรมที่บทความนี้เน้น
ถ้วยชานม 90700 เป็นชิ้นทรงกระบอกผนังบาง โดยมีความหนาของผนังทั่วไป 0.45–0.55 มม. ความสูงประมาณ 170–190 มม. และเส้นผ่านศูนย์กลางประมาณ 90 มม. ข้อกำหนดด้านมิติที่สำคัญ:
ขนาดแม่พิมพ์คือ 720×1100×625 มม. และน้ำหนักประมาณ 3.8–4.2 ตัน ใช้สารละลายครึ่งทางระบายความร้อนแบบวาล์วนักวิ่งร้อน + โคลด์รันเนอร์ (ขึ้นอยู่กับสภาวะจริงโดยเฉพาะ) ช่อง 12 ช่องจัดเรียงเป็น 2 แถว × 6 คอลัมน์ โดยมีระยะศูนย์กลางประมาณ 145 มม. ทำให้มั่นใจได้ว่าความกว้างของแม่พิมพ์จะถูกควบคุมภายใน 1100 มม.
จุดออกแบบที่สำคัญ:
แผนผังการวิเคราะห์การไหลของแม่พิมพ์โดยรวมของแม่พิมพ์ 12 ช่อง
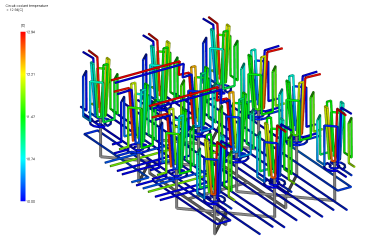
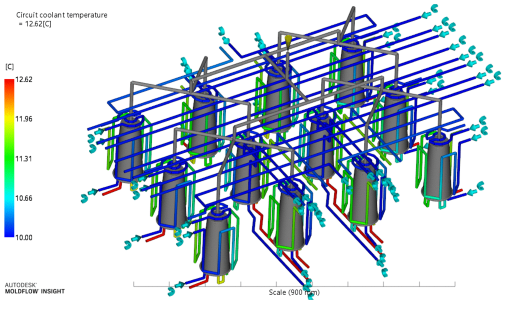
เนื่องจากข้อกำหนดรอบการทำงานที่เข้มงวด (เพียง 10 วินาทีรวมถึงการติดฉลาก) ประสิทธิภาพการทำความเย็นจึงเป็นสิ่งสำคัญ การระบายความร้อนของแม่พิมพ์ใช้การผสมผสานระหว่างทางน้ำแบบเกลียว (แกนกลาง) และถังเก็บน้ำรูปวงแหวน (ช่อง):
ช่องเติมน้ำเข้าและทางออกใช้ขั้วต่อแบบรวดเร็ว แรงดันน้ำอยู่ที่ 0.5–0.6 MPa และอุณหภูมิของน้ำอยู่ที่ 18–22°C
ตรวจสอบโดยการวิเคราะห์การไหลของแม่พิมพ์ (Moldflow): ภายใต้รอบ 10 วินาที อุณหภูมิสูงสุดของผลิตภัณฑ์ในระหว่างการดีดออกจะอยู่ที่ประมาณ 55-65°C และไม่มีความเสี่ยงที่เชื้อราจะติด
การวิเคราะห์การขนส่งน้ำหล่อเย็นแกนแม่พิมพ์/โพรง
การวิเคราะห์ผลการระบายความร้อนของทางน้ำทรงเกลียว
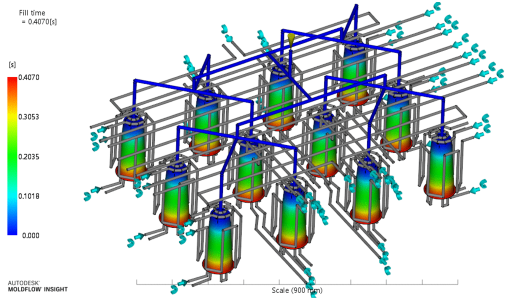
การวิเคราะห์การเติมการไหลของแม่พิมพ์
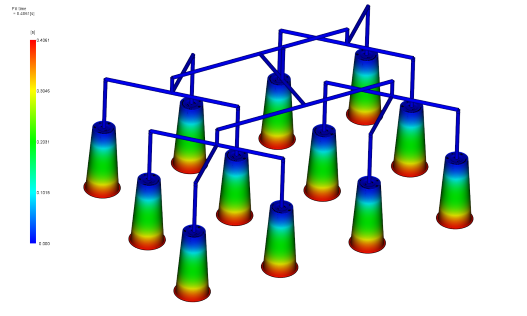
การวิเคราะห์การจำลองการเติมแบบสมดุล 12 ช่อง
| ขั้นตอนการดำเนินการ | ไม่มีระยะเวลาการติดฉลาก (วินาที) | รอบการติดฉลาก (วินาที) | เหตุผลของความแตกต่าง |
|---|---|---|---|
| การหนีบแม่พิมพ์ | 1.2 | 1.2 | เดียวกัน |
| การฉีดขึ้นรูป + การยึดแรงดัน | 1.8 | 1.8 | เดียวกัน |
| การทำความเย็น (รวมถึงการคงความดันบางส่วน) | 3.5 | 4.5 | +1.0 ผลของฉนวนฉลาก |
| การเปิดแม่พิมพ์ | 0.8 | 0.8 | เดียวกัน |
| การดีดออก + การถอดผลิตภัณฑ์ | 0.7 | 0.7 | เดียวกัน |
| ตำแหน่งฉลาก | — | 1.0 | +1.0 หุ่นยนต์สำหรับการติดฉลาก การวางตำแหน่ง และการดูดซับสุญญากาศ |
| ทั้งหมด | 8.0 | 10.0 | +2.0 |
จะเห็นได้ว่าจากการเพิ่ม 2 วินาทีในวงจรการติดฉลาก ประมาณ 1 วินาทีจะใช้สำหรับการวางฉลาก และอีก 1 วินาทีคือเวลาการทำความเย็นที่ถูกบังคับให้ขยายออกไป เนื่องจากฉลากขัดขวางการทำความเย็น
เมื่อไม่ได้ติดฉลาก PP จะหลอมละลายสัมผัสพื้นผิวของเหล็กแม่พิมพ์โดยตรง โดยมีค่าการนำความร้อนสูง (ประมาณ 15–20 W/m·K) และความร้อนจะถูกถ่ายโอนไปยังช่องน้ำหล่อเย็นอย่างรวดเร็ว ชิ้นส่วนที่มีผนังบางจะถูกเติมอย่างรวดเร็วและสามารถเข้าสู่ขั้นตอนการกักเก็บแรงดันและความเย็นได้อย่างรวดเร็ว
ฉลากในแม่พิมพ์เป็นฟิล์มพลาสติก (โดยปกติคือ PP หรือ PE มีความหนา 40–80 μm) ที่มีค่าการนำความร้อนเพียง 0.2–0.3 W/m·K ซึ่งเทียบเท่ากับการเพิ่มชั้นฉนวนกันความร้อนระหว่างวัสดุหลอมและพื้นผิวแม่พิมพ์ ความร้อนจะต้องทะลุผ่านฉลากก่อนจึงจะสามารถถ่ายโอนไปยังแม่พิมพ์เหล็กได้ ส่งผลให้ประสิทธิภาพการทำความเย็นลดลง 30%–40%
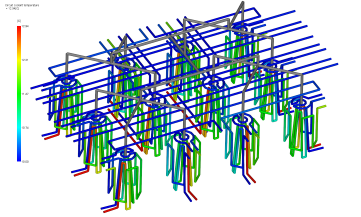
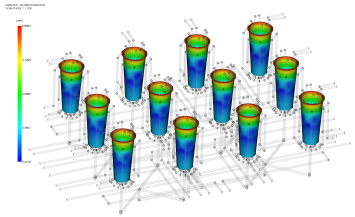
การวิเคราะห์การระบายความร้อนของการไหลของแม่พิมพ์

การวิเคราะห์ภาคสนามอุณหภูมิผลิตภัณฑ์หลังจากการติดฉลากในแม่พิมพ์
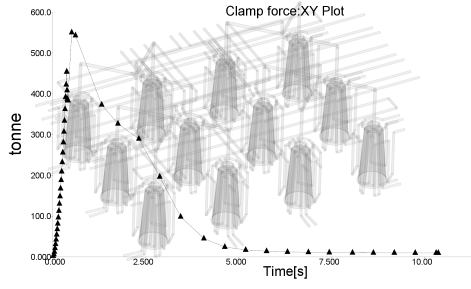
พื้นที่ฉายถ้วยชานม (รวมช่องไหล): ช่องเดียวประมาณ 95 ซม.², 12 ช่องรวมประมาณ 1140 ซม.² แรงดันการฉีดของ PP อยู่ที่ประมาณ 60-80 MPa และแรงจับยึดที่ต้องการจะคำนวณตามความดันเฉลี่ยในช่อง 30-40 MPa:
F = 1140 × 35/10 µm 399 ตัน
ดังนั้นรุ่น 480T ก็เพียงพอแล้วและมีอัตราความปลอดภัย 20%
ความกว้างของแม่พิมพ์คือ 1100 มม. และต้องเลือกเครื่องฉีดขึ้นรูปที่มีระยะห่างของก้านผูก ≥ 1100 มม. ในที่สุด โปรเจ็กต์นี้ก็เลือกรุ่น 480T ในประเทศที่มีระยะห่างคันชัก 1200×1000 มม. ซึ่งได้รับการตรวจสอบว่ามีจำหน่ายแล้ว

การจัดเรียงโพรงแม่พิมพ์และการวิเคราะห์ความแข็งแรงของโครงสร้าง
ฉลากใช้ฟิล์ม PP 50μm การพิมพ์กราเวียร์ 6 สี + การเคลือบป้องกันไฟฟ้าสถิต หุ่นยนต์ใช้เซอร์โวแบบสามแกน ถ้วยดูดสุญญากาศอิสระ 12 ชุด และความแม่นยำในการหยิบและวางที่ ±0.1 มม. ซึ่งตรงตามข้อกำหนดการผลิตที่ความเร็วสูง
การบิดเบี้ยวของการขึ้นรูปผลิตภัณฑ์และการวิเคราะห์ความแม่นยำของมิติ
| รายการต้นทุน | ราคาต่อหน่วย/อัตรา | ค่าใช้จ่ายรายวัน (หยวน) | ค่าใช้จ่ายเดียว (หยวน) |
|---|---|---|---|
| วัตถุดิบ PP (15 กรัม/ชิ้น) | 40.38 บาท/kg | 62,804 บาท | 0.606 บาท |
| ฉลากในแม่พิมพ์ | 0.380 บาท/ชิ้น | 39,405 บาท | 0.380 บาท |
| ค่าไฟฟ้า (กำลังอุปกรณ์รวม 90 กิโลวัตต์) | 3.80 บาท/หน่วย | 8,210 บาท | 0.0793 บาท |
| คู่มือ (2 คนทำงานใน 3 กะ) | 1,425 บาท/คน/กะ | 8,552 บาท | 0.0827 บาท |
| ค่าเสื่อมราคาแม่พิมพ์ (5 ปี) | ค่าแม่พิมพ์1.66 ล้านบาท | 912.20 บาท | 0.0090 บาท |
| การบำรุงรักษา/วัสดุสิ้นเปลือง | — | 2,376 บาท | 0.0228 บาท |
| ทั้งหมด | — | 122,258 บาท | 1.18 บาท |
ราคาขายอยู่ที่ประมาณ 1.66-2.14 บาท/ชิ้น อัตรากำไรขั้นต้นอยู่ที่ประมาณ 29%–45% และระยะเวลาคืนทุนของการลงทุนประมาณ 8–12 เดือน
วงจรการติดฉลากจะนานกว่าการไม่มีการติดฉลาก 2 วินาที: 1 วินาทีในการวางฉลาก และ 1 วินาทีเพื่อชดเชยการสูญเสียความเย็น ซึ่งเป็นต้นทุนตามวัตถุประสงค์ของกระบวนการ IML ความกว้างของแม่พิมพ์ 1100 มม. จะต้องตรงกับเครื่องฉีดขึ้นรูปที่มีระยะห่างขนาดใหญ่ แนะนำให้ใช้อุณหภูมิของวัสดุอยู่ที่ 240–260°C ซึ่งปลอดภัยกว่า
การติดฉลากในแม่พิมพ์เป็นโครงการที่เป็นระบบ แม่พิมพ์ หุ่นยนต์ เครื่องป้อนฉลาก และเครื่องฉีดพลาสติกต้องได้รับการแก้ไขร่วมกันและไม่ควรใช้ร่วมกัน
วิดีโอการผลิตแม่พิมพ์:

คลิกที่ภาพเพื่อดูวิดีโอการผลิต YouTube
Postscript: ข้อมูลในบทความนี้อิงจากการลดความไวของกรณีการผลิตจำนวนมากจริง เพื่อนร่วมงานในอุตสาหกรรมสามารถสื่อสารเพิ่มเติมในหัวข้อต่างๆ เช่น การเพิ่มประสิทธิภาพการทำความเย็น การควบคุมแบบคงที่ของฉลาก และการเปลี่ยนแปลงแม่พิมพ์อย่างรวดเร็ว