Entre los accesorios desechables para tazas de té de burbujas y tazas de té de frutas, la tapa abovedada se ha convertido en uno de los consumibles más utilizados porque se apila bien, sella de manera confiable y facilita la inserción de la pajita. Al mismo tiempo, las tapas abovedadas son productos de alto volumen y de bajo margen. Cómo reducir el costo unitario a solo unos pocos centavos manteniendo la calidad es el desafío principal tanto para el diseño de moldes como para la producción de moldeo por inyección.
Este artículo utiliza un molde con tapa abovedada y borde de 90 mm como ejemplo para explicar cómo una solución de canal caliente con válvula de 16 cavidades logra un ciclo de 7 segundos y una producción diaria de 197 000 piezas, al tiempo que elimina el control de costos en la inversión del molde, el uso de energía, la mano de obra, las materias primas y el mantenimiento.
Esta tapa abovedada suele combinarse con una taza de té de burbujas o una taza de té de frutas de 90 mm de diámetro. Los requisitos del producto son:
La parte superior arqueada tiene cierta curvatura, lo que facilita el apilamiento sin que se pegue;
La hebilla del borde encaja perfectamente con la boca de la copa, pero la fuerza de apertura es ≤15N;
Sin etiquetado, normalmente blanco, negro o transparente PP;
El precio es extremadamente sensible. El precio en fábrica de una sola pieza suele oscilar entre 0,10 y 0,0188 EUR y el beneficio se mide en centavos.
Objetivo del cliente: producción continua las 24 horas, con una producción diaria de aproximadamente 197.000 piezas. Calculado en base a un molde de 16 cavidades, el ciclo requerido es de 7,2 segundos. Al final, el período estable real alcanzó los 7,0 segundos y la producción diaria fue de 197.000 piezas, cerca del pico teórico.
| proyecto | parámetro |
|---|---|
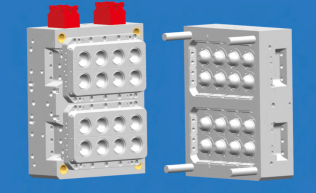
| Nombre del molde | Molde de cubierta de arco de 90 puertos |
| Número de cavidades de moldeo | 16 cavidades (disposición 4×4) |
| Tamaño del molde | 650×850×530 milímetros |
| Adecuado para máquinas de moldeo por inyección. | Fuerza de sujeción de 420 toneladas |
| Materiales del producto | PP (temperatura de fusión 310 ℃) |
| ciclo de moldeo | 7,0 segundos |
| Producción diaria | Alrededor de 197.000 |
El diseño de 16 cavidades aprovecha al máximo el tamaño de plantilla de la máquina 420T. El área proyectada de una sola cavidad es de aproximadamente 28 cm², el área total proyectada es de aproximadamente 450 cm² y el factor de seguridad de la fuerza de sujeción es 1,5 veces, lo que no solo garantiza que el molde no se expanda, sino que también evita el desperdicio del consumo de energía de un gran carro tirado por caballos.
Este molde utiliza una boquilla de válvula de aguja de canal caliente completo, con un total de 16 válvulas de aguja independientes, cada boquilla correspondiente a una cavidad. En comparación con el canal frío o el canal caliente abierto, las ventajas de costes que aporta la solución de válvula de aguja se reflejan en:
| proyecto | corredor frio | Corredor caliente abierto | Canal caliente de válvula de aguja (este caso) |
|---|---|---|---|
| Peso/cavidad del cabezal del material | 2,5g | 0,5g | 0g |
| Pérdida de material de devolución | alrededor del 15% | alrededor del 3% | 0% |
| Marcas de puerta | Necesita ser cortado | hay cepillado | Suave, no requiere posprocesamiento |
| Costo laboral | Alto (puerta cortada) | Medio (Cepillado limpio) | extremadamente bajo |
Contabilidad de costos: el peso neto de cada cubierta de domo es de aproximadamente 9,5 g, la carga de material de cada cavidad de la solución de canal frío es de aproximadamente 2,5 gy la tasa de utilización de materia prima es solo del 79 %. Calculado en base al costo de materia prima PP de 1.003 EUR/tonelada, el costo de desperdicio de materia prima por 10.000 productos es:
Canal frío: 25 kg de materia prima desperdiciada → 25,08 EUR/10 000 piezas
Canal caliente de válvula de aguja: desperdicio 0 → 0 EUR/10.000 piezas
Con una producción diaria de 197.000 piezas, el coste diario de la materia prima se ahorra unos 49,41 EUR y el ahorro anual es de unos 14.798 EUR (basado en 300 días). La inversión única del sistema de válvula de aguja de 16 cavidades es de aproximadamente 60.000 a 10.032 EUR, que se puede recuperar en medio año.
Dado que la cubierta del arco no implica etiquetado en el molde, no hay necesidad de adsorción al vacío, posicionamiento de etiquetas y otros mecanismos, y la estructura del molde se simplifica enormemente:
Elimine el orificio de adsorción de la etiqueta y la ruta de aire en el lado fijo del molde;
Guarde el tiempo de espera del etiquetado del robot (2-3 segundos);
El sistema de expulsión sólo requiere una placa de empuje convencional o un pasador de expulsión.
Esto acorta directamente el ciclo a 7 segundos (las tapas de etiquetado suelen durar entre 10 y 12 segundos) y reduce los costos de procesamiento del molde en aproximadamente un 15 %.
| acción | tiempo (segundos) | ilustrar |
|---|---|---|
| Sujeción del molde | 0.6 | Sujeción de moldes a alta velocidad y baja presión. |
| Inyección + mantenimiento de presión | 1.2 | La válvula de aguja se abre secuencialmente para reducir la tensión. |
| enfriarse | 3.5 | El tiempo central determina el ciclo. |
| Apertura del molde | 0.5 | Apertura rápida del molde |
| Expulsión + recogida del robot | 1.2 | Se expulsan 16 productos al mismo tiempo. |
| total | 7.0 | - |
El tiempo de enfriamiento representa el 50% del ciclo total. Para el enfriamiento por compresión, el molde utiliza enfriamiento por agua a alta presión (0,55 Mpa, 18-22 ℃) combinado con canales de agua anulares conformables para reducir la parte más gruesa de la cubierta del domo (aproximadamente 1,5 mm de posición de hebilla) a la temperatura de desmoldeo (aproximadamente 60 ℃) en 3,5 segundos.
La máquina de moldeo por inyección es impulsada por un servomotor de 420T y el consumo de energía real por molde es de aproximadamente 0,22 kWh (incluido el secado, el controlador de temperatura del molde y el robot). Calculado en base a un período de 7 segundos:
Aproximadamente 514 modos por hora (3600÷7)
Consumo de energía por hora: 514 × 0,22 ≈ 113 kWh
Calculado a 0,1003 EUR por kilovatio hora: 11,34 EUR/hora
Factura de electricidad de un solo producto: 90,4 ÷ (514×16) ≈ 0,0014 EUR/unidad
Si se utiliza una máquina de moldeo por inyección con motor asíncrono tradicional, la factura de electricidad de una sola máquina es de aproximadamente 0,0023 EUR, mientras que el modelo servo ahorra alrededor de 5.142 EUR en facturas de electricidad al año.
Usando el homopolímero PP (como HP500N o marcas similares), el índice de fusión es de aproximadamente 12-15 g/10 min, teniendo en cuenta tanto la fluidez como la dureza. El peso neto de cada domo es de 9,5 g (incluidas las hebillas y el domo). El precio de las materias primas se calcula sobre la base de 1.003 EUR/tonelada:
Costo único de materia prima: 0,0095 kg × 1 EUR/kg = 0,0095 EUR
Costo diario de materia prima: 197.000 × 0,076 ≈ 1.878 EUR
Costo anual de materia prima: aproximadamente 563.072,64 EUR (300 días)
El sistema de válvula de aguja no desperdicia materiales devueltos y es la primera línea de defensa para controlar los costos de las materias primas. Al mismo tiempo, se utiliza un control de circuito cerrado para mantener constante el volumen de inyección de cada cavidad (desviación de peso ±0,1 g) para evitar el desperdicio de múltiples inyecciones.
La tasa de rendimiento operativo real es del 98,5% y los principales defectos son:
| mal tipo | Proporción |
|---|---|
| A la hebilla le falta material. | 0.7% |
| Borde volador | 0.5% |
| marcas de contracción | 0.3% |
Cada mejora del 1% en la tasa de rendimiento reduce los productos de desecho en 1.970 piezas por día, ahorra alrededor de 18,7 kg de materias primas (por un valor de 18,81 EUR) y ahorra 5.643 EUR al año. Por esta razón, el proceso implementa estrictamente un pesaje cada 2 horas para garantizar que el peso de cada cavidad sea estable.
El molde de 16 cavidades está equipado con un manipulador de alta velocidad (tiempo de recogida ≤ 1,2 segundos). Después de la expulsión, el producto cae directamente a la cinta transportadora y es transportado a la máquina automática de apilado y envasado. Cada operador de todo el taller de moldeo por inyección puede supervisar 6 máquinas de moldeo por inyección del mismo tipo (incluidas cubiertas de arco, cuerpos de copa, etc.).
Costo de mano de obra: 1.003 EUR/mes/persona, cada persona mira 6 estaciones → el costo de mano de obra de cada estación es de aproximadamente 0,1672 EUR/mes
Producción diaria de 197.000 piezas → Costo de mano de obra por pieza: 1.333 ÷ (197.000 × 30) ≈ 2,8843 EUR/pieza
Casi insignificante. Si se utiliza la recolección semiautomática o manual, el costo laboral por unidad se disparará a 0,01-0,0025 EUR, haciendo completamente imposible sobrevivir en el mercado de precios bajos.
El canal caliente con válvula de aguja de 16 cavidades tiene mayores requisitos de mantenimiento, pero el costo se controla mediante las siguientes medidas:
Limpie la aguja de la válvula cada 100.000 moldes (aproximadamente 5 días) para evitar que se atasque;
Reemplace el anillo de sellado de la aguja de la válvula cada 500.000 ciclos del molde;
Los casquillos de las puertas se muelen cada 2 millones de ciclos del molde.
Después de la conversión: el costo de mantenimiento del molde es de aproximadamente 0,0001 EUR/pieza, y el costo de mantenimiento anual es de aproximadamente 5.894 EUR (basado en una producción anual de 59 millones de piezas).
Tomemos como ejemplo una cubierta de domo de 90 puertos (material PP, 9,5 g, sin etiqueta, canal caliente de 16 cavidades):
| elemento de costo | Cantidad (EUR/pieza) | Proporción |
|---|---|---|
| Materias primas (PP, 1.003 EUR/tonelada) | 0,0095 | 85.4% |
| Factura de electricidad (servo 420T) | 0,0014 | 12.4% |
| Manual (automatizado) | 2,8843 | 0.3% |
| Mantenimiento de moldes | 0,0001 | 0.9% |
| Depreciación de fábrica y otros. | 0,0001 | 1.0% |
| total | 0,0112 | 100% |
El costo total por unidad es de aproximadamente 0,0112 EUR, mientras que el precio de mercado es de aproximadamente 0,10-0.015 EUR y el margen de beneficio bruto es de aproximadamente 10-25%. Para productos de gran volumen, este es un margen de beneficio más saludable. Si se utiliza un canal frío (el costo de la materia prima aumenta a 0,0118 EUR) o un motor sin servo (el costo de la electricidad aumenta a 0,0023 EUR), el costo será cercano a 0,0135 EUR y las ganancias básicamente se consumirán.
| Fenómeno problemático | razón | solución |
|---|---|---|
| Aparecen marcas de hundimiento en la posición de la hebilla. | Mantenimiento de presión insuficiente y enfriamiento desigual | Aumente el enfriamiento local y extienda el tiempo de espera a 1,2 segundos. |
| La válvula de aguja no está bien cerrada y se produce formación de hilos. | Presión de aire insuficiente, cierre retrasado | Verifique la presión del aire ≥0.6Mpa, ajuste el retraso de cierre a 0.05 segundos |
| El peso de 16 cavidades es inconsistente | La temperatura del canal caliente es desigual y la boquilla está obstruida. | Ajuste de forma independiente la temperatura de la boquilla y limpie el filtro regularmente |
La solución de válvula de aguja de canal caliente de 16 cavidades para el molde de cubierta de arco de 90 puertos logró una producción diaria de 197.000 piezas en un ciclo de 7 segundos, y el costo integral de una sola pieza se redujo a 0,0112 EUR, manteniendo con éxito la competitividad en el mercado de bajos beneficios. La experiencia central se puede resumir en:
El canal caliente con válvula de aguja es la primera palanca para reducir costos: al eliminar el cabezal de material, la tasa de utilización de materia prima es del 100% y la inversión se puede recuperar en medio año;
El alto número de cavidades (16 cavidades) combinado con un gran tonelaje (420 T) maximiza la capacidad de producción unitaria y reduce los costos compartidos;
La máquina de moldeo por inyección servo + recogida automatizada de piezas reduce los costos de electricidad y mano de obra a niveles extremadamente bajos;
El ciclo de 7 segundos se basa en un enfriamiento eficiente (agua a alta presión de 18-22 °C + canal conformado). Cada 0,5 segundos de reducción en el tiempo de enfriamiento aumenta la producción diaria en aproximadamente 28.000 piezas;
Cada mejora del 1% en la tasa de rendimiento ahorra entre 40.000 y 6,27 EUR al año. La gestión detallada genera beneficios.
En el futuro, a medida que maduren los moldes de cúpula de 48 o incluso 64 cavidades, se espera que el ciclo sea de 5 segundos y el costo de una sola pieza se reducirá aún más a menos de 0,0088 EUR. Sin embargo, la solución de 16 cavidades en este caso sigue siendo la solución óptima en términos de punto de equilibrio del retorno de la inversión: inversión moderada, mantenimiento simple y alta estabilidad, y es adecuada para la mayoría de las empresas de moldeo por inyección.
| proyecto | parámetro |
|---|---|
| Número de cavidades | 16 |
| ciclo | 7,0 segundos |
| Producción diaria | 197.000 piezas |
| Peso neto de una sola pieza | 9,5g |
| Costo de materia prima | 0,0012 EUR/pieza |
| costo total | 0,0014 EUR/pieza |
| Rendimiento | 98.5% |
| Tamaño del molde | 650×850×530mm |
| Máquina adaptable | 420T |
Nota: Los costos anteriores se basan en PP materias primas de 1.003 EUR/tonelada, electricidad industrial de 0,1003 EUR/kWh y niveles de mano de obra en el este de China en 2024. Ajuste según los precios locales reales.