En el mercado de bebidas actual, la tapa de una sola pieza con una boquilla para sorber integrada, también llamada tapa atada, se ha convertido gradualmente en una opción estándar para las tazas de té de burbujas y de frutas de gama media a alta porque combina fácil bebida, buen sellado y sin necesidad de una pajita separada. Sin embargo, en comparación con una tapa abovedada normal, la estructura es mucho más compleja. Incluye el cuerpo de la tapa, la tapa abatible, la boquilla para sorber y las nervaduras de conexión, todo lo cual impone mayores exigencias en el diseño de moldes y el moldeo por inyección. Y como sigue siendo un artículo desechable de gran volumen, el control de costes sigue siendo el factor competitivo clave.
Este artículo utiliza un molde con tapa atada con borde de 90 mm como ejemplo para mostrar cómo una solución de canal caliente con válvula de 16 cavidades puede lograr un ciclo ultracorto de 6,5 segundos y una producción diaria de 212.000 piezas. También analiza la lógica del control de costos desde la perspectiva de las materias primas, el uso de energía, la inversión en moldes, el mantenimiento y la automatización.
Estas tapas con borde de 90 mm se utilizan normalmente en tazas de té de burbujas grandes o cubos de frutas. Los requisitos del producto son:
El cuerpo de la tapa + la tapa abatible + la boquilla de succión están integrados y la tapa abatible se puede abrir y cerrar varias veces;
Las nervaduras de conexión (bisagras) tienen buena flexibilidad y no se rompen después de doblarse repetidamente;
La boquilla y la cubierta tienen un buen sellado y no tienen fugas cuando se colocan boca abajo;
Sin etiquetado, generalmente translúcido o blanco PP;
El precio es sensible, el precio en fábrica de una sola pieza es de aproximadamente 0,15 a 0,0251 EUR y el margen de beneficio es limitado.
Objetivo del cliente: producción continua las 24 horas, con una producción diaria de aproximadamente 212.000 piezas. Calculado en base a un molde de 16 cavidades, el ciclo requerido es de 6,5 segundos. Calculado: 3600 segundos/6,5 segundos ≈ 554 módulos/hora, 554×16=8864 piezas/hora, ×24=212.736 piezas/día, lo que concuerda con la cifra de 212.000 PCS. Por lo tanto, el período objetivo se bloquea durante 6,5 segundos, que es más corto que el domo ordinario (7 segundos) y el desafío es mayor.
| Artículo | parámetro |
|---|---|
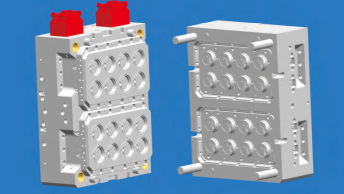
| Nombre del molde | Molde de cubierta conectado de 90 puertos (cubierta de una pieza con boquilla de succión) |
| Número de cavidades de moldeo | 16 cavidades (disposición 4×4) |
| Tamaño del molde | 630×820×550 milímetros |
| Adecuado para máquinas de moldeo por inyección. | Fuerza de sujeción de 420 toneladas |
| Materiales del producto | PP (temperatura de fusión 310 ℃) |
| ciclo de moldeo | 6,5 segundos |
| Producción diaria | Alrededor de 212.000 |
El tamaño del molde es ligeramente más pequeño que el del molde de cúpula (650×850×530), pero la estructura es más compleja porque es necesario formar la tapa abatible, la boquilla de succión y la bisagra. El diseño de 16 cavidades es compacto y aprovecha al máximo el espacio de la plantilla de la máquina 420T.
Debido a la existencia de una tapa abatible y una boquilla de succión, el espesor de la pared de la cubierta conectada se distribuye de manera desigual (la boquilla de succión es más gruesa, aproximadamente 1,8 mm; el cuerpo de la cubierta es delgado, aproximadamente 0,8 mm). Si se utiliza un canal frío, no sólo es grave el desperdicio de material, sino que también es probable que se produzcan desequilibrios en el llenado y marcas de hundimiento. Este molde utiliza una boquilla de válvula de aguja de canal caliente completo y 16 válvulas de aguja independientes controlan la alimentación de pegamento respectivamente.
Ventajas de costes de la solución de válvula de aguja:
| proyecto | corredor frio | Corredor caliente abierto | Canal caliente de válvula de aguja (este caso) |
|---|---|---|---|
| Peso/cavidad del cabezal del material | 3,2 g (debido a una estructura compleja) | 0,6g | 0g |
| Pérdida de material de devolución | alrededor del 18% | Alrededor del 3,5% | 0% |
| Marcas de puerta | Es necesario cortarlo, es fácil dañar la bisagra. | Hay dibujos que afectan la tapa abatible. | Suave, sin posprocesamiento |
| Costo laboral | Alto (recorte de puerta + recorte) | Medio (Cepillado limpio) | extremadamente bajo |
Contabilidad de costos: el peso neto de cada cubierta de cable es de aproximadamente 12,5 g (incluido el cuerpo de la cubierta, la cubierta abatible y la boquilla de succión). La solución de canal frío tiene una carga de material de aproximadamente 3,2 g por cavidad y la tasa de utilización de materia prima es solo del 79,6 %. Calculado en base a PP materia prima 1.003 EUR/tonelada:
El canal frío desperdicia materias primas por cada 10.000 piezas: 3,2 g×10000 = 32 kg → 32,1 EUR/10.000 piezas
Canal caliente de válvula de aguja: 0 EUR/10.000 piezas
La producción diaria es de 212.000 piezas, lo que ahorra alrededor de 68,1 EUR en costos de materia prima por día y alrededor de 20.441 EUR en ahorros anuales (basado en 300 días). La inversión en el sistema de válvula de aguja de 16 cavidades es de aproximadamente 70.000-11.287 EUR, que se puede recuperar en 6 meses.
La cubierta del cableado no requiere etiquetado en el molde, el molde no requiere mecanismos de posicionamiento de etiquetas ni adsorción al vacío, y la estructura está relativamente simplificada. Sin embargo, se requiere especial atención: no se permiten rastros de compuertas o expulsores en las zonas de la tapa abatible y de la boquilla de succión, por lo que el punto de entrada del pegamento debe elegirse en una posición oculta dentro del cuerpo de la tapa o en el borde. En este molde, la compuerta de la válvula de aguja se coloca dentro del cuerpo de la cubierta cerca de la bisagra, lo que no solo garantiza el equilibrio del llenado, sino que tampoco afecta la apariencia ni el sellado.
| acción | tiempo (segundos) | ilustrar |
|---|---|---|
| Sujeción del molde | 0.5 | Sujeción de moldes a alta velocidad y baja presión. |
| Inyección + mantenimiento de presión | 1.3 | La válvula de aguja se abre secuencialmente, llenando primero la tapa y luego la boquilla de succión. |
| enfriarse | 3.2 | Tiempo central, más corto que el de salto |
| Apertura del molde | 0.5 | Apertura rápida del molde |
| Expulsión + recogida del robot | 1.0 | Se expulsan 16 productos al mismo tiempo para evitar que se peguen las tapas abatibles. |
| total | 6.5 | - |
¿Por qué el tiempo de enfriamiento de la cubierta del cable es más corto? Aunque la cubierta de conexión tiene una estructura compleja, el espesor promedio de la pared (aproximadamente 1,0 mm) es ligeramente más delgado que el de la cubierta del domo (aproximadamente 1,2 mm) y se diseña un circuito de enfriamiento independiente en la boquilla de succión, por lo que la eficiencia del intercambio de calor es mayor. La temperatura del agua de refrigeración es de 18-22 ℃, la presión del agua es de 0,55 Mpa y el canal de agua conformado se utiliza para enfriar la parte más gruesa (1,8 mm en la raíz de la boquilla) a la temperatura de desmoldeo en 3,2 segundos.
La máquina de moldeo por inyección es accionada por un servomotor de 420T y el consumo de energía real por molde es de aproximadamente 0,21 kWh (ligeramente inferior a los 0,22 kWh de la cubierta del domo, porque el ciclo es más corto y la potencia de calentamiento es ligeramente menor). Calculado en base a un período de 6,5 segundos:
Aproximadamente 554 modos por hora (3600÷6,5)
Consumo de energía por hora: 554 × 0,21 ≈ 116,3 kWh
Calculado a 0,1003 EUR por kilovatio hora: 11,66 EUR/hora
Factura de electricidad de un solo producto: 93,0 ÷ (554×16) ≈ 0,0013 EUR/unidad
Si se utiliza un motor asíncrono tradicional, la factura de electricidad por unidad es de aproximadamente 0,0021 EUR, y el modelo servo puede ahorrar alrededor de 5.643 EUR en facturas de electricidad al año.
Utilice copolímero de alto flujo resistente a impactos PP (como PP K8003 o similar), con un índice de fusión de aproximadamente 15-20 g/10 min, teniendo en cuenta la capacidad de llenado y la flexibilidad de las bisagras. El peso neto de cada cubierta de cable es de 12,5 g (incluido el cuerpo de la cubierta, la cubierta abatible, la boquilla de succión y las nervaduras de conexión). El precio de las materias primas se calcula sobre la base de 1.028 EUR/tonelada (el copolímero PP es ligeramente superior al homopolímero):
Costo único de materia prima: 0,0125 kg × 1,03 EUR/kg = 0,0129 EUR
Costo diario de materia prima: 212.000 × 0,1025 ≈ 2.725 EUR
Costo anual de materia prima: aproximadamente 817.646,68 EUR (300 días)
El sistema de válvula de aguja no desperdicia materiales devueltos y es la primera línea de defensa para controlar los costos de las materias primas. Al mismo tiempo, se utiliza un control de circuito cerrado para mantener constante el volumen de inyección de cada cavidad (desviación de peso ±0,15 g) para evitar el desperdicio de múltiples inyecciones.
Las nervaduras de conexión (bisagras) tienen solo entre 0,3 y 0,4 mm de grosor y deben ser flexibles pero no rompibles. Es necesario controlar el proceso:
Velocidad de inyección: velocidad media (aproximadamente 60 mm/s) para evitar el desgarro de la bisagra causado por el impacto;
Temperatura del molde: el área de la bisagra se eleva parcialmente a 45-50 °C (a través de varillas calefactoras independientes) para extender el tiempo de cristalización y mejorar la flexibilidad;
Presión de sujeción: presión de sujeción baja (30 MPa) para evitar una extrusión excesiva y el adelgazamiento de la bisagra.
A través del control anterior, la prueba de flexión de la bisagra puede alcanzar más de 10.000 veces sin romperse, lo que es mucho más alto que el estándar de la industria (3.000 veces).
| mal tipo | Proporción |
|---|---|
| Falta la bisagra o está rota | 1.2% |
| La boquilla parpadea | 0.5% |
| Encogimiento del cuerpo de la cubierta | 0.5% |
La tasa de rendimiento operativo real es del 97,8%. Cada aumento del 1% en la tasa de rendimiento reduce los productos de desecho en 2.120 piezas por día, ahorra alrededor de 26,5 kg de materias primas (valoradas en 27,21 EUR) y ahorra 8.151 EUR al año. Por esta razón, el proceso implementa estrictamente el pesaje cada hora y verifica el rendimiento de flexión de las bisagras en cada turno.
La cubierta de cableado tiene una estructura compleja y es fácil de enganchar entre sí después de ser expulsada (la cubierta abatible puede enganchar productos adyacentes). Solución:
Usando una abrazadera de recogida especial, 16 ventosas succionan el cuerpo de la cubierta por separado para evitar interferencias con la cubierta abatible;
Después de que el robot recoge las piezas, se colocan directamente en la máquina apiladora automática, se apilan en grupos de 20 y luego se transportan a la línea de envasado.
Cada operador puede supervisar 4-5 máquinas de moldeo por inyección del mismo tipo (las cubiertas cableadas se mantienen con mayor frecuencia que las cubiertas normales). Costo de mano de obra: 1.003 EUR/mes/persona, cada persona mira 4 estaciones → el costo de mano de obra de cada estación es de aproximadamente 0,2508 EUR/mes
Costo laboral por unidad: 2000 ÷ (212 000 × 30) ≈ 3,8876 EUR/unidad
Casi insignificante. Si se utiliza recogida semiautomática o manual, el coste laboral por unidad ascenderá a 0,02-0,0038 EUR, perdiendo completamente competitividad.
Canal caliente con válvula de aguja de 16 cavidades + estructura de bisagra compleja, altos requisitos de mantenimiento:
Limpie la válvula de aguja cada 80.000 ciclos del molde (aproximadamente 3 días) para evitar que se atasque;
Reemplace el anillo de sellado de la aguja de la válvula y el inserto de la bisagra cada 300.000 moldes;
Rectifique los casquillos de la compuerta e inspeccione el área de las bisagras en busca de desgaste cada 1 millón de ciclos del molde.
Después de la conversión: el costo de mantenimiento del molde es de aproximadamente 0,0002 EUR/pieza, y el costo de mantenimiento anual es de aproximadamente 9.531 EUR (basado en una producción anual de 63,6 millones de piezas). Ligeramente más alto que la cubierta de arco ordinaria (0,0001 EUR), pero mucho más bajo que el costo del corte manual de la puerta de la solución de canal frío.
| elemento de costo | Cantidad (EUR/pieza) | Proporción |
|---|---|---|
| Materias primas (copolímero PP, 1.028 EUR/tonelada) | 0,0129 | 86.5% |
| Factura de electricidad (servo 420T) | 0,0013 | 8.9% |
| Manual (automatizado) | 3,8876 | 0.3% |
| Mantenimiento de moldes | 0,0002 | 1.0% |
| Depreciación de fábrica y otros. | 0,0004 | 3.0% |
| total | 0,0148 | 100% |
El costo total por unidad es de aproximadamente 0,0148 EUR, mientras que el precio de mercado es de aproximadamente 0,15-0,0251 EUR y el margen de beneficio bruto es de aproximadamente 21-41%. En comparación con las cubiertas de arco ordinarias (costo de 0,0112 EUR, precio de venta de 0,10-0.015 EUR), aunque el costo de la cubierta de conexión es mayor, el precio también es mayor, el valor agregado es mayor y el margen de beneficio es más considerable.
Si se adopta una solución de canal frío (el costo de la materia prima aumenta a 0,0157 EUR) o un motor sin servo (el costo de la electricidad aumenta a 0,0021 EUR), el costo se acercará a los 0,0182 EUR y las ganancias se reducirán severamente. Por lo tanto, la máquina de moldeo por inyección servo y canal caliente con válvula de aguja es la configuración estándar para la producción de tapas conectadas.
| Fenómeno problemático | razón | solución |
|---|---|---|
| bisagra rota | Tenacidad del material y concentración de tensiones insuficientes | Utilice PP de alto impacto, agregue ranuras de bisagra activas y reduzca la velocidad de inyección |
| La boquilla y la cubierta tienen fugas cuando se combinan | Flash, marcas de hundimiento, enfriamiento desigual | Agregue una vía de agua independiente, extienda la retención de presión y realice pruebas de estanqueidad |
| El peso de 16 cavidades es inconsistente | Temperatura desigual del canal caliente y boquilla obstruida | Ajuste de temperatura independiente, limpieza regular del filtro y control de diferencia de peso ≤0,2 g |
La solución de válvula de aguja de canal caliente de 16 cavidades para el molde de tapas en línea de 90 puertos logra una producción diaria de 212.000 piezas en un ciclo de 6,5 segundos y el costo total de una sola pieza se reduce a 0,0148 EUR, logrando excelentes efectos de control de costos en productos estructurales complejos. La experiencia central se puede resumir en:
El canal caliente con válvula de aguja es el núcleo de la reducción de costos para estructuras complejas: elimina la carga de material y logra una utilización del 100 % de la materia prima. Es especialmente adecuado para productos con múltiples cavidades y materias primas de alto valor;
El ciclo ultracorto de 6,5 segundos se basa en la estrategia combinada de alta temperatura local en el área de las bisagras y un fuerte enfriamiento en el área de paredes gruesas, rompiendo el pensamiento inercial de que "cuanto más compleja es la estructura, más largo es el ciclo";
La máquina de moldeo por inyección servo + recogida y apilamiento automático reduce los costos de electricidad y mano de obra a un nivel extremadamente bajo, con una factura de electricidad única de solo 0,0013 EUR y mano de obra de 3,8876 EUR;
El moldeado de bisagras es un equilibrio entre tecnología y costo: cada reducción del 1% en la tasa de rotura de las bisagras puede ahorrar entre 60.000 y 10.032 EUR al año;
Cada mejora del 1% en la tasa de rendimiento ahorra 8.151 EUR al año. La gestión detallada genera beneficios.
En el futuro, a medida que maduren los moldes de cubierta de conexión de 24 o incluso 32 cavidades, se espera que el ciclo sea de 5 segundos y el costo de una sola pieza se reducirá aún más a menos de 0,0125 EUR. Sin embargo, la solución de 16 cavidades en este caso sigue siendo la solución óptima en términos de punto de equilibrio del retorno de la inversión: la inversión es moderada (alrededor de 250.000-37.622 EUR para el molde), el mantenimiento es controlable y la estabilidad es alta. Es adecuado para que la mayoría de las empresas de moldeo por inyección ingresen al mercado de tapas de té de gama media a alta.
| proyecto | parámetro |
|---|---|
| Número de cavidades | 16 |
| ciclo | 6,5 segundos |
| Producción diaria | 212.000 piezas |
| Peso neto de una sola pieza | 12,5g |
| Costo de materia prima | 0,0016 EUR/pieza |
| costo total | 0,0019 EUR/pieza |
| Rendimiento | 97.8% |
| Tamaño del molde | 630×820×550mm |
| Máquina adaptable | 420T |
| Vida de flexión de la bisagra | ≥10000 veces |
Nota: Los costos anteriores se basan en estimaciones de copolímero PP 1.028 EUR/tonelada, electricidad industrial 0,1003 EUR/kWh y niveles de mano de obra en el este de China en 2024. Ajuste según los precios locales reales.