A medida que los envases de bebidas siguen evolucionando, las tapas atadas multifuncionales se están volviendo cada vez más populares. "Multifuncional" significa que la tapa integra características como una tapa abatible, una boquilla para sorber, un orificio de ventilación, una válvula antirreflujo y pestañas para colgar, lo que permite que una taza y una tapa brinden una mejor experiencia de usuario sin accesorios adicionales. Pero esa integración funcional también crea desafíos importantes para el diseño de moldes y el moldeo por inyección: paredes extremadamente delgadas, geometría compleja, requisitos de alta precisión dimensional y la necesidad de preservar la estabilidad y las ventajas de costos en la producción en masa.
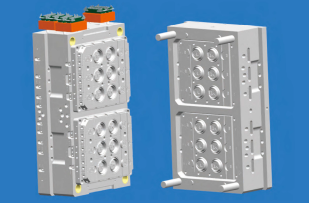
Este artículo utiliza un molde de tapa atada multifuncional con borde de 90 mm como ejemplo para explicar cómo una solución de canal caliente con válvula de 12 cavidades puede lograr 115 000 piezas por día en un ciclo de 9 segundos. También revisa las tecnologías clave detrás de la sincronización de compuertas de válvulas, el llenado de paredes delgadas, el diseño de enfriamiento y el moldeado integrado de características multifuncionales.
Esta tapa atada multifuncional con borde de 90 mm se utiliza normalmente en tazas de té de frutas, té de burbujas y café para llevar de primera calidad. En comparación con una tapa atada estándar, agrega los siguientes módulos funcionales:
Estas nuevas estructuras dan como resultado una distribución del espesor de la pared extremadamente desigual: el área de la válvula antirreflujo tiene solo 0,6 mm de espesor, las orejas colgantes tienen 1,2 mm y la raíz de la boquilla tiene 2,0 mm de espesor. Coexisten paredes delgadas (0,6 mm) y paredes gruesas (2,0 mm), lo que impone requisitos extremadamente altos en cuanto a equilibrio de llenado, control de contracción y eficiencia de enfriamiento.
Objetivo del cliente: producción continua las 24 horas, con una producción diaria de aproximadamente 115.000 piezas. Utilizando un molde de 12 cavidades con un tiempo de ciclo de 9 segundos, es adecuado para máquinas de moldeo por inyección de 420T.
| Parámetro | Valor |
|---|---|
| Nombre del molde | Molde de cubierta de conexión multifuncional de 90 puertos |
| Número de cavidades de moldeo | 12 cavidades (disposición 2×6) |
| Tamaño del molde | 620×1025×540 milímetros |
| Máquina adaptable | Fuerza de sujeción de 420 toneladas |
| Materiales del producto | PP (temperatura de fusión 310 ℃) |
| ciclo de moldeo | 9,0 segundos |
| Producción diaria | Alrededor de 115.000 |
En comparación con la cubierta del arco de 16 cavidades o el molde de cubierta con alambre, el diseño de 12 cavidades es ligeramente "conservador". La razón es que la cubierta multifuncional tiene una estructura compleja y 12 cavidades pueden dejar más espacio para la disposición de correderas, techos inclinados y circuitos de refrigeración independientes, al tiempo que reduce el riesgo de llenado desequilibrado. Entre una estructura compleja y un alto número de cavidades, 12 cavidades es el punto de equilibrio óptimo verificado mediante el análisis de flujo del molde.
| pregunta | corredor frio | Corredor caliente abierto | Canal caliente de válvula de aguja |
|---|---|---|---|
| Dificultad para rellenar áreas de paredes delgadas | Gran pérdida de presión, tiro corto fácil | La puerta es fácil de dibujar, lo que afecta la delgada pared. | La válvula de aguja controla con precisión el tiempo de apertura y da prioridad al llenado de paredes finas. |
| Marcas de hundimiento en el área de la pared gruesa | No se puede controlar individualmente la presión de retención | Sin aguja de válvula, efecto de mantenimiento de presión deficiente | Cierre retardado de la aguja de la válvula en una zona de pared gruesa y mantenimiento prolongado de la presión |
| Marcas de puerta | Requiere posprocesamiento y estructuras funcionales fáciles de dañar. | Los residuos de dibujo afectan el sellado. | Suave y sin rastros, no requiere posprocesamiento |
| Desperdicio de materias primas | Tasa de cabeza de material 15-20% | 3-5% | 0% |
La principal ventaja de la boquilla caliente con válvula de aguja es que cada compuerta puede controlar de forma independiente el tiempo de apertura y cierre para lograr un "moldeo por inyección secuencial", gestionando así con precisión el llenado y el mantenimiento de la presión de diferentes áreas de espesor de pared.
| grupo de válvulas | Área correspondiente | encender el tiempo | hora de cierre | Objetivo |
|---|---|---|---|---|
| Grupo 1 (4 piezas) | Área de paredes delgadas (alrededor de la válvula antirreflujo y el orificio de ventilación) | 0,00 segundos (inicia la inyección) | 0,5 segundos antes del final de la inyección | Priorizar el relleno para evitar tiros cortos |
| Grupo 2 (4 piezas) | Área de espesor de pared medio (cuerpo de cubierta, orejas colgantes) | 0,3 segundos después de que comienza la inyección | Fin de la fase de mantenimiento de la presión | relleno equilibrado |
| Grupo 3 (4 piezas) | Área de pared gruesa (raíz de la boquilla, nervaduras de refuerzo) | 0,6 segundos después de que comienza la inyección | 0,3 segundos antes del final de la presión de mantenimiento | Apagado retrasado, reposición completa |
Parámetros clave: tiempo total de inyección 1,5 segundos; tiempo total de mantenimiento de la presión 2,0 segundos (mantenimiento de la presión en dos etapas); El cierre de la aguja de la válvula es impulsado por la presión del aire (0,7 Mpa), tiempo de respuesta ≤20 ms.
A través de este moldeo por inyección secuencial, el área de paredes delgadas se llena rápidamente con baja viscosidad, y el área de paredes gruesas obtiene suficiente presión de retención en la etapa posterior del llenado, y la tasa de marcas de hundimiento se reduce del 4,2 % del molde de prueba inicial a menos del 0,5 %.
| desafío | medidas técnicas |
|---|---|
| Coagulación temprana | La temperatura del cilindro aumenta a 310 ℃ y la temperatura del molde aumenta a 45 ℃ (el área de paredes delgadas se calienta localmente a 55 ℃) |
| Requisitos de alto voltaje | La velocidad de inyección se incrementa a 120 mm/s, el límite superior de la presión de inyección se establece en 180 MPa y se configura un acumulador de alta presión. |
| marcas de soldadura | Ajuste la secuencia de apertura de la válvula de aguja y agregue una ranura de escape |
| zona de enfriamiento | Área correspondiente | tipo de vía fluvial | temperatura del agua | fluir |
|---|---|---|---|---|
| Zona 1 | Área de paredes delgadas (válvula antirreflujo, orificio de ventilación) | Canal micro conformado (φ4 mm) | 22℃ | 8L/minuto |
| Zona 2 | Cubrir el área principal | Vía fluvial anular (φ10 mm) | 20℃ | 15L/minuto |
| Zona 3 | Área de pared gruesa (raíz de la boquilla) | Canal espiral + pozo | 18℃ | 20L/minuto |
| Zona 4 | Orejas colgantes y refuerzos. | Vía fluvial recta (φ8 mm) | 20℃ | 12L/minuto |
Este molde realiza el moldeado integrado de 6 unidades funcionales que incluyen válvula antirreflujo, orificios de ventilación, orejetas para colgar y bisagras. Cada estructura adopta un proceso de moldeo especial para garantizar funciones confiables y una larga vida útil.
| parámetro | valor establecido | ilustrar |
|---|---|---|
| Temperatura del barril (trasero/medio/delantero/boquilla) | 260/290/310/310℃ | Las paredes delgadas requieren alta temperatura |
| Temperatura del molde (molde móvil/molde fijo) | 35/45℃ | Área de pared delgada del molde fijo 55 ℃ |
| Presión de inyección (pico) | 165MPa | Requisitos de relleno de paredes delgadas |
| velocidad de inyección | 120 mm/s | inyección graduada |
| Presión de mantenimiento/tiempo | 80MPa→50MPa/2,0 segundos | Dos etapas de mantenimiento de la presión. |
| tiempo de enfriamiento | 5,0 segundos | Período total 9,0 segundos |
| pregunta | razón | solución |
|---|---|---|
| Se pega el molde del diafragma de la válvula antirreflujo | Adsorción al vacío, el diafragma es demasiado delgado | Agregue expulsión asistida por aire y achaflane la raíz. |
| Orificios de ventilación bloqueados | Deposición de carbono en el núcleo y degradación de materias primas. | Limpieza ultrasónica regular y adición de agente desmoldante. |
| El peso de 12 cavidades es inconsistente | Diferencia de temperatura del canal caliente y aguja de la válvula no sincronizadas | Control de temperatura independiente, carrera de aguja de válvula calibrada |
La solución de boquilla caliente con válvula de aguja de 12 cavidades para el molde de cubierta en línea multifuncional de 90 puertos logró una producción diaria de 115.000 piezas en un ciclo de 9 segundos, superando con éxito el problema de moldeo de estructuras de paredes delgadas (0,6 mm) y paredes gruesas (2,0 mm) coexistentes. Los puntos centrales de la innovación tecnológica se pueden resumir en:
| proyecto | parámetro |
|---|---|
| Número de cavidades | 12 |
| ciclo | 9,0 segundos |
| Producción diaria | 115.000 piezas |
| Peso neto de una sola pieza | Aproximadamente 14,0g |
| Espesor mínimo de pared | 0,6 mm (válvula antirreflujo) |
| Espesor máximo de pared | 2,0 mm (raíz de la boquilla) |
| velocidad de inyección | 120 mm/s |
| Presión de inyección | 165MPa |
| zona de enfriamiento | El distrito 4 es independiente |
| Máquina adaptable | 420T |
Nota: Los parámetros anteriores se basan en datos reales medidos del material de copolímero PP y la máquina de moldeo por inyección servo 420T. Ajuste la producción real de acuerdo con el lote de materias primas y las condiciones ambientales.